
ウェブ破断の原因を徹底解説|ウェブハンドリング視点で読み解く発生メカニズム
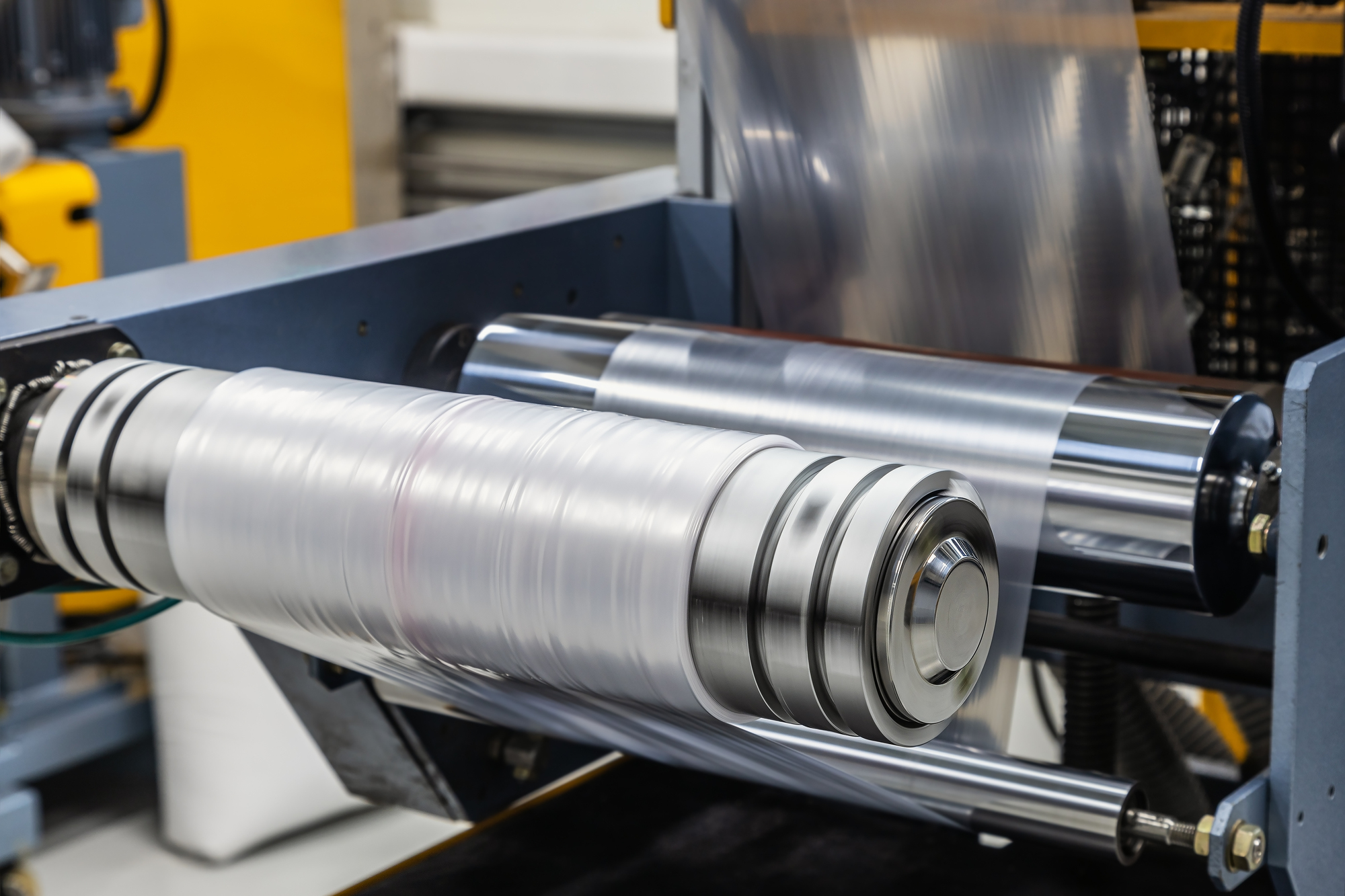
ウェブ搬送工程では、張力、材料特性、設備状態が複雑に影響し合い、わずかな乱れが破断につながります。破断は単なる材料切断ではなく、生産性や品質、経営指標にも影響する重要課題です。
本記事ではウェブ破断の基礎から原因別メカニズム、さらに実務で有効な総合的防止策について詳しく紹介します。
目次
ウェブ破断の基礎と発生要因の全体像

ウェブ搬送工程では、材料が突然切断するウェブ破断が生産停止や品質低下を招きます。張力設定や材料欠陥、エッジ損傷など複数の要因が重なることで発生します。こちらではウェブ破断の基礎と発生要因の全体像、さらに実務で有効な防止策について整理します。
◇ウェブ破断が発生する工程と典型的な症状
ウェブ破断は、原反供給から巻取りまでのあらゆる工程で発生します。特に加減速時やスプライス通過時、ロール切替時など張力が急変する場面で発生しやすい傾向があります。搬送中に突然材料が切れ、ラインが緊急停止する現象が典型例です。
破断面を確認すると、中央部から裂ける場合もあれば、端部から進展する場合もあります。前兆としては、局所的な伸び、異音、蛇行増大、テンション変動の乱れなどが見られます。これらを見逃すと、同様の条件下で再発します。工程内でのロール径変化やニップ圧変動も影響します。
張力制御が安定していても、材料の弱点部に応力が集中すれば破断に至ります。したがって、単一要因ではなく工程全体の応力状態を把握する視点が重要です。
◇紙・フィルム・金属箔など素材別に見た破断の特徴

紙は繊維配向や水分率の影響を受けやすく、縦方向強度と横方向強度に差があります。そのため、繊維方向に沿った裂けが生じやすい特徴があります。湿度変動により強度が低下すると、通常張力でも破断が発生します。
プラスチックフィルムは延伸条件や厚みムラ、ゲル異物などの内部欠陥が破断起点になります。透明材料では微細なキズやピンホールが応力集中点となり、引張負荷で一気に進展します。金属箔は加工硬化やエッジ部のバリが弱点となります。薄箔では折れや曲げ履歴が残ると局所的に脆化します
。いずれの素材でも、エッジ品質が安定性に直結します。スリット刃の摩耗やクリアランス不適正により微小亀裂が生じると、搬送中の張力で破断へ発展します。素材特性を理解した上で張力上限を設定する姿勢が不可欠です。
◇破断が生産性・歩留まり・品質に与える影響

ウェブ破断が発生するとラインが停止し、再通紙や再立上げに時間を要します。停止時間が長引けば生産量が低下します。破断前後の製品は張力乱れの影響を受け、しわや伸び、厚み変動が生じる場合があります。これにより不良率が上昇し、歩留まりが悪化します。
さらに破断時の衝撃で設備部品が損傷する可能性もあります。特に高速ラインでは慣性力が大きく、安全面への配慮も必要です。頻発すると現場の作業負荷が増し、安定操業が困難になります。品質クレームにつながれば、企業信用にも影響します。
したがって破断は単なる材料切断ではなく、経営指標に直結する重要課題です。発生頻度や条件をデータで把握し、再発防止策を体系的に講じる姿勢が求められます。
◇トラブル削減のためのウェブハンドリングの基本思想
ウェブ破断対策では、張力を単に下げる対応では不十分です。材料強度に対して安全率を確保しつつ、工程内での応力集中を抑える設計が重要です。張力制御系は応答性と安定性を両立させ、ロール径変化や加減速に追従できる構成が望まれます。エッジガイドや蛇行制御も間接的に破断防止へ寄与します。
蛇行が大きいとエッジ部に偏荷重が生じます。スリット条件の最適化、刃物管理、ロール表面状態の維持も基本事項です。さらに、材料受入時の強度確認や欠陥検査を徹底すると、弱点部の流入を防げます。
工程全体を俯瞰し、張力・摩擦・曲げ応力のバランスを整える思想がウェブハンドリングの本質です。破断を個別事象として扱うのではなく、システム全体の安定性向上として取り組むことが、持続的なトラブル削減につながります。
【あわせて読みたい】
▼ウェブハンドリングの品質を左右する張力と空気膜とは?安定搬送・巻取りの基本と対策
張力過多が招くウェブ破断のメカニズム

ウェブ搬送工程では、張力管理のわずかな乱れが破断につながります。材料強度に対して過大な負荷がかかると、微小欠陥を起点に破断が進展します。こちらでは張力過多が招くウェブ破断のメカニズムと具体的な防止策について整理します。
◇張力と引張強度の関係、どこから「張力過多」になるのか

ウェブ材料にはそれぞれ固有の引張強度があります。引張強度とは、材料が破断する直前まで耐えられる最大応力を示します。実際の生産現場では、この理論値ぎりぎりで運転することはありません。安全率を考慮し、通常は引張強度の数十パーセント以下で張力を設定します。
しかし、材料ロット差や温湿度変化、厚みムラがあると、実質的な強度は公称値より低下します。その状態で設定張力が高めに維持されると、弱点部に応力が集中します。これが「張力過多」と評価される状態です。単に数値が高いかどうかではなく、材料実力に対して余裕がない状態が問題です。
特に延伸フィルムや薄物材料では、わずかな張力増加でも安全域を超えます。張力過多は瞬間的に発生する場合も多く、平均値だけでは判断できません。ピーク値管理と安全率の見直しが重要です。
◇加減速・巻径変化・材料切替時に起こる張力変動と破断リスク

ラインの起動や停止、速度変更時には慣性力が作用します。加速時には材料を引き延ばす方向に力が増加し、減速時には逆方向の張力変動が発生します。巻取り径が変化すると、同じトルクでも実際の張力は変わります。
巻径が小さい初期段階では張力が高くなりやすく、終盤では制御応答が遅れると過渡的なピークが生じます。また、材料切替時には厚みや弾性率が異なるため、同一設定でも張力分布が変化します。これらの過渡状態で張力制御系が追従できないと、瞬間的な過負荷が発生します。
破断はこの瞬間ピークで起こることが多い傾向があります。特に高速ラインでは応答遅れが顕著になります。加減速プロファイルを緩やかに設定し、巻径補正やフィードフォワード制御を組み合わせることでリスクを抑えられます。
◇張力ムラ・幅方向不均一が局所破断を招くメカニズム
張力は幅方向に均一であることが理想です。しかし実際には、ロールのたわみや芯ズレ、蛇行により幅方向で応力差が生じます。中央部よりもエッジ部に高い張力がかかる場合、端部から裂けが進展します。逆に中央部が過伸長すると、内部欠陥を起点に縦裂けが発生します。
張力ムラは数値上の平均張力では把握できません。幅方向プロファイルの乱れが局所的な強度限界を超えると、全体としては安全範囲でも破断が起こります。さらに、スリット後の各条で張力バランスが崩れると、特定条のみが切断する現象が発生します。
ニップ圧の偏りやロール表面の摩擦差も影響します。均一な応力分布を維持するためには、ロール剛性の確保やクラウン補正、適切な蛇行制御が不可欠です。幅方向の張力可視化も有効な手段です。
◇張力制御(センサー・ブレーキ・ドライブ)による破断防止策

張力制御は、センサー、制御演算、駆動系の連携で成り立ちます。ロードセルなどの張力センサーで実張力を検出し、制御装置が目標値との差を演算します。その結果に基づき、ブレーキやモータドライブがトルクを調整します。応答性が不足するとピーク張力を抑えられません。
高分解能センサーの採用と適切なゲイン調整が重要です。さらに、巻径演算によるトルク補正や、加減速時のフィードフォワード制御を組み込むと安定性が向上します。ブレーキの摩耗や摩擦特性の変動も張力乱れの原因となるため、定期点検が欠かせません。
ドライブ側ではトルクリップルを抑えた制御が望まれます。張力制御は単体機器の性能だけでなく、システム全体の調和が求められます。適切な設計と保守を行うことで、張力過多によるウェブ破断を大幅に低減できます。
ウェブ欠陥を起点とする破断の進展過程と対策

ウェブ搬送工程では、材料内部や表面に存在する微小欠陥が破断の起点となります。外観上は問題がないように見えても、応力が集中すると欠陥が急速に進展します。こちらではウェブ欠陥を起点とする破断の進展過程と対策について整理します。
◇ピンホール・キズ・厚みムラなど代表的なウェブ欠陥と破断の関係
ウェブ材料には製造段階や加工段階でさまざまな欠陥が発生します。代表例としては、ピンホール、表面キズ、異物混入、厚みムラなどが挙げられます。ピンホールは微小な貫通孔であり、引張応力が集中しやすい構造です。搬送中に張力が加わると、孔の周囲から亀裂が広がります。
表面キズも同様に応力集中点となり、特に延伸フィルムでは裂けが急速に進展します。厚みムラは断面積の小さい部分に負荷が集中するため、見かけ上の設定張力が適正でも局所的には限界を超えます。異物混入は界面剥離や微細な空隙を生み、繰返し応力で亀裂が成長します。
これらの欠陥は単独で破断を招く場合もありますが、多くは張力変動や曲げ応力と重なって破断へ至ります。欠陥の種類と位置を把握することが、進展予測の第一歩です。
◇巻取時の硬巻き・ブロッキングによる欠陥進展と破れ
巻取り工程では内層圧力が上昇します。過大な巻締まり、いわゆる硬巻き状態になると、内層に圧縮応力とせん断応力が蓄積します。この応力が既存欠陥を押し広げ、内部亀裂を進展させます。また、フィルム同士が密着するブロッキングが発生すると、剥離時に表面が引き裂かれる場合があります。
ブロッキングは高温多湿環境や表面処理状態によって起こりやすくなります。巻取り後の保管中に応力緩和が不均一に進むと、欠陥周辺でひずみ集中が生じます。その状態で再度搬送すると、蓄積した損傷が一気に顕在化します。
硬巻きは外観から判別しにくいことも多く、破断原因として見落とされがちです。適正な張力テーパ設定や内層圧力管理を行うことで、欠陥の進展を抑制できます。
◇しわ・弛み・トンネリングから破断に至るまでの経路

しわや弛みは単なる外観不良にとどまりません。しわ部では材料が局所的に折れ曲がり、曲げ応力が集中します。この状態で張力が加わると、折れ線部から亀裂が発生します。弛みが生じると張力が不均一になり、再緊張時に急激な伸びが発生します。その結果、弱点部が破断します。
トンネリングは巻取り内部で層間に空隙が形成される現象です。空隙周辺では応力分布が乱れ、再搬送時に振動が加わると亀裂が進展します。これらは互いに関連して発生する場合があります。例えば蛇行が大きいとエッジ部にしわが発生し、そこから裂けが始まります。
初期段階では軽微なしわでも、繰返し応力により損傷が蓄積します。工程内で早期に兆候を把握し是正することが重要です。
◇検査・物性評価と欠陥起点破断の予防(受入~工程内検査)
欠陥起点破断を防ぐには、受入段階からの管理が欠かせません。材料ロットごとに引張強度や伸度を測定し、規格値との比較を行います。厚み分布の確認や外観検査も有効です。工程内ではオンライン検査装置によりピンホールや表面欠陥を検出します。
検出結果を張力設定と連動させると、安全率を動的に調整できます。また、巻取り硬さの測定や内層圧力の推定も重要です。異常傾向が見られた場合は早期に条件を見直します。欠陥情報を蓄積し、発生位置や条件を解析すると再発防止策を具体化できます。
物性評価と工程データを統合的に管理することで、欠陥が破断へ進展する前に対処できます。体系的な検査体制を構築することが、安定操業への近道です。
【あわせて読みたい】
▼ロールtoロールとは?生産性を高める技術とおすすめメーカーを徹底解説
エッジ損傷と走行不良による破断現象の発生要因
ウェブ搬送では、端部のわずかな損傷が破断へ直結します。エッジは応力が集中しやすく、走行状態の乱れが重なると裂けが急速に進展します。こちらではエッジ損傷と走行不良による破断現象の発生要因と対策を整理します。
◇スリッター・ガイド不良などによるエッジ損傷の発生要因
エッジ損傷の多くはスリット工程で発生します。刃物の摩耗や芯ブレがあると、切断面に微細なささくれや亀裂が残ります。クリアランスが不適正な場合も、端面に塑性変形やバリが生じます。これらは外観上は軽微でも、引張応力が加わると破断起点になります。
また、エッジガイドのセンサー誤差や応答遅れにより、材料がガイドロールへ接触すると擦過傷が発生します。ロール端部との干渉や異物付着も損傷要因です。さらに、段取り替え時の刃位置調整不良が端部品質を不安定にします。エッジ品質は工程上流の条件に強く依存します。
定期的な刃物点検と精度管理、ガイド系の校正が不可欠です。
◇エッジ部応力集中と裂けの進展メカニズム
エッジ部は断面が不連続であり、内部応力が集中しやすい構造です。微小な切欠きやキズがあると、応力集中係数が高まります。張力が一定でも、欠陥周辺では局所的に応力が増幅します。特に延伸フィルムや薄箔では、裂けが繊維方向や圧延方向に沿って急速に進展します。
初期段階ではわずかな亀裂でも、搬送中の振動や曲げ応力が加わると成長速度が増します。エッジから中央へ向かって裂けが広がると、全幅破断に至ります。温度変化や湿度変動も材料強度に影響します。したがって、エッジ部の微細欠陥を放置すると、通常張力でも破断が発生します。
応力集中を前提に安全率を設定する姿勢が重要です。
◇蛇行・オフセット走行がエッジ破断を誘発するプロセス
蛇行が発生すると、材料はロール端部へ偏ります。偏荷重が生じると一方のエッジに高い張力が集中します。オフセット走行が継続すると、端部がロール肩部に接触し、摩耗や擦過傷が進行します。さらに、蛇行補正動作が繰返されると、横方向の応力変動が増幅します。
この横応力と縦張力が重なることで、エッジ亀裂が成長します。特に高速運転時は補正応答が追いつかず、瞬間的な張力ピークが発生します。結果として、エッジ部から裂けが始まります。蛇行は単なる位置ずれではなく、応力分布を変化させる現象です。
高精度なガイド制御とロール平行度の維持が、エッジ破断抑制に直結します。
◇ロール形状不良・巻締りが端面形状と破断リスクに及ぼす影響

ロールの真円度不良やたわみは、幅方向の張力分布を乱します。クラウン不適正や表面粗さのばらつきがあると、端部に過大な接触圧が生じます。巻取り時に硬巻き状態になると、端面が盛り上がるテレスコープや段差が発生します。この端面不良は再搬送時の接触不良や振動を引き起こします。
結果として、エッジ部へ繰返し応力が作用します。巻締りが強すぎる場合は内層圧力が高まり、端部にせん断応力が蓄積します。逆に緩すぎると層間滑りが発生し、端面が崩れます。どちらもエッジ破断リスクを高めます。
適正な張力テーパ設定とロール精度管理により、端面形状を安定させることが重要です。エッジ損傷と走行不良を総合的に管理することで、破断発生率を低減できます。
ウェブ破断を防止する総合管理手法

ウェブ破断を防ぐには、単一要因への対処だけでは十分ではありません。張力、巻取り応力、設備状態を総合的に管理する姿勢が安定操業を支えます。こちらではウェブ破断を防止するための総合管理手法と現場で実践できる取り組みを整理します。
◇張力・ロール応力・空気抜けを踏まえた巻取条件の最適化
巻取り条件は張力値だけで決まりません。巻径増加に伴うロール内応力の変化や層間の空気抜けも考慮する必要があります。初期張力が高すぎると内層圧力が過大になり、微小欠陥が進展します。一方で低すぎると層間滑りやトンネリングが発生し、再搬送時に破断を招きます。
適切な張力テーパを設定し、巻径に応じて徐々に張力を低減することが重要です。また、ニップ圧の管理により層間空気を安定して排出します。ロール応力を理論計算と実測で確認し、安全域を確保します。材料特性ごとに最適条件を定義し、数値根拠に基づいて運転します。
この総合最適化により、破断発生率を抑制できます。
◇設備点検(ロール・ガイド・刃物)と運転条件標準化による予防

設備状態のばらつきは張力不安定やエッジ損傷の原因になります。ロールの振れや表面傷は局所応力を生みます。定期的に真円度や平行度を確認し、摩耗部品を早期交換します。ガイド装置は応答性と検出精度を維持するために校正を行います。
スリッター刃物は摩耗状態を記録し、交換基準を明確にします。さらに、運転条件を標準化し、担当者ごとの差を縮小します。張力設定、加減速プロファイル、段取り手順を文書化し、再現性を確保します。設備点検と条件標準化を両立させることで、偶発的な破断を未然に防げます。
◇IoT・センサー活用によるリアルタイム監視と予兆検知
近年はセンサー技術の高度化により、張力や振動、温度をリアルタイムで把握できます。ロードセルによる張力波形を解析すると、瞬間的なピークや周期変動を検出できます。振動センサーはロール偏心やベアリング異常を早期に示します。これらのデータをIoT基盤に集約し、異常傾向を可視化します。
過去データと比較することで、破断前兆を把握できます。アラーム設定を適切に行えば、破断に至る前に運転条件を修正できます。データ駆動型の管理は経験依存を減らし、安定性を高めます。リアルタイム監視と予兆検知の導入は、総合管理の中核を担います。
◇トラブル事例から学ぶ原因解析の進め方と現場教育

破断が発生した場合は、感覚的な判断ではなく体系的な解析が必要です。発生時刻、速度、張力波形、巻径などのデータを整理します。破断位置や裂け方向を観察し、起点を特定します。材料物性と照合し、強度余裕を確認します。設備状態や直前の操作変更も検証対象です。
原因を一つに限定せず、複合要因として整理します。その結果を標準書へ反映し、再発防止策を明確化します。さらに、事例を共有し、教育資料として活用します。現場教育により、異常兆候への感度が高まります。トラブルから学ぶ姿勢を継続することで、破断防止の体制が強化されます。
【あわせて読みたい】
▼ウェブハンドリングとは?基礎知識からトラブル対策・最新技術まで徹底解説
ウェブハンドリングが相談できるおすすめ会社3選
ウェブ破断を防止するための技術対策は多岐にわたり、現場単独での最適化が難しいケースも少なくありません。理論だけでなく装置設計や部品選定、既設ラインへの適用まで含めた総合的な支援が求められます。こちらではウェブハンドリングの課題について相談できる専門企業を紹介します。
◇若水技研株式会社

若水技研株式会社は、ウェブ搬送装置や周辺機器の設計・製作を手がける技術志向の企業です。張力制御や蛇行修正、巻取り改善など、現場の具体的な課題に対して個別対応を行っています。装置単体の提案にとどまらず、ライン全体を俯瞰した改善提案を行う点が特徴です。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
既設設備への後付け改造やカスタマイズにも柔軟に対応しており、トラブル原因の解析から対策実装まで一貫して支援します。ウェブ破断やしわ、巻締り不良などの相談先として、技術的な深掘り対応を求める現場に適しています。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、各種産業用ローラの製造を専門とする企業です。ウェブ搬送において重要となるロール精度や表面処理技術に強みを持っています。真円度やバランス精度を高めたローラ設計により、張力ムラや蛇行の抑制に貢献します。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
また、用途に応じたゴムライニングや特殊コーティングの提案も行っています。ロールの摩耗や表面損傷が原因で発生するエッジ破断や搬送不良の改善相談にも対応可能です。搬送安定性を高めたい企業にとって、基幹部品から見直しを図れるパートナーです。
株式会社加貫ローラ製作所の評判記事はこちら!
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、エキスパンダーロールを中心とした搬送補助機器の専門メーカーです。フィルムや不織布など幅方向にしわが発生しやすい材料に対し、幅伸長機構を活用したしわ伸ばし技術を提供しています。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
エキスパンダーの構造設計や角度設定の最適化により、幅方向張力の均一化を図ります。既設ラインへの組み込みや仕様変更にも対応しており、現場条件に合わせた提案が可能です。しわやトンネリングが原因で破断が発生している場合の相談先として有効な企業です。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ

本記事ではウェブ破断の基礎と発生要因、張力過多や材料欠陥、エッジ損傷による進展メカニズム、さらに総合管理による防止策まで紹介しました。ウェブ破断は単一要因で発生するのではなく、張力変動、幅方向応力不均一、内層圧力、設備精度など複数条件が重なって顕在化します。
平均張力が適正であっても、瞬間的なピークや局所応力集中があれば破断は発生します。そのため、材料強度に対する安全率設定、巻取条件の最適化、設備精度管理、オンライン監視の導入などを体系的に実行することが重要です。
さらに、発生事例をデータで解析し標準へ反映させる取り組みが再発防止につながります。ウェブ破断の発生メカニズムを正しく理解し、安定操業を実現したい場合は本記事を参考にしてください。
この記事を読んでいる人におすすめ
