
ウェブハンドリングの品質を左右する張力と空気膜とは?安定搬送・巻取りの基本と対策
ウェブハンドリングは、フィルムや紙、金属箔といった長尺材料を安定して搬送・巻取りするために欠かせない技術です。しかし現場では、しわや蛇行、スリップ、テレスコープなどのトラブルに悩まされるケースも少なくありません。
その多くは、張力設定の不適切さや、ロールとウェブの間に生じる空気膜の影響が原因となっています。特に高速化・高品質化が進むロールtoロール工程では、これらを正しく理解し、適切に制御することが重要です。
この記事では、ウェブハンドリングを左右する「張力」と「空気膜」の基本的な考え方から、巻取り品質を安定させるテーパ張力巻取りの仕組みまでを分かりやすく解説します。
目次
ウェブハンドリングを左右する「張力」と「空気膜」
引用元:フォトAC
ウェブハンドリングで安定した生産を行ううえで、特に重要とされているのが「張力」と「空気膜」です。この2つをうまくコントロールできるかどうかで、搬送の安定性や製品品質は大きく変わります。
「張力と空気膜を制する者はウェブハンドリングを制する」と言われるのは、現場で起こる多くのトラブルが、この2つに深く関係しているためです。
◇生産プロセスの中で張力が果たす役割
ロールtoロール方式の生産ラインでは、繰出しから始まり、塗工、乾燥、検査、アキュームレート、巻取りまで、複数の工程が連続して配置されています。フィルムや紙、金属箔など材料が変わっても、基本的な流れは共通しています。
こうした工程を安定して動かすためには、それぞれの工程に合った張力を設定することが欠かせません。張力が強すぎても弱すぎても、搬送中のトラブルや巻取り不良につながり、結果として製品品質を下げてしまいます。そのため張力は、装置を安定運転させるための重要な調整ポイントといえます。
◇張力が搬送と巻取りに与える影響
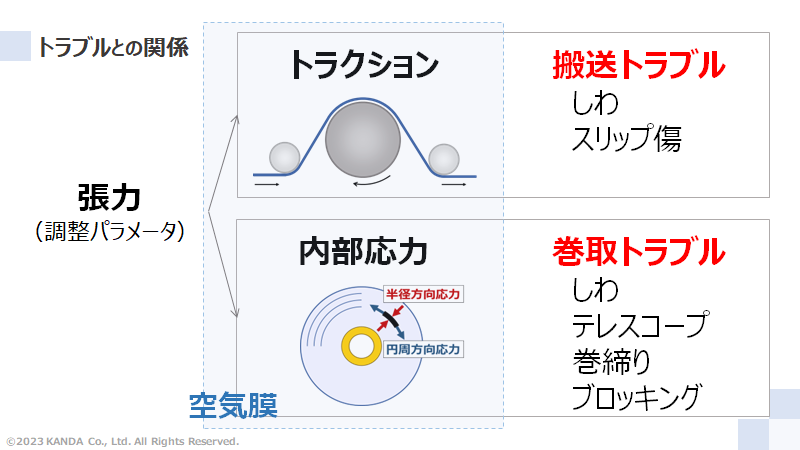
張力調整のポイントは、搬送中の「トラクション」と、巻取り時にロール内部に生じる「内部応力」のバランスにあります。トラクションが不足すると、ウェブはガイドロール上で滑りやすくなり、スリップ傷や蛇行の原因になります。反対に張力が強すぎると、ウェブに余計な負荷がかかり、傷や変形を招くことがあります。
また、巻取り時の内部応力が適切でない場合、ロールが横にずれるテレスコープや、ウェブ同士が貼り付くブロッキングといったトラブルが発生します。このように張力は、搬送と巻取りの両方に関わる重要な要素です。
◇空気膜が原因となる意外なトラブル

引用元:フォトAC
張力と同じくらい重要なのが、ウェブとロールの間にできる空気膜です。生産速度が上がるほど、ロールとウェブの間に入り込む空気は増えていきます。空気膜が厚くなると、エアホッケーのようにウェブが浮き、ロール上で滑りやすい状態になります。
その結果、スリップ傷や蛇行が起こりやすくなり、巻取り工程ではウェブ同士が滑ってテレスコープが発生します。空気膜は目に見えにくいものの、トラクションや内部応力に大きな影響を与える要因です。
◇張力と空気膜を理解することが安定生産につながる
ウェブハンドリングのトラブルを減らすためには、張力だけを見るのではなく、空気膜の影響も含めて全体を考えることが大切です。張力と空気膜のバランスを適切に保つことで、搬送は安定し、巻取り品質も向上します。
だからこそ、「張力と空気膜を制する者はウェブハンドリングを制する」という言葉は、現場に即した本質的な考え方だといえるのです。
【あわせて読みたい】
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
巻取り品質を左右する「空気」の存在
引用元:フォトAC
巻取り工程で発生するトラブルには、しわ、ズレ、テレスコープなどさまざまなものがありますが、その多くはロール内部の力のかかり方と、ウェブ間に入り込む「空気」に関係しています。特に重要なのが張力で、ニップ付きの中心駆動巻取りではニップ荷重も大きな調整ポイントになります。
ここでは、巻取り時に巻き込まれる空気層をどのように考え、どう理解すればよいのかを、できるだけ分かりやすく説明します。
◇巻取り中に変化する空気層のイメージ
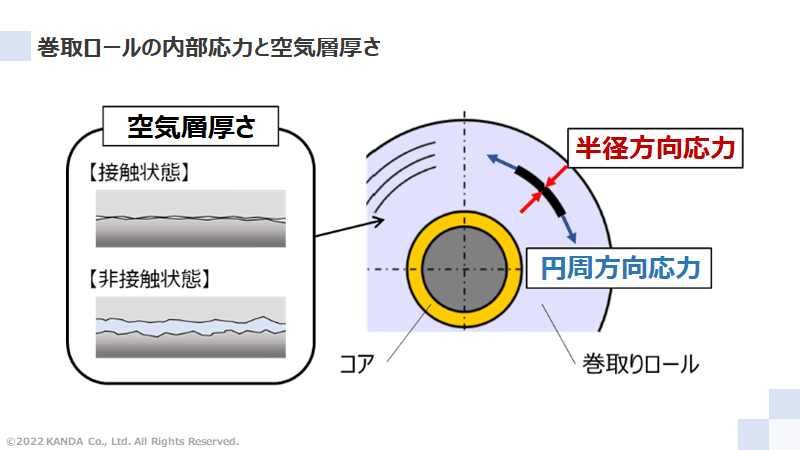
ニップのない中心駆動巻取りでは、最外層のウェブとすでに巻かれたロールの間に空気が入り込み、薄い空気の層ができます。巻取り初期では、張力によって生じる押し付け力がまだ小さいため、この空気層は比較的厚めに存在します。
しかし、巻取りが進んでロール径が大きくなると、ロール内部にかかる圧力が次第に強くなります。その結果、空気層は押しつぶされ、さらにロール端面から空気が抜けていくことで、徐々に薄くなっていきます。巻取ロール全体をイメージすると、ウェブと空気が層状に重なった、いわばミルフィーユのような構造になっています。
◇「等価層」という考え方で理解する
理論的にこの状態を扱うときは、ウェブと空気層を別々に考えるのではなく、まとめて1枚の「等価層」として捉えます。イメージとしては、硬い金属板(ウェブ)と、柔らかいコンニャク(空気層)を貼り合わせたようなものです。
この等価層は、厚み方向には変形しやすく、巻取方向には変形しにくいという特徴を持ちます。巻取り中に空気が多く巻き込まれるほど、ロール全体が「柔らかい」状態になり、剛性が低下しているように感じられます。低張力や高速巻取りでロールが不安定になりやすいのは、この空気層の影響が大きいためです。
◇空気層が原因となる表層ズレ
巻取ロールの表面では、ウェブが軸方向にズレて蛇行し、端面が揃わなくなることがあります。これが「表層ズレ」と呼ばれる現象です。ウェブの表裏には微細な凹凸があり、通常はこの粗さ同士が接触することでズレを抑えています。
ところが、巻取りが進み空気層が厚くなると、表層と内側のウェブが接触しない状態になることがあります。この状態で、幅方向の張力ムラや巻取軸のわずかな偏りが加わると、表層のウェブが簡単に横へ動いてしまい、ズレが発生します。
◇接触状態を判断するための目安
ウェブ同士が接触しているかどうかを判断するために使われるのが、ウェブ表裏の粗さをまとめた指標です。これは、表面と裏面の粗さを測定し、それらを組み合わせて一つの数値として表します。多くの場合、この数値は製品ごとにほぼ決まっているため、あらかじめ把握しておくと便利です。
空気層の厚みがこの粗さより小さい場合は、ウェブ同士がしっかり接触している状態です。一方、空気層が十分に厚くなると、ウェブ同士は完全に浮いた状態となり、ズレが起こりやすくなります。中間的な状態では、接触している部分と浮いている部分が混在します。
◇現場で考えるべき対策の方向性
理論的には、巻取速度を下げるか、張力を上げることで空気層を薄くできます。しかし、生産性を考えると速度を落とすのは難しいケースが多く、張力調整が現実的な選択になります。ただし、張力を上げすぎると上流工程で別のトラブルを招く可能性があり、注意が必要です。
もし可能であれば、ニップ付きの中心駆動巻取りを採用することで、空気層をより安定してコントロールできます。ニップがある場合、空気層は主にニップ荷重で調整でき、張力に依存しにくくなるため、制御しやすくなります。
【あわせて読みたい】
ウェブハンドリングにおける張力制御とは
引用元:フォトAC
ウェブハンドリングにおいて「張力制御」は、最も基本でありながら、品質と生産性を大きく左右する重要な要素です。張力とは、フィルムや紙、金属箔といった長尺材料(ウェブ)を引っ張る力のことで、この力をどのように与え、どのように保つかが安定した搬送や巻取りの成否を決めます。
張力が適切であればウェブは安定して流れますが、わずかな過不足でもトラブルにつながるため、非常に繊細な管理が求められます。
◇張力制御が必要とされる理由
ロールtoロール方式の生産ラインでは、繰出、塗工、乾燥、検査、巻取りといった複数の工程をウェブが連続して通過します。この間、ウェブには常に力が加わっており、工程ごとに求められる張力条件は異なります。もし張力が強すぎれば、ウェブが伸びたり破れたりする原因になります。
一方で、張力が弱すぎると、たるみや蛇行、しわが発生しやすくなります。張力制御は、こうした不具合を防ぎながら、生産ライン全体をスムーズに動かすために不可欠な技術です。
◇張力が影響する代表的なトラブル

引用元:フォトAC
張力管理が不十分な場合、現場ではさまざまなトラブルが発生します。搬送中では、ガイドロール上でのスリップや傷、蛇行が起こりやすくなります。巻取り工程では、ロールがずれて積み上がるテレスコープや、層同士が貼り付くブロッキングなどが代表的です。
これらの多くは、張力が適正範囲から外れたことで、ウェブとロールの接触状態やロール内部の応力バランスが崩れることによって発生します。
◇張力制御の基本的な仕組み
張力制御は、主にモーターやブレーキ、ダンサーロール、張力センサーなどを組み合わせて行われます。張力センサーでウェブにかかる力を検知し、その情報をもとにモーターのトルクやブレーキ力を調整することで、張力を一定に保ちます。
現場では「一定張力制御」「ゾーン張力制御」などが使い分けられ、工程の役割やウェブの特性に応じた制御方式が選ばれます。
◇巻取り工程における張力の考え方
巻取り工程では、ロール径が大きくなるにつれて条件が変化します。同じ張力をかけ続けると、ロール内部の応力が過大になり、巻取り不良を引き起こすことがあります。
そのため、巻取りが進むにつれて張力を徐々に下げる「テーパ張力」が用いられることが一般的です。これにより、ロール内部の応力を均一に保ち、しわやブロッキング、弛みといったトラブルを抑制できます。
◇現場で重要となる張力設定の考え方

引用元:フォトAC
張力制御で重要なのは、理論値だけでなく、実際のライン状況を踏まえて調整することです。ウェブの材質や厚み、表面状態、生産速度によって最適な張力は変わります。
また、張力を上げれば安定するとは限らず、別の工程で新たな問題を生むこともあります。そのため、張力は単独で考えるのではなく、搬送状態や巻取り品質を見ながら全体最適を意識して設定する必要があります。
◇張力制御はウェブハンドリングの要
張力制御は、目に見えにくい要素でありながら、ウェブハンドリング全体を支える土台となる技術です。張力が安定すれば、搬送も巻取りも安定し、生産効率と製品品質の両立が可能になります。
逆に、張力管理が甘いと、どれほど優れた装置を使っていても本来の性能を引き出すことはできません。ウェブハンドリングを安定させる第一歩は、張力制御を正しく理解し、現場に合った形で使いこなすことにあると言えるでしょう。
【あわせて読みたい】
▼ウェブハンドリングの基礎から学ぶ巻取り理論とトラブル防止の考え方
テーパ張力巻取りとは

引用元:フォトAC
巻取り工程で発生するさまざまなトラブルを抑える方法として、古くから使われているのが「テーパ張力巻取り」です。これは、巻取りが進んでロールの直径が大きくなるにつれて、巻取張力を少しずつ下げていく考え方です。
ロールが太くなるほど同じ張力でも内部にかかる力は大きくなるため、それを見越して張力を調整することで、巻取り状態を安定させます。
◇テーパ張力の基本的な考え方
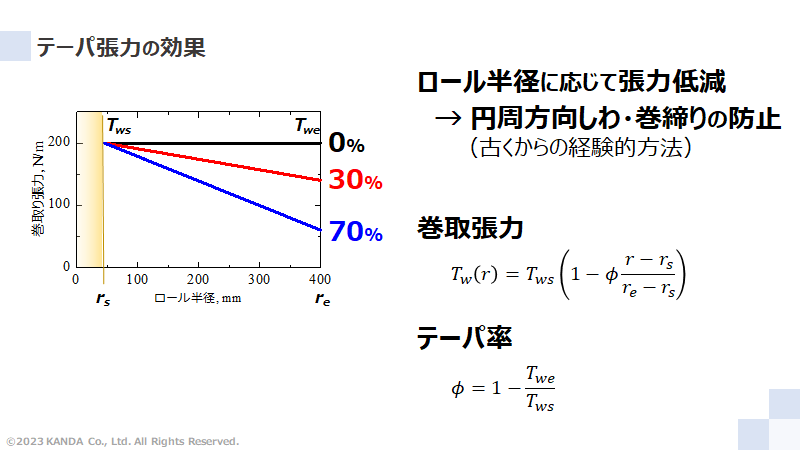
テーパ張力とは、巻取り開始時の張力を基準に、ロール半径の増加に合わせて一定の割合で張力を下げていく設定方法です。この「どの程度下げるか」を示す指標がテーパ率です。テーパ率は初期張力を100%としたときに、最終的にどれくらい張力を下げるかをパーセンテージで表します。
例えば、テーパ率0%であれば、巻取り中ずっと同じ張力を維持します。一方、テーパ率30%であれば、巻取り終了時には初期張力より30%低い張力になります。
さらに70%に設定すると、外径が大きくなるにつれて張力は大きく下がります。現場では、製品特性やトラブル傾向に応じて、このテーパ率を調整します。
◇なぜテーパ張力がトラブル対策になるのか
巻取り中のロール内部では、目に見えない応力が常に発生しています。張力が強すぎると、ロール内部に無理な力がたまり、しわや変形、巻きズレの原因になります。逆に弱すぎると、ロールが緩みやすくなり、形状不良につながります。
テーパ張力巻取りでは、ロールが成長するにつれて張力を下げるため、内部応力が過剰に高まるのを防げます。その結果、ロール全体の力のバランスが整いやすくなり、さまざまなトラブルを同時に抑えやすくなります。
◇しわ・弛みへの抑制効果
テーパ率を高くしていくと、ロール内部の円周方向にかかる圧縮の影響が弱まり、しわが発生しにくくなります。特に円周方向のしわは、張力バランスが崩れたときに起こりやすいため、テーパ張力による調整が効果的です。
また、外側の層では張力が下がることで、フィルムやシートが引っ張られすぎるのを防げます。弛みは一度発生すると元に戻りにくいトラブルですが、テーパ張力を適切に設定することで、そのリスクを大きく低減できます。
◇ブロッキングや巻きズレへの効果
テーパ張力を高めに設定すると、ロール内部の半径方向にかかる圧力も全体的に低くなります。これにより、層同士が強く押し付けられることで起こるブロッキングを防ぎやすくなります。また、内部応力が均一になることで、巻取り後のテレスコープなどの巻きズレも発生しにくくなります。
◇バランスの取れた巻取り方法としてのテーパ張力
このように、テーパ張力巻取りは、しわ・弛み・ブロッキング・巻きズレといった複数の巻取トラブルを一度に抑制できる、非常にバランスの取れた巻取り方法です。
材料特性や製品用途に応じてテーパ率を適切に調整することで、安定した巻取りと品質向上を両立できます。現場で巻取りトラブルに悩んでいる場合、まず見直したい基本的な考え方の一つといえるでしょう。
ウェブハンドリングメーカーおすすめ3選
ウェブハンドリング技術は、フィルムや紙、金属箔などの安定搬送と品質確保を支える重要な基盤技術です。装置や部材の選定を誤ると、トラブルや歩留まり低下につながります。
ここでは、現場での実績と技術力に定評のあるウェブハンドリングメーカーを厳選してご紹介します。
◇若水技研株式会社

若水技研株式会社は、微細溝加工ロールを専門とするウェブハンドリング技術のエキスパートです。マイクログルーブロールをはじめとした独自技術により、フィルム・金属箔・紙などで発生しやすいスリップ、シワ、スクラッチといった搬送トラブルを、豊富な導入実績と検証テストに基づいて解決しています。
材料特性やライン構成、運転条件まで踏み込んだ分析を行い、搬送・張力・巻取りを含めた総合的なウェブハンドリングの最適化を提案できる点が大きな強みです。業界で唯一、条件を満たす限り100%の性能保証を掲げ、効果だけでなく物理的な限界まで明示する設計力を有しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
さらに、テストラインによる実機評価や超音波クリーナーの活用により、品質安定と歩留まり向上を現場目線で実現します。
若水技研株式会社の評判記事はこちら!
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、1899年(明治32年)創業の長い歴史を持つ老舗ローラーメーカーです。印刷用ゴムローラーの先駆者として培ってきた独創的な技術力を礎に、高機能・高品質な工業用ローラーを国内外へ提供しています。
1923年に特許を取得した「SK式ゴムローラー」に代表される独自技術は、「技術のカツラ」と称されるほど高く評価され、現在も業界を牽引し続けています。印刷用途から幅広い工業用途まで、多様なニーズに応える製品ラインナップと、継続的な研究開発による技術革新が強みです。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
さらに、ゴム生地から製品までを一貫して手がける生産体制により、安定した品質と信頼性を世界中で実現しています。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

株式会社加貫ローラ製作所は、1899年(明治32年)創業の長い歴史を持つ老舗ローラーメーカーです。印刷用ゴムローラーの先駆者として培ってきた独創的な技術力を礎に、高機能・高品質な工業用ローラーを国内外へ提供しています。
1923年に特許を取得した「SK式ゴムローラー」に代表される独自技術は、「技術のカツラ」と称されるほど高く評価され、現在も業界を牽引し続けています。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
印刷用途から幅広い工業用途まで、多様なニーズに応える製品ラインナップと、継続的な研究開発による技術革新が強みです。さらに、ゴム生地から製品までを一貫して手がける生産体制により、安定した品質と信頼性を世界中で実現しています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
▼カンセンエキスパンダーの評判は?エキスパンダーロールの特長と製品ラインアップを徹底解説
まとめ

本記事では、ウェブハンドリングにおける安定生産と品質確保の鍵となる「張力」と「空気膜」の重要性について解説しました。
ロールtoロール工程では、張力が強すぎても弱すぎても搬送不良や巻取りトラブルを招き、スリップ、蛇行、しわ、テレスコープなど多くの不具合につながります。さらに、高速運転時にはウェブとロールの間に形成される空気膜がトラクションや内部応力に大きく影響し、目に見えない要因として品質を左右します。
巻取り工程では、空気層を含めた「等価層」という考え方が有効であり、表層ズレや不安定な巻姿の理解に役立ちます。これらの課題に対し、張力を段階的に下げるテーパ張力巻取りは、内部応力を適切に抑え、しわ・弛み・ブロッキング・巻きズレを同時に低減できる有効な手法です。
最終的には、張力・空気・巻取り方式を個別ではなく全体最適で捉え、材料特性や生産条件に応じて制御することが、安定したウェブハンドリングと高品質生産を実現する近道といえるでしょう。
この記事を読んでいる人におすすめ
