
ウェブハンドリングで「しわ」を発生させない方法|原因別・装置別対策
フィルムや金属箔、紙などを連続搬送するロールtoロール工程では、「しわ」や「スリップ」といった不具合が品質低下や生産ロスの原因になりやすく、現場担当者を悩ませるテーマのひとつです。
張力条件やライン速度、材料特性が少し変わるだけでも発生状況が変わるため、場当たり的な対策では再発を招くことも少なくありません。安定した生産を実現するには、現象の仕組みを理解したうえで、工程全体を俯瞰した対策が欠かせません。
この記事では、ロールtoロール工程で起こるしわ・スリップの基本的な発生メカニズムから、現場で考えるべきポイントや対策の考え方までを、実務目線でわかりやすく解説します。
目次
しわが発生するメカニズム
しわは、材料に作用する力のバランスが崩れたときに発生する代表的な変形現象です。単純な見た目の不具合ではなく、圧縮応力・拘束条件・材料特性が複雑に関係して生じます。
しわの発生を正しく理解するためには、「なぜ平面を保てなくなるのか」という視点で整理することが重要です。
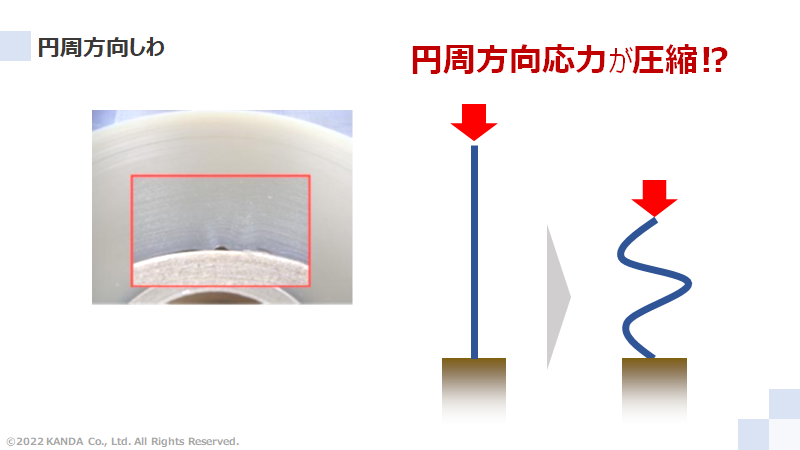
圧縮応力と座屈現象
しわの本質は、圧縮応力によって発生する座屈現象です。
- 圧縮応力の発生メカニズム
搬送や加工の過程では、材料に引張だけでなく圧縮方向の力も加わります。
例えば、張力のばらつきや速度差によって一部に余剰が生じると、その部分に圧縮応力が発生します。 - 平面維持の限界
材料はある一定の応力を超えると、平面形状を維持できなくなります。
この限界を超えたとき、エネルギー的に安定な状態として波状の変形へ移行します。 - 座屈としてのしわ発生
圧縮された部分が局所的に持ち上がり、波打つような形状になります。
これが「しわ」として観察される現象です。 - 材料剛性との関係
薄膜や柔らかい材料は曲げ剛性が低いため、わずかな圧縮でも座屈しやすくなります。
一方で厚みのある材料は、より大きな力が加わらないとしわは発生しません。 - 局所的な応力集中の影響
ローラー接触や張力ムラにより、特定箇所に応力が集中します。
この局所的な圧縮が、しわの起点となります。
圧縮応力をいかに発生させないか、または分散させるかが重要なポイントです。
変形スペースの存在
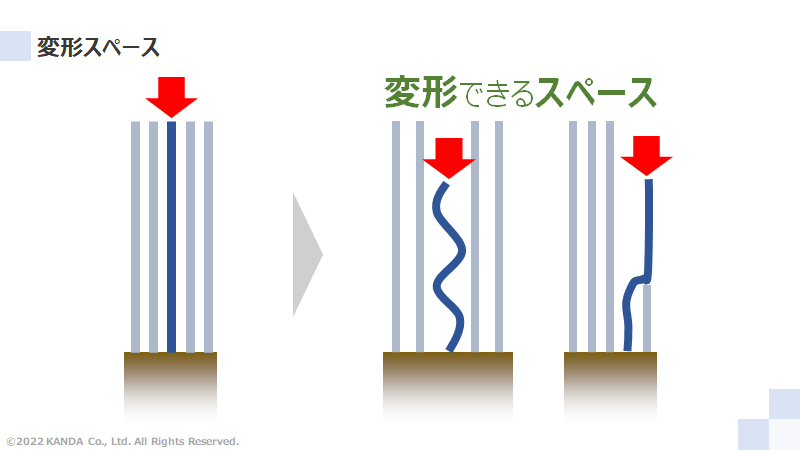
しわは「変形できる余地」があることで顕在化します。
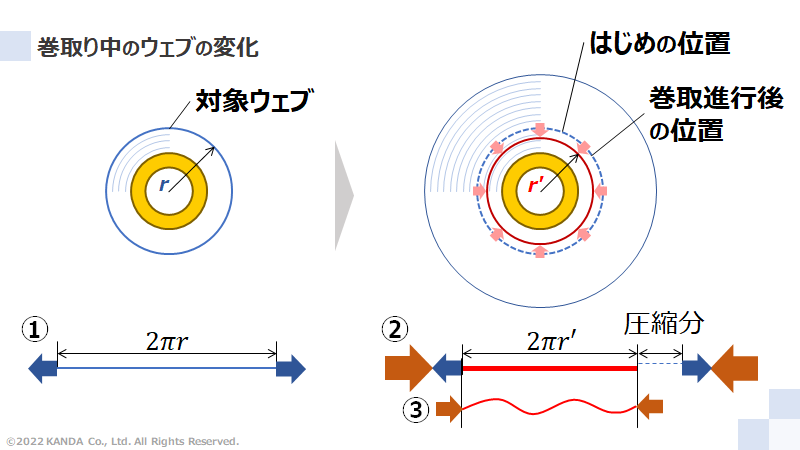
- 余剰長さの発生
材料の一部に長さの余りが生じると、その分が圧縮されます。
この余剰が、しわとして吸収される形で現れます。 - 拘束条件の不足
材料がしっかり拘束されていない場合、自由に変形できる状態になります。
その結果、圧縮部分が逃げ場を求めて持ち上がり、しわが形成されます。 - 押さえ圧の影響
押さえが弱いと材料が浮きやすくなり、変形スペースが広がります。
これにより、しわの発生確率が高まります。 - 構造的な隙間や段差
設備のわずかな段差や隙間も、局所的な変形スペースとなります。
このような箇所でしわが発生・成長するケースも多く見られます。 - 幅方向の自由度
広幅材料では、中央部と端部で拘束条件が異なります。
この差によって変形スペースが生まれ、しわが発生しやすくなります。
変形スペースをいかに抑制するかが、しわ防止の重要な視点となります。
【あわせて読みたい】
▼ウェブハンドリングの基礎知識|ロールtoロール工程・搬送装置で起こりやすい課題と対策
しわを引き起こす主な要因
しわは単一の原因ではなく、張力・設備・材料・環境など複数の要因が重なって発生します。
特に高速・高精度が求められるラインでは、わずかな条件差がしわとして顕在化しやすくなります。
しわ対策を行うためには、発生要因を細分化し、それぞれの影響を理解することが重要です。
張力ムラと速度変動
張力と速度の不安定さは、しわ発生の最も本質的な要因です。
- ロール間張力の不均一
各ゾーンで張力に差があると、一部に圧縮応力が発生します。
この圧縮領域が座屈し、しわとして現れます。 - 幅方向の張力差
中央と端部で張力分布が異なる場合、特定の位置にしわが集中します。
特に広幅材料では顕著に現れます。 - 加減速時の張力変動
ラインの立ち上げや停止、速度変更時に張力バランスが崩れます。
この瞬間的な圧縮がしわのトリガーとなります。 - ロール同期ズレ
複数ロール間で回転速度がわずかに異なるだけでも、材料に余剰や引き込みが発生します。 - 制御応答の遅れ
制御系の応答が遅いと、張力変動を補正しきれず、しわ発生につながります。
張力と速度の安定化は、すべての対策の基盤となります。
ローラー・設備状態の影響
設備の状態は、しわ発生に直接的な影響を与えます。
- ローラー表面の傷・汚れ
接触状態が不均一になり、局所的な滑りや引っかかりが発生します。
これが張力分布の乱れを引き起こします。 - 摩擦特性の不適合
摩擦が強すぎる場合は引きずり、弱すぎる場合は滑りが発生します。
どちらも局所的な圧縮を生みます。 - 真円度・バランス不良
ローラーの精度が低いと、回転に伴い周期的な張力変動が発生します。
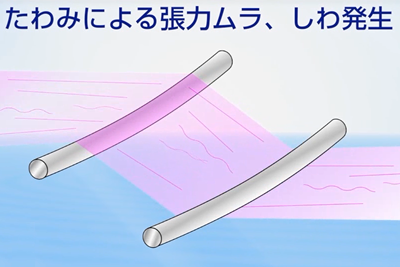
これが繰り返ししわを発生させる原因となります。 - ロール配置の不適切さ
ロール間距離が長すぎる場合、材料のたるみや振動が増加します。
これにより変形スペースが生まれます。 - メンテナンス不足
清掃・点検が不十分だと、設備状態が徐々に悪化し、しわ発生リスクが高まります。
設備状態の維持は安定搬送の前提条件です。
材料特性の影響

材料そのものの特性も、しわ発生に大きく関与します。
- 薄膜材料の低剛性
曲げ剛性が低いため、わずかな圧縮でも座屈しやすくなります。 - 広幅材料の張力分布
幅が広いほど中央と端部の張力差が大きくなります。 - 材料の異方性
製造方向によって物性が異なる場合、変形挙動に偏りが生じます。 - ロットばらつき
同じ材料でもロットごとに厚みや弾性が異なり、しわ発生条件が変わります。 - 表面特性の違い
コーティングや表面処理の違いにより、摩擦や滑りやすさが変化します。
材料特性を前提に条件設定を行うことが重要です。
搬送条件・運転条件の影響
運転条件も、しわ発生に大きく影響します。
- 高速搬送
速度が上がるほど、張力変動や振動が増幅されます。
小さなズレが大きなしわにつながります。 - 急激な加減速
速度変化が急な場合、瞬間的な圧縮状態が発生します。 - 搬送経路の複雑さ
方向転換が多いラインでは、張力制御が難しくなります。 - 張力設定の不適切さ
低すぎるとたるみ、高すぎると局所的な伸びや破断が発生します。 - 長距離搬送
ロール間距離が長いと、たるみや振動が発生しやすくなります。
搬送条件の最適化が安定運転の鍵となります。
環境条件・外乱の影響
外部環境も、しわ発生に影響を与える要因です。
- 温度変化
材料の弾性や伸縮性が変化し、挙動が不安定になります。 - 湿度変化
フィルムや紙などは吸湿により寸法や剛性が変化します。 - 静電気
材料同士や設備との付着により、搬送挙動が乱れる場合があります。 - 外部振動
周辺設備や床振動がラインに影響を与えることがあります。 - 空気流の影響
軽量材料では、空調の風でも挙動が変わることがあります。
環境条件の管理も見落とせない要素です。
対策と改善策

しわの発生を抑えるためには、原因に応じた対策を単独で行うのではなく、設備・制御・運用の各側面から総合的に見直すことが重要です。
特に「圧縮応力を発生させない」「変形スペースを与えない」「張力を安定させる」という3つの視点で改善を進めると効果的です。
エキスパンダーロールの活用
エキスパンダーロールは、幅方向の圧縮応力を直接的に解消できる代表的な対策です。
- 幅方向の張力分布を強制的に均一化
ロールの湾曲や特殊構造により、材料を左右へ広げる力を与えます。
中央部に集中しやすい圧縮応力を分散できる点が大きな特徴です。 - しわの「成長」を防ぐ役割
軽微なしわを初期段階で拡散することで、折れや巻き込みなどの重大不良を防ぎます。 - 薄膜・広幅材料での効果が高い
セパレーターやフィルムのように剛性が低く幅が広い材料では、特に有効です。 - 設置位置の最適化が重要
しわ発生後ではなく、「発生しやすいポイントの直前」に設置することで効果が最大化します。 - 具体例
リチウムイオン電池用セパレーターの高速搬送ラインにおいて、乾燥後に中央しわが発生するケースでは、乾燥出口にエキスパンダーロールを設置することで張力分布を均一化し、不良率を大幅に低減できます。
幅方向の制御は、しわ対策の中核となる考え方です。
張力制御の最適化
張力の安定化は、しわ対策の「土台」となる最重要項目です。
- ロール間張力の均一化
各ゾーンで張力差があると、圧縮領域が発生します。
ゾーンごとの張力設定を見直し、均一な状態を維持します。 - 速度変動との同期制御
搬送速度と張力は密接に連動しています。
加減速時に張力が乱れないよう、制御系を連動させることが必要です。 - 適正張力レンジの設定
材料ごとに「しわが出ない最小張力」と「破断しない最大張力」の間で最適値を設定します。 - リアルタイム制御の導入
テンションセンサーやロードセルを用いて、常時張力を監視しフィードバック制御を行います。 - 外乱への対応力強化
原反のばらつきや巻径変化などの外乱に対しても安定した制御ができる設計が重要です。 - 具体例
高速コーティングラインで巻出し径の変化に伴い張力が不安定になる場合、張力フィードバック制御とダンサーロールを組み合わせることで、常に一定張力を維持し、しわの発生を防止できます。
張力制御の精度は、そのまま製品品質に直結します。
表面処理・押さえ機構の導入

材料と設備の接触状態を最適化することで、局所的な変形を防ぎます。
- ローラー表面の均一化
傷・汚れ・コーティング劣化は、張力分布の乱れを引き起こします。
定期的なメンテナンスと表面処理の最適化が不可欠です。 - 摩擦係数の最適設計
滑りすぎると制御不能になり、引っかかりすぎると局所的な引張が発生します。
材料に応じた最適な摩擦特性を設計します。 - 押さえ機構による拘束強化
材料の浮き上がりを防ぐことで、変形スペースの発生を抑えます。
特に入口部や方向転換部で効果を発揮します。 - 局所圧力の均一化
押さえ圧が不均一だと、逆に新たなしわの原因になります。
圧力分布の均一化が重要です。 - 具体例
ラミネート工程で端部にしわが発生する場合、押さえロールの圧力分布を見直し、さらに高摩擦コーティングを施すことで、端部の滑りを抑制し安定搬送を実現できます。
接触条件の最適化は、見落とされがちな重要ポイントです。
搬送条件・設備構成の最適化
しわは設備設計そのものに起因するケースも多く、根本的な見直しが必要な場合があります。
- ロール配置の見直し
ロール間距離が長いと、材料のたるみや振動が増加します。
適切なピッチに調整することで安定性が向上します。 - ライン構成の最適化
急激な方向転換や不連続な搬送は、張力変動の原因となります。
スムーズな流れを意識した設計が重要です。 - 搬送速度の段階的最適化
一気に速度を上げるのではなく、条件を確認しながら段階的に調整します。 - 振動対策
高速搬送では微振動がしわのトリガーとなります。
ロールバランスやフレーム剛性の見直しも重要です。 - 具体例
高速化に伴いしわが増加したラインでは、ロール間距離を短縮し、さらにガイドロールを追加することで搬送安定性を改善し、しわを抑制できます。
設備構成の見直しは抜本対策として有効です。
運用・管理面の改善
日常運用の見直しも、しわ対策に大きく寄与します。
- 立ち上げ・停止手順の最適化
急激な加減速を避けることで、張力変動を抑制できます。 - 定期点検の徹底
ローラー・センサー・制御機器の状態を維持することで、安定運用が可能になります。 - 材料ロット差への対応
材料特性のばらつきを考慮した条件設定が必要です。 - 温湿度管理
フィルム材料は環境変化の影響を受けやすいため、安定した環境を維持します。 - 作業標準の整備
条件設定や操作手順を標準化することで、再現性の高い運用が可能になります。 - 具体例
季節ごとにしわ発生傾向が変わるラインでは、温湿度管理と条件レシピの切り替えを導入することで、年間を通じて安定した品質を維持できます。
運用改善は低コストで効果が出やすい対策です。
【あわせて読みたい】
▼ウェブハンドリング視点で見るフィルム巻き取り機とメーカー比較|最適なメーカーの選び方
▼ウェブハンドリングにおけるテーパー張力の設定方法|理論・計算式・巻取りトラブル対策まで解説
ウェブハンドリングメーカーおすすめ3選
ウェブハンドリング技術は、フィルムや紙、金属箔などの安定搬送と品質確保を支える重要な基盤技術です。装置や部材の選定を誤ると、トラブルや歩留まり低下につながります。
ここでは、現場での実績と技術力に定評のあるウェブハンドリングメーカーを厳選してご紹介します。
◇若水技研株式会社

若水技研株式会社は、微細溝加工ロールを専門とするメーカーです。マイクログルーブロールを中心に、フィルム・金属箔・紙などの搬送工程で発生するスリップ、シワ、スクラッチといった課題を解決してきました。
材料特性やライン構成、運転条件まで踏み込んだ分析により、搬送・張力・巻取りを含めたウェブハンドリングを総合的に提案できる点が特長です。実機テストによる事前検証や、性能を数値で示す設計力により、導入後の効果を明確化しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
さらに超音波クリーナーを活用した清浄化技術で、品質安定と歩留まり向上にも貢献しています。現場に根差した実践的な提案力が強みです。
若水技研株式会社の導入事例
リチウムイオン電池用セパレーターの最大手メーカーにおいて、搬送品質と生産性の両立が課題となっていました。
特に増産に向けてラインスピードの向上が求められる中で、しわ発生による品質低下が懸念されていました。
今回、マイクログルーブロールを新設ラインの全体に採用いただきました。
さらに今後の増設ラインや既設ラインの改善にも展開され、数年にわたる継続的な発注につながっています。
■ 相談内容
搬送スピードを引き上げることで生産性を向上させたいという要望がありました。
一方で、速度を上げると張力バランスが崩れやすくなり、しわの発生による不良増加が懸念されていました。
- 高速搬送時にしわが発生しやすい
- 不良率の上昇による歩留まり低下のリスク
- 品質と生産性の両立が難しい状況
このように、速度向上と品質維持の両立が課題となっていました。
■ 提案内容
搬送条件に合わせて、必要箇所へマイクログルーブロールを導入する提案を行いました。
- 幅方向の張力バランスを均一化
ロール表面の微細溝により、材料の滑りと保持のバランスを最適化します。 - 局所的な圧縮応力の緩和
しわの発生原因となる圧縮を抑え、安定した搬送状態を実現します。 - 高速搬送への対応
搬送スピードを上げても、しわが発生しにくい条件を維持できます。
その結果、しわの発生を抑えながら搬送速度の向上が可能となり、生産性と品質の両立につながりました。
■ 導入効果
本提案により、以下の効果が確認されています。
- しわ不良の低減
- 搬送速度の向上
- 歩留まりの改善
- ライン全体の安定稼働
これらの成果から、新設ラインだけでなく既設ラインへの展開も進んでいます。
若水技研株式会社の評判記事はこちら!
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、1899年創業の老舗ローラーメーカーです。1923年に特許を取得した「SK式ゴムローラー」の開発をはじめ、印刷用ゴムローラーの先駆者として業界を牽引してきました。
その独創的な技術力は「技術のカツラ」と称され、高い評価を受けています。印刷用から工業用まで幅広い高機能ローラーを展開し、耐熱性・耐摩耗性・耐溶剤性など、多様なニーズに対応しています。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
さらに、ゴム生地から製品まで一貫した生産体制と、継続的な研究開発により、環境配慮型製品も積極的に提供しています。日本国内のみならず、世界中で信頼されるメーカーです。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダーは、フィルム・金属箔・製紙分野におけるシワ除去に特化した、エキスパンダーロール国内シェアNo.1メーカーです。
長年にわたり多様なシートを扱ってきた豊富な経験とノウハウを活かし、製造工程で発生するシワや弛みに対して最適なソリューションを提案してきました。同社の製品は、シワを取り除くだけでなく、製造品質の安定化や歩留まり改善にも大きく貢献します。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
「使い勝手の良い製品」を追求し、既存の概念にとらわれない開発姿勢を貫くことで、導入前から導入後まで現場に寄り添った対応を実現。コンバーティング業界を支えるインフラ的存在として、技術革新を続けています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
▼カンセンエキスパンダーの評判は?エキスパンダーロールの特長と製品ラインアップを徹底解説
まとめ

本記事では、フィルムや金属箔、紙などのロールtoロール工程で発生しやすい「しわ」や「スリップ」のメカニズムを、現場視点で体系的に解説しています。
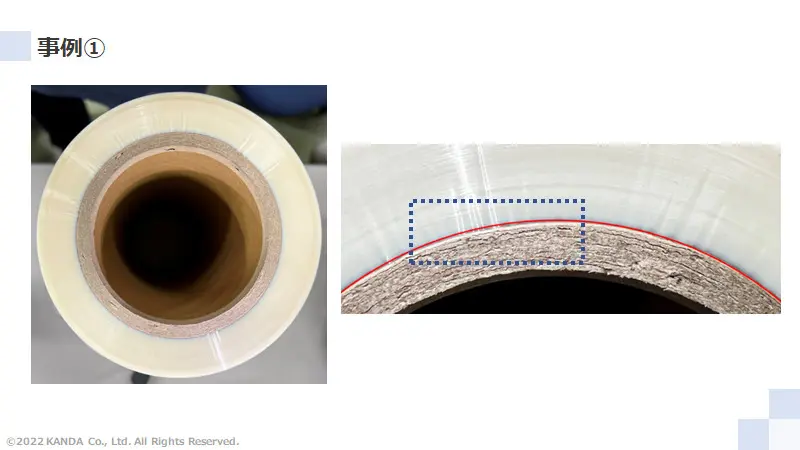
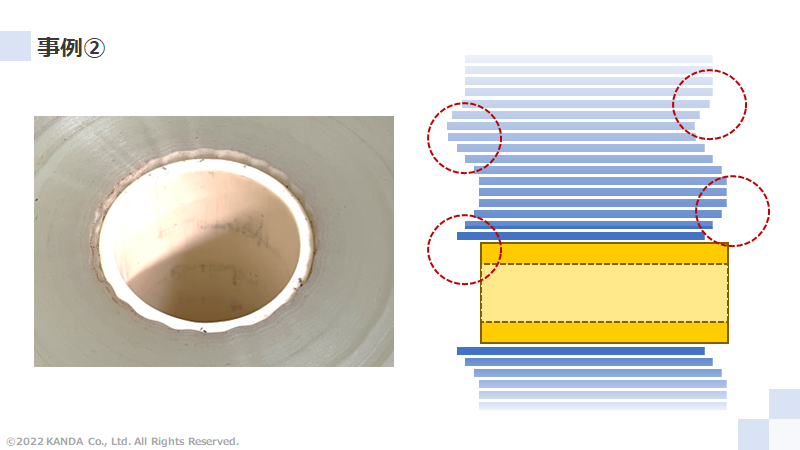
円周方向しわ(バックリング)は、巻取り中に生じる圧縮応力と、ウェブが変形できるスペースが重なることで発生する座屈現象であり、スターディフェクトや端面しわといった具体例から原因を読み取ることの重要性が示されています。
また、高速・広幅・薄膜条件では、曲げ剛性の低下、空気巻き込み、張力ムラなどが重なり、しわやスリップが顕在化しやすくなる点も整理されています。対策としては、ローラー設計や表面処理、張力制御、ガイド機構、静電気対策などを単独で考えるのではなく、ライン全体のバランスとして最適化することが重要です。
さらに、スリップ対策では、摩擦力の確保、押さえ機構、真空吸着などを条件に応じて使い分ける視点が求められます。しわ・スリップ防止の鍵は、現象を正しく理解し、「どこで無理が生じているか」を観察しながら総合的に改善することにあるといえるでしょう。
しわ防止に最適な装置と改善策をご提案します。無料相談はこちら
この記事を読んでいる人におすすめ
▼ウェブハンドリングの基礎知識|ロールtoロール工程・搬送装置で起こりやすい課題と対策
▼ウェブハンドリングの基礎から学ぶ巻取り理論とトラブル防止の考え方
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
