
ウェブハンドリングにおける巻取り内層圧力の制御と現場改善法

ウェブハンドリング工程では、巻取り不良や層間滑り、コア割れなどのトラブルが製品品質に直結します。巻取り内層圧力の理解や適切な制御は、安定した巻取りと製品精度向上に欠かせません。
本記事では、内層圧力の基礎理論から巻き締まりやコア割れの原因、制御方法、実務での応用、さらに相談できるおすすめの会社までについて詳しく紹介します。
目次
巻取り内層圧力の基礎理論
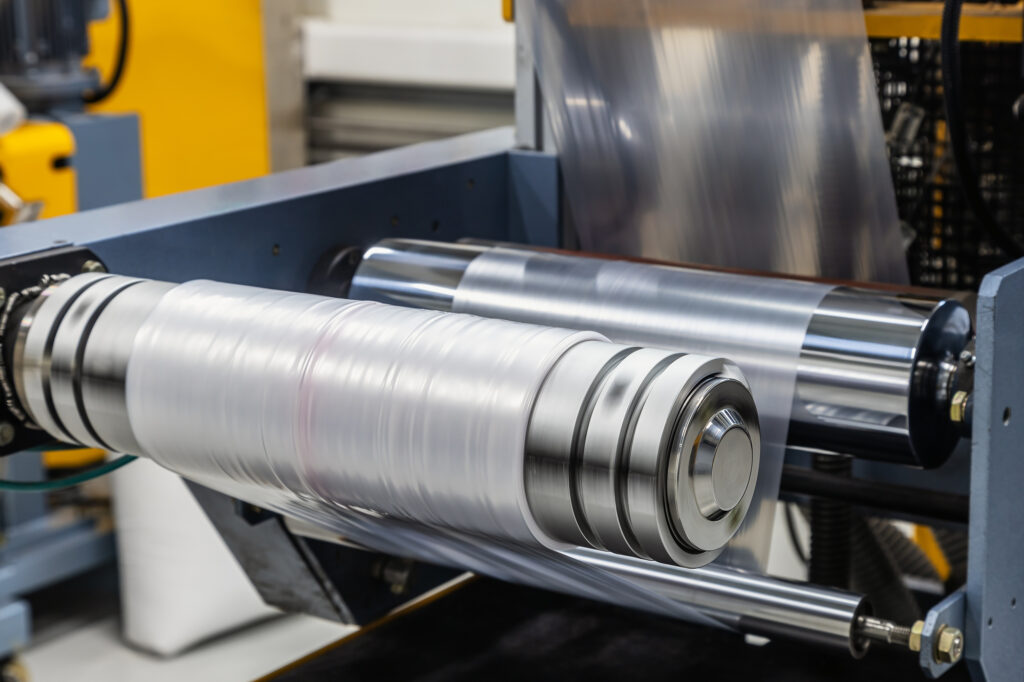
ウェブハンドリング工程では、巻取り中の内層圧力が製品の品質や安定性に大きく関わります。内層圧力を理解することで、巻取り不良や材料損傷を防ぐことが可能です。
こちらでは、巻取り内層圧力の基礎理論とその影響について詳しく紹介します。
◇ウェブハンドリングにおける巻取り内層圧力の定義

巻取り内層圧力とは、ウェブ材料をロールに巻き付けた際に、巻き始めから中心にかけて発生する軸方向の圧力を指します。この圧力は、巻取りテンションや材料の柔軟性、ロール径など複数の要因によって決まります。
圧力が適切でない場合、巻き取り不良や表面のしわ、層間滑りなどの問題が生じます。工業的には、内層圧力は材料の変形挙動や摩擦力と密接に関連し、巻取り時の張力管理やロール設計に不可欠な指標です。
ウェブハンドリング技術者は、この圧力を定義することで、巻取り条件を最適化し、安定した製造工程を維持できます。具体的には、内層圧力の数値を計算・測定することで、巻取りテンションや摩擦条件の調整が可能になります。
◇張力・半径が内層圧力に与える基本メカニズム
巻取り内層圧力は、ウェブの張力と巻取り半径の関係によって決まります。張力が増加すると、材料にかかる軸方向の圧力も大きくなる傾向があります。一方、巻取り半径が小さい場合は同じ張力でも圧力が集中しやすく、内層圧力が高まる特徴があります。
材料の初期張力や巻取り速度も、この圧力分布に影響します。工学的には、内層圧力は張力の積分値として半径方向に分布するため、巻取り径の変化による圧力勾配を把握することが重要です。
適切な張力と半径の組み合わせを選定することで、材料の層間滑りや破損を防ぎ、巻取り精度を向上させることができます。
◇内層圧力分布の半径方向応力の特徴

内層圧力は巻取りロールの中心から外周にかけて半径方向に変化します。一般に、内層近傍では圧力が高く、外層に向かって徐々に減少する傾向があります。この分布は材料の剛性や摩擦係数、張力設定によって左右されます。
半径方向の応力分布を正確に把握することで、巻取り時のしわや層間滑りの発生を予測できます。特に薄膜やフィルム材料では、外層圧力が低すぎると巻き戻し時にシワやたるみが発生するリスクがあります。
そのため、圧力分布をモデル化し、実測値と照合することで、製造工程の信頼性を高めることが可能です。
◇ウェブ材料特性が内層圧力に及ぼす悪影響

ウェブ材料の弾性率や厚み、表面粗さなどの特性は、巻取り内層圧力に大きく影響します。弾性率が高い材料は、同じ張力でも圧力が均一に伝達されやすく、巻取り不良を防ぎやすい特徴があります。
逆に、柔らかく伸びやすい材料では、内層圧力が集中しやすく、局所的な層間滑りやしわが生じやすくなります。さらに、材料表面の摩擦係数が高い場合は、圧力がロール表面に吸収されやすく、巻取りの安定性に寄与します。
材料特性を考慮した巻取り条件の設計は、内層圧力を制御し、製品の均一性と品質を維持する上で不可欠です。工業現場では、材料特性と巻取り条件を組み合わせてシミュレーションを行い、最適な内層圧力を設定しています。
【あわせて読みたい】
▼ウェブハンドリングの基礎から学ぶ巻取り理論とトラブル防止の考え方
内層圧力と巻き締まりの発生原理
ウェブハンドリングでは、巻取り工程中に内層圧力が増加すると巻き締まりが生じることがあります。この現象を理解することで、材料の損傷や品質低下を防ぐことが可能です。こちらでは、内層圧力と巻き締まりの発生原理について詳しく紹介します。
◇巻取り進行に伴う内層圧力の累積メカニズム

巻取りが進むにつれて、ウェブ材料の内層には圧力が徐々に蓄積されます。巻取り開始時には圧力は比較的低く、材料は柔軟に巻き付けられますが、巻き進むごとに各層が互いに圧迫され、累積的な内層圧力が発生します。
この圧力の増加は、張力設定、ロール径、材料厚さに依存し、一定値を超えると層間滑りやしわの発生リスクが高まります。工業的には、この累積メカニズムを数理モデルで表現することで、巻取り条件の最適化が可能となります。
圧力が均一に分布しない場合、局所的な過圧力が発生し、巻取り不良や材料変形の原因となります。
◇高内層圧力が引き起こすウェブ変形現象
内層圧力が過大化すると、ウェブ材料にさまざまな変形現象が現れます。例えば、薄膜ではしわや波打ちが生じやすく、厚手の紙やフィルムでは巻き込み不良や局所的なつぶれが発生します。
高内層圧力による変形は、巻取り後の材料平坦性や製品の外観に直接影響するため、圧力管理は品質保持の観点で重要です。さらに、変形が進行すると巻き戻し時に層間滑りが増加し、ロールの再巻き取りに支障をきたすことがあります。
これらの現象を防ぐためには、内層圧力を計算・測定して巻取り条件に反映させることが求められます。
◇円周方向圧縮応力と巻き締まりの関係

巻き締まりは、円周方向に働く圧縮応力が原因で発生します。内層圧力が高まると、ロール中心部の円周方向応力も増加し、材料が密着して巻き締まり状態になります。この状態では、ロールを回転させる力が増し、巻取り中の摩擦や材料損傷リスクが高まります。
円周方向圧縮応力と巻き締まりの関係を理解することで、ロール径や張力、摩擦条件の調整によって巻き締まりを予防できます。工業現場では、圧力分布の均一化やテンション制御を行い、円周方向応力の過大化を抑えることが重要です。
◇巻取り速度が内層圧力過大化を招く条件
巻取り速度が高すぎる場合、内層圧力が過大化しやすくなります。高速巻取りでは材料の応答時間が短く、層間の圧力が適切に分散されないためです。特に、柔らかい材料や薄膜では、巻取り速度の増加によってしわや巻き締まりが顕著に現れます。
また、速度変動や急加速も圧力の局所集中を招き、品質不良や材料破損につながります。そのため、速度設定は材料特性と巻取り条件に応じて慎重に設計する必要があります。最適速度を設定することで、内層圧力の過大化を防ぎ、安定した巻取りを実現できます。
コア割れの原因と内層圧力の関係

ウェブハンドリング工程では、内層圧力の偏在がコア割れの主な原因となることがあります。圧力管理が不十分だと、巻取り後の材料やコアに損傷が生じやすくなります。こちらでは、内層圧力とコア割れの関係について詳しく解説します。
◇内層圧力集中がコア変形を誘発する仕組み

巻取り中に内層圧力が特定箇所に集中すると、コアに局所的な変形が生じます。圧力が過大になると、コアは軸方向に押しつぶされるような応力を受け、微細なひびや割れが発生します。特に、柔らかい材料や薄いコアでは、わずかな圧力集中でも変形が顕著に表れます。
工業現場では、圧力センサーやシミュレーションを活用して、内層圧力の集中箇所を特定し、適切なテンションやロール径の調整で変形リスクを低減しています。この仕組みを理解することは、巻取り工程における品質管理の基本となります。
◇コア径・材質と巻取り内層圧力の相互作用
コアの直径や材質も内層圧力の影響を大きく受けます。小径のコアでは同じ張力でも圧力が集中しやすく、割れや変形のリスクが増加します。材質が柔らかい場合は圧力を吸収しにくく、早期に局所破損が生じることがあります。
逆に、硬い材質や大径コアは圧力を均一に分散しやすく、巻取り安定性が向上します。ウェブハンドリング工程では、コア径・材質と巻取り条件を組み合わせて最適化することで、内層圧力の偏在を抑え、コア割れの発生を防止することが可能です。
◇低張力時の内層圧力不足とコア支持力低下

張力が低すぎる場合、内層圧力が不足し、コアへの支持力が低下します。十分な圧力がかからないと、巻取り中にウェブがコア上で滑動しやすくなり、局所的な偏心や傾きが生じます。この状態は、コアに過度な応力がかかる前兆となり、割れやひびの発生につながります。
適切な張力管理により、内層圧力を確保し、コア全体に均等な支持力を与えることが重要です。現場では、巻取りテンションを最適化することで、低張力による内層圧力不足を防ぎ、安定した巻取り工程を維持しています。
◇幅方向ムラによる局所的な内層圧力偏在
ウェブ材料の幅方向に張力や厚みのムラがある場合、内層圧力は局所的に偏在します。偏在が大きいと、一部のコア部位に過大な圧力が集中し、割れや変形の原因となります。特に幅広のウェブ材料では、この現象が顕著になりやすく、
巻取り中の品質低下を招きます。対策として、幅方向の張力分布を均一化する装置や張力制御システムが導入され、内層圧力の偏在を最小化しています。こうした取り組みにより、コア割れのリスクを減らし、巻取り精度と製品品質を向上させることが可能です。
【あわせて読みたい】
▼ウェブハンドリングにおける巻取りモデルの歴史から読み解く進化
ウェブハンドリングによる内層圧力制御法

ウェブハンドリング工程では、内層圧力を適切に制御することが製品品質の維持に直結します。圧力の偏在や過大化は、しわや巻き締まり、コア割れなどのトラブルを引き起こす原因となるため、安定した管理が不可欠です。
巻取り工程では、材料の厚みや幅、柔軟性などの特性によって内層圧力の分布が大きく変化するため、単純な張力調整だけでは対応が難しい場合もあります。こちらでは、内層圧力を安定させるための具体的な制御法について詳しく紹介します。
◇最適巻取り張力制御で内層圧力を分散
内層圧力を均一に保つためには、巻取り張力の最適化が基本となります。適切な張力を維持することで、材料全体に均等な内層圧力が分散され、局所的な圧力集中を防ぐことが可能です。張力が高すぎる場合は圧力が過大になり、材料やコアへの負荷が増加します。
一方、張力が低すぎる場合は内層圧力が不足してコア支持力が低下し、巻取り精度や製品寸法に影響を及ぼします。現場では、テンションコントローラーやフィードバック制御を活用し、巻取り速度や材料特性に応じた張力をリアルタイムで調整しています。
このように制御することで、巻取り工程全体の安定性を向上させ、しわや巻き締まりの発生を抑えることができます。また、張力制御のデータを蓄積して解析することで、次工程でのトラブル予防にも役立てています。
◇ニップロール活用による内層圧力均一化
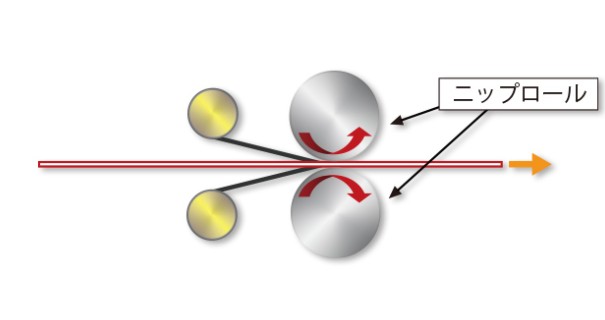
ニップロールは、ウェブ材料をロール間で圧着させることで内層圧力を均一化する装置です。ロール表面への圧力を調整することで、巻取り時に発生する圧力の偏りを抑えられます。特に薄膜や柔軟な材料では、ニップロールによる圧力分散が有効で、巻き締まりやしわの発生リスクを大幅に低減できます。
工業現場では、ニップロールの圧力設定や設置位置を材料特性に合わせて最適化することで、内層圧力の管理精度を高めています。また、ニップロールは高速巻取り時の安定性向上にも貢献し、工程全体のスループット向上にもつながります。
◇巻取り方式変更が内層圧力に与える効果

巻取り方式の変更も内層圧力の制御に大きな影響を与えます。例えば、タンデム巻取りやスパイラル巻取りなどの方式を採用することで、圧力分布をより均一にすることが可能です。従来の単純巻取りでは、巻き始めと巻き終わりで圧力差が生じやすく、内層圧力の局所偏在につながります。
巻取り方式を適切に選択することで、材料全体の内層圧力を安定させ、しわや巻き締まり、コア割れなどのトラブルを未然に防げます。さらに、複数の巻取り方式を組み合わせることで、異なる材料特性や工程条件に応じた柔軟な圧力制御が可能となり、製品の一貫した品質保持にも寄与します。
◇ロール仕様・コア選定による内層圧力低減

ロール径や表面仕上げ、コア材質の選定も内層圧力低減に重要な役割を果たします。大径ロールや硬質コアを使用することで圧力を分散しやすく、巻取り中の局所的な過圧力を抑制できます。
また、ロール表面の摩擦係数を適切に調整することで、内層圧力が均一に伝達され、材料変形や巻き締まりのリスクを低減できます。ウェブハンドリング工程では、ロール仕様とコア材質を材料特性に合わせて最適化することで、圧力制御と製品品質向上を同時に実現しています。
加えて、ロールメンテナンスや表面状態の定期確認も重要で、長期的な安定性と生産性向上に欠かせません。
ウェブハンドリングのトラブル防止と現場活用

ウェブハンドリング工程では、内層圧力の管理が不十分だと製品トラブルや巻き取り不良が発生します。実務では、計算や測定を組み合わせた管理手法が有効です。
こちらでは、内層圧力を活用したトラブル防止策と現場での応用方法について詳しく紹介します。
◇内層圧力計算ツールの活用フロー
内層圧力計算ツールは、巻取り条件や材料特性を入力することで、圧力分布を事前に予測できます。まず、材料の弾性率や厚み、ロール径、張力設定を入力します。その後、半径方向の圧力分布や累積圧力をシミュレーションし、局所的な圧力集中箇所を特定します。
現場では、計算結果をもとに張力や巻取り速度の調整を行い、内層圧力を均一化します。このフローを導入することで、巻取り前に潜在的なトラブルを把握し、適切な予防措置を取ることが可能です。
◇巻き締まり診断時の内層圧力チェックポイント

巻き締まりの診断では、内層圧力を定期的に確認することが重要です。特に、ロール中心部や巻き始め・巻き終わりの圧力は、過大化や偏在の兆候が現れやすい箇所です。現場では、圧力センサーやテンション計を活用して、これらのポイントでの圧力値を測定します。
診断結果をもとに、張力調整や巻取り方式の見直しを行うことで、巻き締まりの発生リスクを低減できます。定期的なチェックにより、問題の早期発見と対応が可能となり、製品品質の安定化につながります。
◇現場での内層圧力モニタリング手法
現場では、リアルタイムで内層圧力を監視するモニタリング手法が有効です。張力センサーや圧力センサーをロールに設置し、データを取得して制御装置にフィードバックします。圧力の急激な変動や偏在が検出された場合には、アラームや自動制御によって巻取り条件を修正できます。
また、モニタリング結果を記録して分析することで、材料特性や巻取り条件との関係を把握し、改善策の立案に役立てられます。これにより、内層圧力管理の精度が向上し、巻取りトラブルを未然に防ぐことが可能です。
◇巻取り条件見直しと人材教育のポイント

内層圧力トラブルを防ぐには、巻取り条件の定期的な見直しと現場作業者への教育が不可欠です。条件見直しでは、張力設定、巻取り速度、ロール径やコア材質などを材料特性に応じて調整します。また、作業者に対しては、内層圧力の概念や影響、測定・調整方法を理解させる教育が重要です。
理解度が高まることで、異常兆候の早期発見や適切な対応が可能になります。現場全体で内層圧力管理の意識を共有することで、トラブル発生率を低減し、安定した巻取り工程を維持できます。
【あわせて読みたい】
▼ウェブハンドリングの品質を左右する張力と空気膜とは?安定搬送・巻取りの基本と対策
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリング工程では、巻取り不良や層間滑りなどのトラブルが製造品質に直結します。こうした課題に対応するためには、高精度な設備や専門知識を持つ会社のサポートが有効です。こちらでは、ウェブハンドリングに関する技術支援や製品提供で信頼できるおすすめの会社を紹介します。
◇若水技研株式会社

若水技研株式会社は、大阪府東大阪市を拠点に、ウェブハンドリングに関する各種装置の設計・製作を手がけています。同社はシワ検知や張力制御装置など、精密な巻取り管理をサポートする製品ラインナップを有しており、フィルムや紙、金属箔など多様な材料に対応可能です。
顧客の製造条件に合わせたカスタマイズも得意としており、巻取り工程でのトラブル防止や効率化を目的とした提案力に定評があります。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
導入後のメンテナンスやアフターサポート体制も充実しており、技術者のサポートを受けながら安心して運用できる点が特徴です。公式ホームページでは、製品情報や事例紹介を確認でき、問い合わせによる個別相談も可能です。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、精密ローラーの設計・製造を専門とする会社で、ウェブハンドリング工程の安定化に貢献しています。特殊材質や表面加工を施したローラーを提供し、巻取り中の内層圧力や摩擦管理に優れた性能を発揮します。
特に幅広のフィルムや紙、金属箔など、巻取り対象物の特性に応じた最適設計が可能で、精度の高い巻取り品質を実現できます。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
加えて、ロール径やコア選定など工程設計の相談にも対応しており、顧客ごとの製造条件に合わせたカスタマイズ提案が強みです。
現場の運用状況を踏まえた技術支援やメンテナンスも提供しており、安定した巻取り工程を確保するための実務的なサポートが受けられます。公式ホームページでは製品仕様や導入事例が確認可能です。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、ウェブハンドリング装置の開発・製造を行う専門企業で、巻取り工程の課題解決に強みを持っています。特に、内層圧力管理や巻き締まり抑制を目的とした装置の設計・製作を得意としており、精密なテンション制御装置やロールユニットを提供しています。
フィルム、紙、金属箔など多種材料に対応できる柔軟性があり、顧客の製造環境に合わせたオーダーメイドの提案も可能です。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
現場での施工支援や保守メンテナンスサービスも充実しており、導入後の運用安定性を高める体制が整っています。公式ホームページでは、製品情報や技術事例を確認でき、具体的な相談もオンラインで受け付けています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ

本記事では、ウェブハンドリングにおける巻取り内層圧力の基礎理論と、その圧力が引き起こす巻き締まりやコア割れの原因を詳しく紹介しました。巻取り中に内層圧力が過大化すると、材料にしわや変形が生じ、製品の品質低下につながることがわかりました。また、コア径や材質、巻取り張力や速度などの条件が内層圧力に影響を与える仕組みについても解説しました。さらに、最適巻取り張力やニップロールの活用、巻取り方式やロール仕様の変更など、内層圧力を安定化させる制御方法を具体的に示しました。実務応用としては、内層圧力計算ツールやモニタリング手法、巻き締まり診断のポイント、現場作業者への教育が重要であることが明らかになりました。また、ウェブハンドリングに関する技術支援や製品提供で信頼できる会社も紹介し、導入や相談先の参考になる情報を整理しました。巻取り工程の安定化と製品品質向上を目指す現場担当者なら本記事を参考にしてください。
この記事を読んでいる人におすすめ
▼ロールtoロールとは?生産性を高める技術とおすすめメーカーを徹底解説
