
巻取り工程で発生する端面不良の原因とは?ウェブハンドリング視点でわかる対策
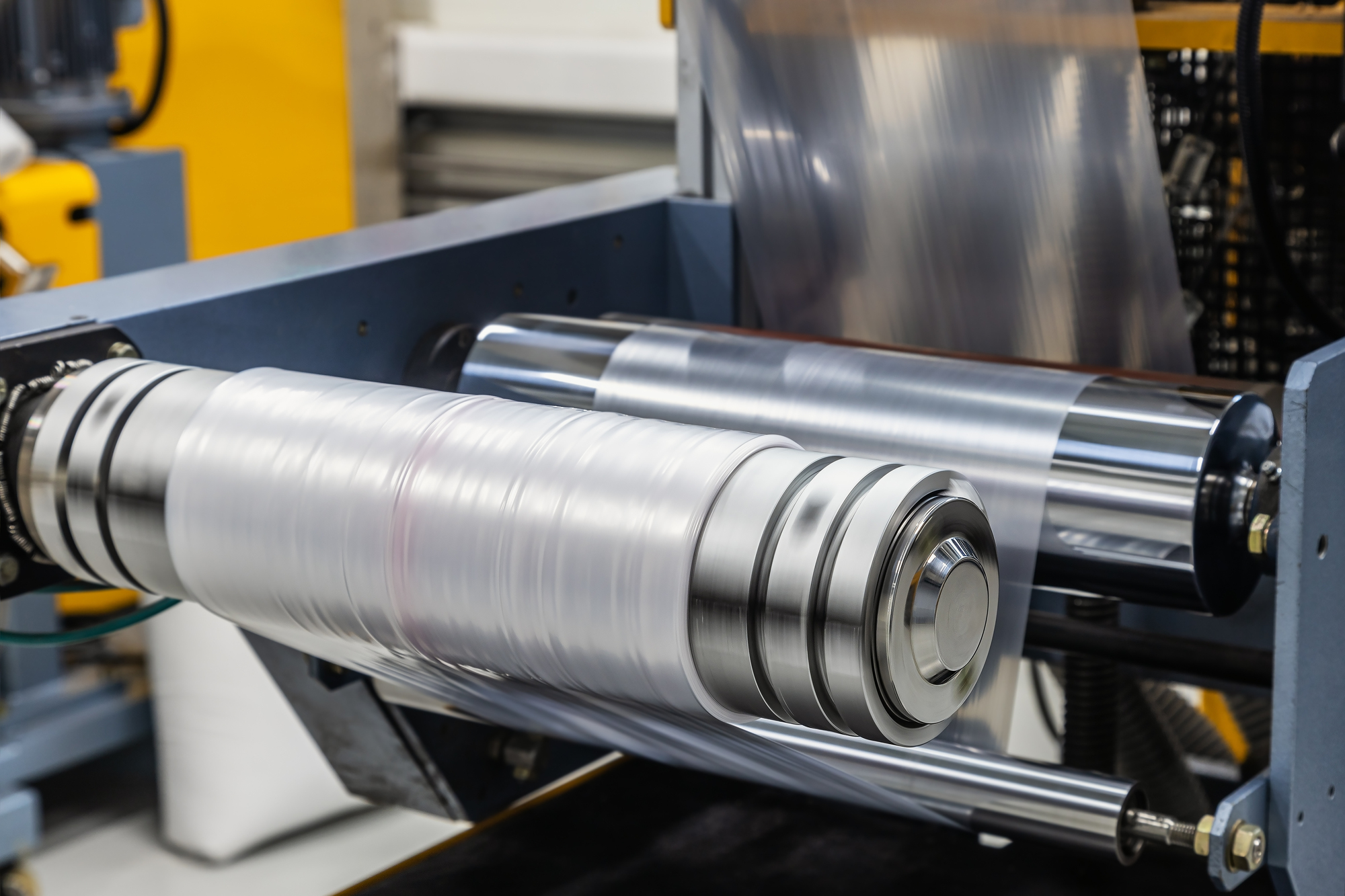
フィルムや紙などの連続材料を巻き取る工程では、ロール端面の乱れやしわ、巻きずれなどの端面不良が発生する場合があります。これらの不良は外観品質を損なうだけでなく、輸送時の変形や後工程での加工トラブルにつながることもあります。
そのため製造現場では、巻取り条件や材料特性、ライン全体の搬送状態を理解したうえで適切に管理することが重要です。巻取り工程では内部応力や空気層、張力やニップ圧など多くの要素が品質に影響します。
本記事では、巻取り時の端面不良の種類や発生要因、巻締りとの関係、ウェブハンドリングの観点から品質を安定させる考え方について詳しく紹介します。
目次
巻取り時の端面不良とウェブハンドリングの基礎

フィルムや紙などの連続材料を巻き取る工程では、ロール端面の乱れやしわなどの不良が発生する場合があります。端面不良は外観品質だけでなく、輸送時の変形や後工程での加工トラブルにも影響するため、製造現場では原因を理解したうえで適切に管理することが重要です。
本章では巻取り時に発生する端面不良の種類や主な発生要因を整理し、ウェブハンドリングの視点から品質を安定させるための基本的な考え方を解説します。
◇巻取り工程で発生する代表的な端面不良とは

巻取り工程では、材料をロール状に巻き重ねる過程で端面形状が乱れる場合があります。端面不良とはロール側面に現れる形状の乱れを指し、巻取り条件や材料特性の影響を受けて発生します。
代表的な端面不良には、ロール端面の凹凸やしわ、巻きずれ、テレスコープなどがあります。端面しわは張力のばらつきや内部応力の偏りによって発生することが多く、ロール側面に波状のしわとして現れます。
巻きずれはウェブが軸方向へ移動しながら巻かれることで起こり、端面ラインが揃わなくなる現象です。
またテレスコープと呼ばれる現象では、ロール層が軸方向へずれて突出し、望遠鏡の筒のような形状になります。これらの不良は外観品質を損なうだけでなく、輸送時の変形や次工程での搬送トラブルにつながる場合があります。
このため巻取り工程において、ロール端面の状態を品質管理の重要な指標として確認することが重要です。
◇ロール内部応力・空気層と端面不良の関係

巻取りロールの内部では、材料が重なり合うことで半径方向と円周方向の応力が発生します。これらの内部応力が均一に分布していない場合、ロール端面の形状に乱れが現れることがあります。巻取り時には材料同士の間に微量の空気が取り込まれることがあり、この空気の層を空気層と呼びます。
空気層が過剰に残ると巻締りが弱くなり、ロール内部で層間の滑りが発生しやすくなります。層間スリップが起こると材料がわずかに移動し、端面の段差やずれとして現れる場合があります。
一方で巻取り条件が強すぎる場合には内部応力が過大になり、材料が軸方向へ押し出されるように変形することがあります。このような状態でも端面形状の乱れが発生しやすくなります。安定した品質を確保するためには、ロール内部の応力状態と空気層のバランスを適切に保つことが重要です。
◇張力・ニップ・速度が巻取り品質に与える影響

巻取り品質を安定させるためには、張力、ニップ圧、巻取り速度の三つの要素を適切に管理する必要があります。これらの条件はロール内部の応力状態や層間の密着状態に直接影響します。張力が高すぎる場合、材料は強く引き伸ばされながら巻き取られるため、ロール内部の応力が大きくなります。
この状態では巻締りが強くなりすぎ、端面の乱れや材料ダメージにつながる可能性があります。反対に張力が低すぎる場合には巻きが緩くなり、層間スリップや巻きずれが発生しやすくなります。ニップ圧は巻取りロールと接触ローラの押し付け力を指します。
ニップ圧が適切でない場合、空気の排出が不十分になったり材料が過度に圧縮されたりすることがあります。また巻取り速度が高くなるほど空気の巻き込みや振動の影響が大きくなるため、各条件のバランスを考慮することが重要です。
◇ウェブハンドリング視点で端面不良を捉えるポイント

端面不良を改善するためには、巻取り条件だけでなくライン全体のウェブハンドリングを考慮することが重要です。ウェブハンドリングとは、連続材料を安定して搬送し制御するための技術を指します。搬送ラインでは張力分布、ローラ配置、ガイド装置の動作などが互いに影響し合います。
例えば上流工程で張力が変動している場合、その影響が巻取り工程に伝わり、ロール端面の乱れとして現れることがあります。また蛇行制御が安定していない場合には、ウェブが横方向へ移動しながら巻き取られ、巻きずれの原因になることがあります。
このように端面不良は巻取り装置だけの問題ではなく、ライン全体の搬送条件によって発生する場合があります。ウェブハンドリングの視点で張力制御や蛇行制御を総合的に確認することが、安定した巻取り品質を実現するために重要です。
【あわせて読みたい】
巻締りが誘発する端面不良のメカニズム

巻取り工程では材料をロール状に安定して巻き取る必要がありますが、条件が適切でない場合にはロール内部に大きな応力が蓄積することがあります。この状態は巻締りと呼ばれ、端面形状の乱れや表面欠陥などさまざまな品質トラブルの原因になります。
巻取り条件と材料特性が適切にバランスしていない場合、ロール内部の応力分布が不均一になり、端面品質に影響を与えることがあります。本章では巻締りの発生メカニズムと巻取り欠陥の関係を整理し、端面不良が発生する仕組みについて解説します。
◇巻締りの現象とロール端面形状の変化

巻締りとは、巻取りロール内部の応力が過度に高まり、層同士が強く押し付けられる状態を指します。巻取り工程では張力やニップ圧によって材料を密着させながら巻き取りますが、条件が強すぎるとロール内部の圧縮力が増大します。
このような状態になるとロール内部の応力分布が均一に保たれなくなり、材料の一部が局所的に変形しやすくなります。その結果、ロール端面のラインが整わなくなり、段差や波状の乱れが現れることがあります。
とくに幅広のフィルムや柔軟性の高い材料では、内部応力の影響が端面形状に表れやすくなります。さらに巻締りが進むと、ロールの内層と外層で応力状態に差が生じることがあります。この応力差が材料の微小な移動を引き起こし、端面の凹凸やしわとして表面に現れる場合があります。
そのため端面品質を安定させるためには、巻取り条件と内部応力のバランスを適切に保つことが重要です。
◇ウェブ間スリップとスリップ傷・塗工層ダメージ
巻締りが発生するとロール内部の層間摩擦の状態が変化し、ウェブ同士の滑りが発生する場合があります。この現象はウェブ間スリップと呼ばれます。層間スリップは材料の表面状態や内部応力の変化によって生じやすくなります。
スリップが起こるとロール内部で材料同士が擦れ合うため、表面に微細な傷が発生することがあります。これらはスリップ傷と呼ばれ、高品質フィルムやコーティング材料では外観不良の原因になります。
また塗工層を持つ材料では、表面のコーティングが摩擦によって損傷し、機能低下につながる可能性があります。
さらに層間スリップが繰り返し発生するとロール端面の層構造にも影響が及びます。材料がわずかに移動しながら巻き重なるため、端面ラインが揃わなくなり端面不良として認識されることがあります。
このような問題を防ぐためには、張力やニップ条件を適切に管理し、層間の安定した摩擦状態を維持することが重要です。
◇巻締りによる軸方向変形とロール端面乱れ
巻締りによってロール内部の圧力が高まると、材料は半径方向だけでなく軸方向にも変形しやすくなります。ロール内部では各層が互いに押し合う状態になるため、材料がわずかに軸方向へ移動する場合があります。この軸方向の変形はロール端面の形状に直接影響します。
材料の一部が外側へ押し出されるように変位すると、端面ラインが整わなくなり、段差や波形の乱れとして現れることがあります。とくにロール幅が広い場合や材料の剛性が低い場合には、この影響が顕著に現れる傾向があります。また軸方向の変形はロール内部の層構造を不安定にする要因にもなります。
層の位置がわずかにずれることで、端面形状が時間の経過とともに変化することもあります。このような現象は輸送中や保管中に顕在化することもあり、巻取り直後には問題が確認しにくい場合もあります。そのため巻締りによる軸方向変形を抑えることが、端面品質を維持するうえで重要です。
◇スター模様・テレスコープなど巻取り欠陥との関係
巻締りは端面不良だけでなく、さまざまな巻取り欠陥とも関係しています。代表的な例として、ロール表面に放射状の模様が現れるスター模様があります。これはロール内部の応力分布が不均一になることで、材料表面に周期的な変形が現れる現象です。
またテレスコープと呼ばれる欠陥も巻締りと関係しています。テレスコープはロールの層が軸方向へずれて突出する現象で、望遠鏡の筒のような形状になることからこの名称が使われています。巻締りによって内部応力が高まると層間の安定性が低下し、このようなずれが生じやすくなります。
これらの巻取り欠陥は端面形状の乱れと同時に発生することが多く、ロール全体の品質に影響を与えます。スター模様やテレスコープが発生すると、次工程の搬送不良や加工トラブルにつながる可能性があります。
そのため巻取り工程では巻締りを抑える条件管理とウェブハンドリングの最適化を行い、ロール内部の応力状態を安定させることが重要です。
巻取りロールの端面不良と発生原因を解説

巻取り工程では、ロール端面の乱れや層のずれなどの端面不良が発生することがあります。これらの不良は巻取り条件や材料特性、搬送状態など複数の要因が重なって発生します。
こちらでは代表的な端面不良である端面しわ、巻きずれ、表層ズレの特徴と発生要因を整理し、輸送や後工程への影響について解説します。
◇ロール端面しわの発生要因と巻取り端面の不揃い

ロール端面しわは、巻取りロールの側面に波状のしわが現れる端面不良の一つです。巻取り工程では材料が重なりながら巻き付くため、張力分布や内部応力が不均一になると層構造にわずかな変形が生じます。この変形が端面側で集中すると、ロール端面にしわとして現れることがあります。
張力が局所的に高くなると材料が過度に引き伸ばされ、隣接する層との応力差が生じます。その結果、層が均一に重ならず、端面ラインが揃わなくなる場合があります。また巻取り中にウェブが蛇行すると材料の重なり方に偏りが生じ、ロールの片側で応力が集中することがあります。
端面しわは外観の問題だけでなく、ロール内部の応力バランスの乱れを示す場合もあるため、端面形状の確認は巻取り品質の評価において重要です。
◇巻きずれ・テレスコープと端面形状の崩れ
巻きずれは、巻取り中にウェブが軸方向へわずかに移動しながら巻き重なることで発生する端面不良です。ロール端面のラインが斜めになったり段差が生じたりする状態として現れることがあります。この現象は張力バランスの乱れや蛇行制御の不安定さによって発生する場合があります。
ウェブ位置が一定でない状態で巻取りを続けると層の位置が少しずつずれ、端面形状が崩れる原因になります。さらに巻きずれが進行すると、テレスコープと呼ばれる状態になることがあります。これはロール層が軸方向へ突出する現象で、望遠鏡の筒のように段階的にずれた形状になります。
この状態になるとロールの安定性が低下し、搬送や輸送時に変形する可能性が高まります。端面ラインの変化を観察することで、巻取り条件や蛇行制御の問題を早期に把握できる場合があります。
◇表層ズレとロール表面の端面乱れ・蛇行の関係
表層ズレは、ロール外側の層が内部層に対してわずかに移動することで発生する不良です。この現象は層間摩擦や内部応力の変化によって起こる場合があります。巻取りロールでは層同士が接触しながら重なっているため、摩擦状態が安定していないと表面層が滑るように移動することがあります。
張力変動が大きい場合や巻締りが発生している場合には、層間スリップが起こりやすくなります。この状態ではロール表面のラインが乱れ、端面形状にも影響が及びます。またウェブの蛇行が繰り返し発生すると材料の重なり位置が変化し、外周層が均一に配置されなくなります。
その結果、端面側で層の位置がずれ、端面ラインが乱れることがあります。表層ズレは小さな外観変化として現れる場合がありますが、内部の摩擦状態や応力バランスが不安定になっている可能性があります。
◇輸送・保管・次工程で顕在化する端面不良リスク
端面不良は巻取り直後には大きな問題として現れない場合がありますが、輸送や保管の過程で影響が拡大することがあります。ロール内部に不均一な応力が残っている場合、時間の経過とともに材料の変形が進行することがあります。
例えば端面の段差や巻きずれがあるロールでは、輸送中の振動によって層間のずれが広がることがあります。また表層ズレがある場合にはロール外周の層が緩み、ロールの安定性が低下する可能性があります。さらに次工程でロールを繰り出す際にも影響が生じる場合があります。
端面形状が乱れていると搬送ラインで材料が蛇行しやすくなり、張力制御が不安定になる可能性があります。このように端面不良は巻取り工程だけでなく、その後の工程にも影響するため、巻取り時点で端面形状を確認し適切な条件管理を行うことが重要です。
端面不良を防ぐための巻取り条件最適化ガイド

巻取り工程において、張力や速度が適切に管理されていない場合、ロール端面の形状乱れや各種巻取り欠陥が生じることがあります。こうした品質問題はロール内部の応力分布や層間の摩擦状態に起因しており、運転条件の見直しによって改善が見込めます。
本章では、端面不良を低減するための基本的な考え方と、具体的な対策ポイントについて整理します。
◇ロール内部応力と端面品質の関係性
材料が積層状に巻き重ねられる過程で、ロール内部にはさまざまな応力が生じます。主要なものとして、ロール中心に向かう方向に作用する半径方向応力と、材料が引き伸ばされることで発生する円周方向応力が挙げられます。
これらが適切なバランスを維持できない場合、端面形状に乱れが現れることがあります。半径方向応力が低下すると、隣り合う層同士の密着力が弱まり、層間でのスリップが生じやすくなります。この状態が続くと端面のラインが不揃いになり、巻きずれや段差といった不良の要因となります。
逆に半径方向応力が過大な場合は、材料への過度な圧縮が生じ、端面へのしわ発生や軸方向の変形につながることがあります。円周方向応力は巻取り張力と密接に関連しており、張力が高すぎると材料が過度に引き伸ばされてロール内部での応力分布が不均一になります。
その結果、端面付近への応力集中が起こり、端面形状が乱れる場合があります。両方向の応力を適切に管理することが、安定した端面品質を確保するうえで重要です。
◇テーパ張力制御とニップ荷重の最適設定
巻き始めから巻き終わりまで一定張力で運転した場合、ロール内部の応力が偏りやすくなることがあります。この問題を回避するためのアプローチがテーパ張力制御です。これは、ロール径の拡大に応じて段階的に張力を低下させる方法です。
巻取り開始直後はロール径が小さいため、比較的高めの張力でも内部応力の問題が起こりにくい状態にあります。しかし径が増大するにつれてロール内圧が上昇するため、張力を段階的に下げることで応力の蓄積を防ぎ、巻締りや端面不良のリスクを抑えることができます。
ニップ荷重の適正管理も重要な要素です。ニップ荷重とは接触ローラがロールに対して加える押圧力のことで、層間密着と内包空気の排出に直接影響します。荷重が不十分だと空気が残留しやすくなり、スリップや巻きずれが誘発されます。
一方で荷重が強すぎると材料が圧縮されて内部応力が高まります。張力設定とニップ荷重を組み合わせてバランスよく調整することが求められます。
◇巻取り速度と空気巻き込みの管理
巻取り速度は生産効率だけでなく、端面品質にも直接影響を与えます。高速運転ではウェブがロールに接触する際に空気を取り込みやすくなり、その空気がロール内に薄い層(空気層または等価層)として残留します。空気層が増加すると層間の接触圧が低下して摩擦力が弱まります。
これにより層間スリップや巻きずれが発生しやすくなり、端面ラインの乱れとして顕在化します。巻取り速度を適正範囲に設定することで、空気巻き込みを抑制することができます。また、ローラの配置や接触角の工夫によって空気が抜けやすい環境を整えることも有効です。
速度条件と張力設定を連動して管理することで、ロール内部の積層構造を安定させることができます。
◇設備仕様・巻取り方式の見直し

端面品質の向上には、運転条件の最適化に加えて、設備そのものの見直しが必要となる場合もあります。巻取り方式にはセンター巻取りとサーフェス巻取りがあり、両者は内部応力の分布や巻取り特性において異なる挙動を示します。
センター巻取りはシャフト駆動による方式で、張力制御の精度が巻取り品質を左右する大きな要因となります。サーフェス巻取りでは接触ローラの設定条件が特に重要です。使用する材料の特性やロール径に合わせた方式を選択することで、端面不良の抑制につながります。
さらに、ローラ配置や搬送ガイドの性能も端面品質に影響します。ウェブ搬送が不安定になると蛇行が発生し、端面形状の乱れを招くことがあります。ライン全体のウェブハンドリング状態を定期的に確認し、必要に応じた設備調整を行うことが、安定した端面品質の維持につながります。
【あわせて読みたい】
▼ウェブハンドリングの基礎から学ぶ巻取り理論とトラブル防止の考え方
ウェブハンドリングで進める巻取り端面不良の実務改善ステップ

巻取り工程で発生する端面不良は複数の条件が重なって生じる場合が多くあります。そのため問題を改善するには、現場データの把握と工程条件の整理を段階的に進めることが重要です。
こちらではウェブハンドリングの視点から、端面不良の原因を特定し改善につなげる実務的な取り組み手順を解説します。
◇現場計測(張力・速度・ロール形状)による現状把握

巻取り端面不良を改善するためには、まず工程状態を正確に把握することが重要です。巻取り工程では張力や速度、ニップ条件など複数の要素が影響するため、感覚的な判断だけでは原因を特定しにくい場合があります。張力の測定ではライン各位置の張力値を確認し、設定値との差を把握します。
張力変動が大きい場合にはロール内部の応力状態が不安定になり、端面形状の乱れにつながる可能性があります。速度計測では搬送区間ごとの速度差や変動を確認し、材料が安定して搬送されているかを評価します。また、巻取りロールの形状確認も重要です。
端面ラインの直線性や段差の有無を観察することで、巻きずれや応力の偏りを推測できます。端面形状の記録を蓄積すると、巻取り条件と品質の関係を客観的に分析できます。
◇端面不良の見える化とトラブルパターン整理
現場データを収集した後は、端面不良の発生状況を整理して可視化します。端面不良は端面しわ、巻きずれ、テレスコープなど複数の形態で現れるため、発生状況を分類して記録すると原因の傾向を把握しやすくなります。
ロール端面の写真や測定データを記録すると、発生頻度や条件との関係を整理できます。例えば特定の速度域や張力条件で不良が多い場合には、工程条件に問題がある可能性があります。トラブルパターンを整理すると、原因と結果の関係を把握しやすくなります。この整理によって改善対象を明確にできます。
◇巻取り条件の段階的チューニングと検証
原因の仮説が整理できた後は、巻取り条件を段階的に調整しながら改善効果を確認します。張力、ニップ荷重、巻取り速度などの条件を一度に変更すると影響を判断しにくくなるため、条件を一つずつ調整する方法が有効です。
変更後には端面形状やロール品質を確認し、改善効果を評価します。このような検証を繰り返すことで最適条件を見つけやすくなります。
◇社内標準・教育への展開
改善によって得られた条件や知見は、社内標準として整理することが重要です。標準条件やトラブル対応手順を文書化すると、同様の問題が発生した場合でも迅速に対応できます。また、現場担当者への教育を行うことで、端面不良の早期発見や予防につながります。
工程管理と人材教育を合わせて進めることで、ウェブハンドリングの改善を継続的に進めることができます。
【あわせて読みたい】
▼ウェブハンドリングにおける巻取りモデルの歴史から読み解く進化
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリングは、フィルムや紙、金属箔などのシート材料を安定して搬送・巻取りするために重要な技術です。張力制御や蛇行制御、巻取り条件の最適化など多くの要素が関係するため、課題が発生した場合は専門知識を持つ企業へ相談することが有効です。
こちらでは、ウェブハンドリングに関する技術相談や装置導入を検討する際に参考となる企業を紹介します。
◇若水技研株式会社

若水技研株式会社は、ウェブハンドリング技術を中心とした装置設計や技術支援を行う企業です。フィルムや紙、機能材料などの連続搬送工程において、張力制御や巻取り品質の改善に関する技術提案を行っています。
同社の特徴は、工程全体を踏まえたウェブハンドリング設計を重視している点です。蛇行制御装置や張力制御システムなどの機器だけでなく、ローラ配置や搬送条件の見直しを含めた総合的な改善提案に対応しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
既存ラインのトラブル解析や運転条件の最適化など、実務的な課題への対応も行っています。また、ウェブ搬送に関する技術資料の提供や解析サポートにも対応しており、製造現場の課題解決を支援しています。
巻取り端面不良や蛇行トラブルなど、ウェブハンドリングに関する技術的な相談先として検討しやすい企業です。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社KANDA

株式会社KANDAは、ウェブハンドリング技術に関するコンサルティングや装置提案を行う企業です。フィルム、紙、不織布などの連続搬送ラインにおいて、張力制御や蛇行制御の課題に対応しています。同社ではウェブハンドリングの理論と実務の両面から工程改善を支援しています。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
張力測定や搬送状態の解析を通じて、ライン内で発生するトラブルの原因を整理し、運転条件の最適化につなげています。巻取り不良や搬送不安定などの問題に対して、現場データをもとに改善策を検討できる点が特徴です。
また、ウェブハンドリングに関する技術情報の発信も積極的に行っており、基礎知識から応用技術まで幅広い内容を紹介しています。工程改善を検討する際の技術相談先として活用できる企業です。
株式会社KANDAの評判記事はこちら!
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、産業用ローラの設計・製造を行うローラーメーカーで、搬送工程に使用される各種ローラを提供しています。フィルムや紙などの搬送工程で使用される各種ローラを製作しており、ラインの安定搬送を支える技術を提供しています。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
同社では搬送用途に応じたローラの設計を行い、材料特性や使用条件に合わせた製品を提案しています。表面加工やコーティングなどの技術を活用し、滑りや摩擦特性を調整することでウェブ搬送の安定化を図ります。
ローラの性能は蛇行や張力変動にも影響するため、適切な仕様を選定することが重要です。また、既存設備のローラ交換や仕様変更の相談にも対応しており、搬送トラブルの改善に役立つ場合があります。ウェブハンドリング工程の品質向上を検討する際に参考となる企業です。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
まとめ

今回は、巻取り工程で発生する端面不良とウェブハンドリングの関係について紹介しました。巻取り工程では材料をロール状に巻き重ねる過程で内部応力や空気層の状態が変化し、それらの影響によって端面しわや巻きずれ、テレスコープなどの不良が発生する場合があります。
特に張力やニップ圧、巻取り速度などの条件が適切でない場合、ロール内部の応力分布が不均一になり、端面形状の乱れにつながる可能性があります。また巻締りが強くなると層間摩擦の状態が変化し、ウェブ間スリップが発生することがあります。
このような現象はスリップ傷や塗工層のダメージだけでなく、ロール端面の層構造にも影響を与えることがあります。さらに端面不良は巻取り装置だけの問題ではなく、ライン全体の張力分布や蛇行制御などのウェブハンドリング条件とも密接に関係しています。
安定した巻取り品質を実現するためには、巻取り条件と搬送条件を総合的に確認し、ロール内部の応力状態や層間摩擦を適切に管理することが重要です。巻取り時の端面不良や巻締りによる品質トラブルに悩んでいる場合は、本記事を参考にしてください。
この記事を読んでいる人におすすめ
▼ウェブハンドリングの品質を左右する張力と空気膜とは?安定搬送・巻取りの基本と対策
