
極薄フィルムのシワ・巻ズレ対策!原因究明の限界とウェブハンドリング技術コンサル3選

引用元:三井金属 銅箔事業部
極薄フィルムの製造現場では、シワ・巻ズレ・スリップキズなどのトラブルが歩留まり悪化の大きな原因になります。特に近年は、フィルムの薄膜化や高速搬送化が進んでおり、従来よりもわずかな張力変動やロール精度の乱れが品質へ大きく影響するようになっています。
しかし実際の現場では、「テンションを調整しても改善しない」「シワが止まったと思ったら別の不良が出る」「原因が特定できず対症療法を繰り返している」といったケースも少なくありません。極薄フィルムでは、張力だけでなく、内部応力・空気巻込み・ロールアライメント・ニップ圧など複数要因が複雑に絡み合うため、自社だけで原因を切り分けることが難しい場面もあります。
そこで注目されているのが、ウェブハンドリング技術に特化した専門コンサルタントです。現場診断や巻取り解析、内部応力解析を通じて、不良原因を理論的に可視化し、設備改修や条件最適化を支援する企業が増えています。
本記事では、極薄フィルムのシワ・巻ズレ対策で重要となる考え方や、トラブル改善に強みを持つウェブハンドリング技術コンサル会社3選を紹介します。
目次
現場で多発する極薄フィルムの3大トラブルと原因
極薄フィルムは、電子材料や高機能フィルム分野を中心に需要が拡大しています。しかし、薄膜化が進むほど、わずかな張力変動やロール精度の乱れが大きな品質トラブルにつながりやすくなります。
こちらでは、現場で特に発生しやすい“極薄フィルムの3大トラブル”について、その発生メカニズムや原因を詳しく解説します。
1. シワ(縦ジワ・斜めジワ)の発生メカニズム
極薄フィルムで最も多いトラブルの一つが「シワ」です。
シワは見た目不良だけでなく、後工程での塗工ムラやラミネート不良、電極不良などにもつながるため、高機能フィルム分野では特に深刻な問題になります。
シワには、
- 縦方向に発生する縦ジワ
- 斜め方向へ伸びる斜めジワ
- ロール端部に発生する耳ジワ
など複数の種類があります。
これらは単純な張力不足だけではなく、複数要因が重なって発生します。
微細なテンションばらつきがシワを生む
極薄フィルムは剛性が低いため、わずかなテンション差でも変形しやすくなります。
例えば、フィルム幅方向で張力分布が不均一になると、局所的に圧縮応力が発生します。すると、圧縮された部分が逃げ場を失い、「座屈」が発生します。これがシワの基本メカニズムです。
特に、
- ロール両端の張力差
- ガイドロール精度不良
- 巻出し側の偏芯
などがあると、幅方向テンションバランスが崩れやすくなります。
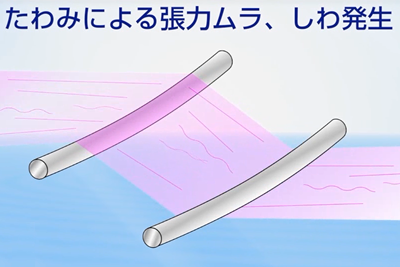
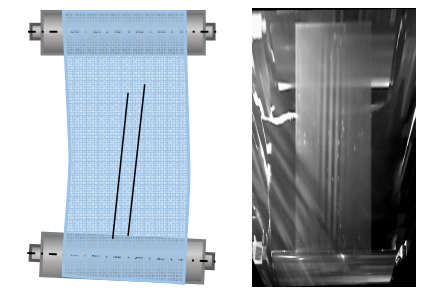
ロールたわみが斜めジワを引き起こす
高速搬送ラインでは、ロール自体がわずかにたわむことがあります。
このロールたわみによって、フィルム幅方向の搬送距離が変化すると、左右で微妙な伸び差が発生します。
その結果、
- 片側だけ引っ張られる
- フィルムが斜行する
- 局所的圧縮応力が発生する
といった状態になり、斜めジワが発生しやすくなります。
極薄フィルムでは、この“わずかなロール変形”でも品質へ大きく影響します。
空気巻き込みもシワ原因になる
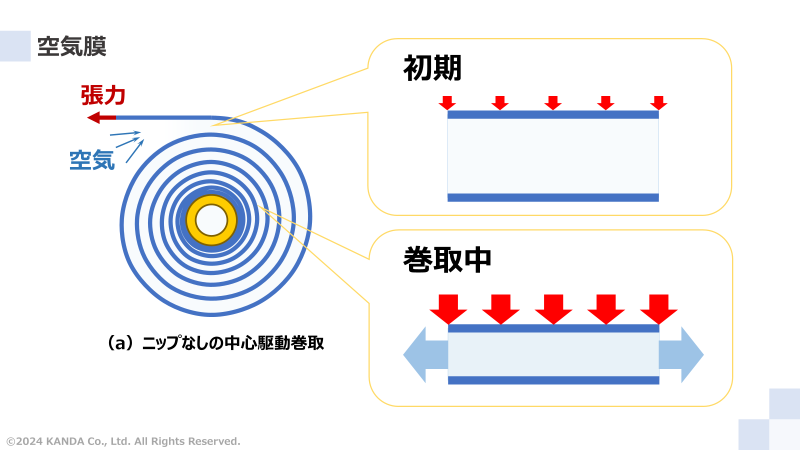
巻取り工程では、フィルムとフィルムの間に空気層が形成されます。
この空気層が不均一になると、局所的に浮き上がりが発生し、シワ形成スペースになります。
特に高速巻取りでは、ニップ部で大量の空気を巻き込みやすくなります。
ニップ圧が不足すると空気が抜けず、逆にニップ圧が強すぎると局所圧縮が発生します。
つまり、
- ニップ圧
- ドロー量
- 巻取り速度
のバランスが非常に重要になります。
極薄フィルムでは、通常フィルム以上に“空気制御”が重要なテーマになります。
2. 巻ズレ(テレスコープ)・端面の不揃い

巻取り後に発生する代表的不良が「テレスコープ」です。
テレスコープとは、巻取ロールの端面がずれて望遠鏡のように飛び出す現象を指します。
軽度なら見た目不良で済みますが、重度になると、
- ロール崩壊
- 製品変形
- 巻き直し不可
など致命的な不良になります。
特に極薄フィルムでは、内部応力が非常に不安定になりやすく、テレスコープ発生リスクが高まります。
テーパーテンション設定不良が大きな原因
巻取りでは、ロール径が大きくなるにつれて張力を徐々に下げる「テーパーテンション制御」が重要になります。
しかし、この設定が不適切だと、
- 内層が過圧縮になる
- 外層が緩みすぎる
といった問題が発生します。
特に外層張力が不足すると、巻層間の摩擦力が低下し、輸送振動や停止衝撃で層間スリップが発生します。これがテレスコープの直接原因になります。
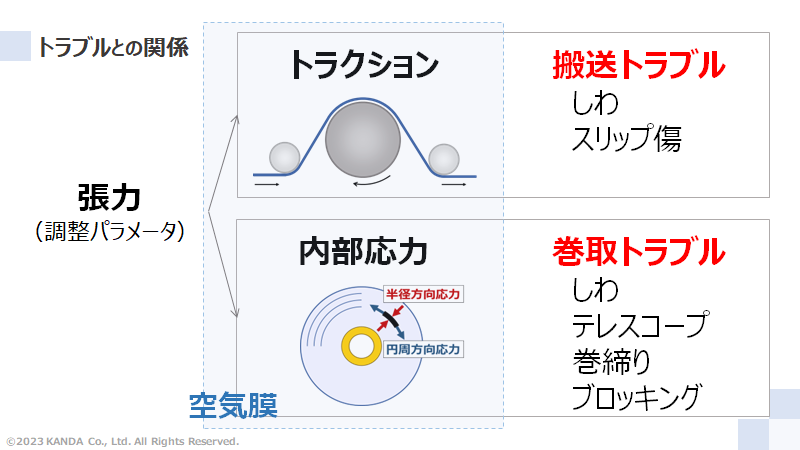
内部応力バランス崩壊が巻ズレを招く
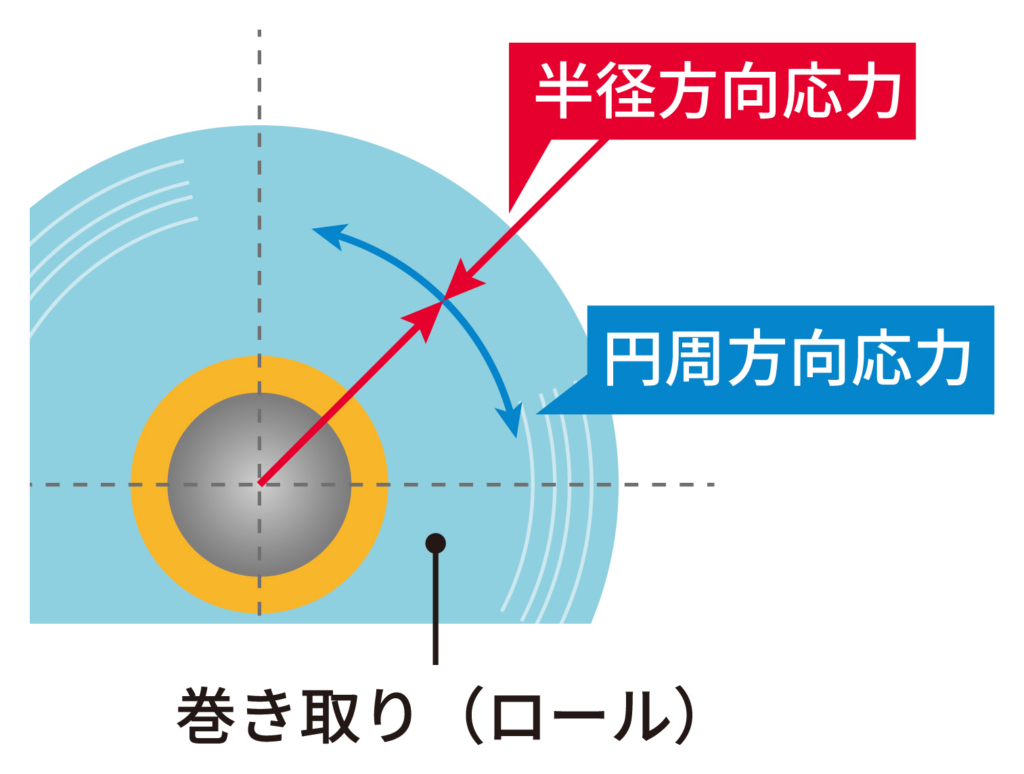
巻取ロール内部には、
- 半径方向応力
- 円周方向応力
が存在しています。
この内部応力バランスが崩れると、ロール内部で徐々に変形が進行します。
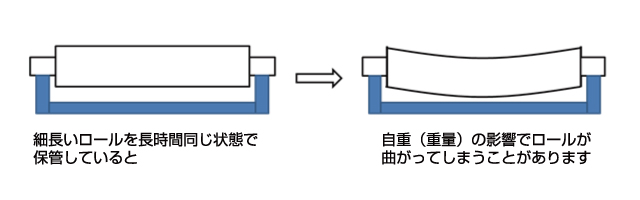
特に極薄フィルムでは、温度変化や保管時間によって応力状態が変化しやすく、「巻いた直後は正常でも後からズレる」ケースが少なくありません。
現場では、
- 輸送後にズレた
- 保管後に端面が崩れた
というトラブルも非常に多く見られます。
3. キズ・スリップ問題
極薄フィルムでは、わずかな滑りでも重大品質不良になります。
特に問題になるのが「スリップキズ」です。
これは、フィルムとロール、またはフィルム層間で相対滑りが発生し、表面に擦れキズができる現象です。
電子材料用途では、この微細キズが製品歩留まりへ直結するケースもあります。
張力と搬送速度のバランス崩壊が原因
スリップ問題は、
- 張力不足
- 過大張力
- 加減速ショック
などによって発生します。
例えば、搬送速度変化時に張力追従が遅れると、一時的に滑りが発生します。
また、高速搬送では、ロール表面との摩擦力不足によって微小スリップが起こりやすくなります。
極薄フィルムは表面圧が低いため、通常以上に滑りやすい状態になります。
ロール表面状態も重要
ロール表面粗さや摩擦係数も、スリップ発生へ大きく影響します。
例えば、
- ロール表面摩耗
- 汚れ付着
- コーティング劣化
などがあると、局所滑りが発生しやすくなります。
また、フィルム表面の帯電もスリップ不安定要因になります。
そのため、極薄フィルムラインでは、
- ロール表面管理
- 静電気対策
- 摩擦制御
も重要な管理項目になります。
【あわせて読みたい】
▼ウェブハンドリングで「しわ」を発生させない方法|原因別・装置別対策
注意!自社での「場当たり的な調整」が逆効果になるケース
極薄フィルムの現場では、不良が発生した際に「まず条件を触って対応する」というケースが少なくありません。特に、シワや蛇行、巻ズレなどが発生すると、オペレーターがその場でテンションやニップ圧を調整し、何とか不良を抑えようとすることがあります。
もちろん、現場での迅速な対応は重要です。しかし、極薄フィルムでは不良要因が非常に複雑に絡み合っているため、“場当たり的な調整”が逆に別の不良を生み出してしまうケースも多くあります。
極薄フィルムでは、単純な対症療法ではなく、“なぜその不良が発生しているのか”を根本から分析することが重要になります。
テンション(張力)調整への過度な依存
極薄フィルムの現場で最も多い“あるある”が、「とりあえずテンションを変える」という対応です。
例えば、
- シワが出たから張力を上げる
- 蛇行したから張力を下げる
- 巻ズレしたからテンションを強くする
といった調整です。
確かに、一時的には症状が改善したように見える場合があります。しかし、極薄フィルムでは、この“応急処置”が別のトラブルを引き起こすことがあります。
シワ対策でテンションを上げる危険性
シワが発生すると、「張力不足では?」と考え、テンションを上げるケースがあります。
しかし、極薄フィルムでは、過大テンションによって、
- フィルム伸び
- 永久変形
- 厚みムラ
- 幅方向収縮差
などが発生する可能性があります。
さらに、フィルムが過度に引っ張られることで、巻取り時の内部応力が増加し、後工程や保管後に別の問題が発生するケースもあります。
例えば、
- 巻締まり悪化
- テレスコープ発生
- ロール変形
などです。
つまり、「シワを消したつもりが、別不良を増やしている」状態になることがあります。
テンション変更が全体バランスを崩す
ウェブハンドリングでは、張力は単独で存在しているわけではありません。
実際には、
- ニップ圧
- ドロー比
- ロール速度差
- 空気巻込み
- ロール剛性
などと密接に関係しています。
例えば、テンションだけ変更すると、搬送区間ごとの張力バランスが崩れ、別の位置で不安定化するケースがあります。
現場では、
「入口側は安定したが出口側でシワが増えた」
「巻取りは改善したが塗工部で蛇行した」
といった現象も多く見られます。
極薄フィルムでは、わずかな条件変化がライン全体へ影響するため、「一か所だけ調整すれば解決する」というケースは少なくなります。
ロール平行度(アライメント)など複合的な原因の存在
極薄フィルム不良では、「原因が一つだけ」というケースは少なく、多くの場合は複数要因が重なっています。
その中でも見落とされやすいのが、「ロールアライメント(平行度)」です。
ミリ以下のズレが重大不良になる
ロールアライメントとは、搬送ロール同士の平行度を指します。
一見すると正常に見えても、実際には、
- ロール芯ズレ
- 軸傾き
- フレーム歪み
などが発生しているケースがあります。
極薄フィルムでは、このわずかなズレでも、
- 幅方向張力差
- 蛇行
- 斜めジワ
を引き起こす原因になります。
特に高速ラインでは、数十μm〜数百μmレベルの誤差が不良へ直結するケースもあります。
しかし、これらは目視では判断しにくく、「何となく不安定」という状態で長期間放置されることも少なくありません。
ロールたわみや振動も影響する
さらに、ロール自体のたわみや回転振れも問題になります。
例えば、
- ロール径大型化
- 高速回転
- 広幅化
が進むと、ロール中央部がわずかにたわむケースがあります。
このたわみによって、幅方向の搬送距離差が生じ、張力分布が乱れます。
また、ベアリング摩耗や回転偏芯による微振動も、極薄フィルムではシワや蛇行の原因になります。
現場では、
「ロール交換後に急に不良が増えた」
「速度を上げた瞬間にシワが増える」
といったケースもあります。
これは単純なテンション問題ではなく、機械精度や構造剛性が関係している可能性があります。
“経験と勘”だけでは限界がある

ベテランオペレーターの経験は非常に重要です。しかし、極薄フィルムでは、経験則だけでは対応しきれない領域も増えています。
特に近年は、
- 高速搬送化
- 広幅化
- 薄膜化
が進んでおり、従来よりも条件許容範囲が極端に狭くなっています。
数μmレベルの極薄フィルムでは、ほんのわずかな張力差でも品質へ大きな影響が出ます。
そのため、
- なぜシワが発生するのか
- なぜ巻ズレが起きるのか
- なぜスリップするのか
を理論的に把握しながら条件設計する必要があります。
単純なテンション調整だけでは、根本改善につながらないケースも多くあります。
【あわせて読みたい】
▼フィルムシワの種類別メカニズムとウェブハンドリング対策完全ガイド
根本解決にはプロの目が必須!ウェブハンドリングコンサルおすすめ3選
ここで「トラブルの性質」に合わせて3社を比較し、「既存ラインの改善・シワ解決」なら若水技研様がベストであるという結論へ導きます。
おすすめ1:株式会社若水技研

若水技研株式会社は、ウェブハンドリングや巻取り工程に関する現場改善を得意とする技術支援企業です。特に、極薄フィルムで発生しやすいシワ・巻ズレ・巻締まりなどの改善に強みを持っています。
同社の特徴は、単なる理論解析だけでなく、実際の現場へ足を運び、ライン構成やロール状態、張力条件などを直接確認しながら原因を分析する点です。
また、「設備を全部入れ替える」のではなく、既存設備を活かした部分改修や条件最適化を重視している点も特徴です。
例えば、
- ロール追加
- 表面処理変更
- 張力条件最適化
- ニップ条件調整
など、コストを抑えながら歩留まり改善を目指す提案を行っています。
強み
若水技研は、現場の機械を直接診断し、「極薄フィルムのシワ・巻ズレ」を実践的に改善できる点が大きな強みです。
- 既存設備を活かした改善提案
- 巻取り解析・内部応力解析への対応
- 実ワークを使ったテスト検証
- シワ・蛇行・巻締まり対策
- 現場オペレーターへの技術指導
などに対応しており、単なる設備販売ではなく、“現場で再現できる改善”を重視しています。
また、改善内容を現場へ共有し、「なぜ不良が起きるのか」をオペレーターが理解できるよう技術指導まで行う点も特徴です。
おすすめな人
若水技研は、特に以下のような現場に向いています。
- 今すぐ歩留まりを改善したい
- シワや巻ズレが長期間改善しない
- 高額な設備更新は避けたい
- 既存ラインを活かして改善したい
- 感覚ではなく理論的に原因分析したい
「新しい設備を買う前に、まず現ラインで改善できないか検討したい」という企業に適した技術パートナーです。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
若水技研株式会社について詳しくはこちら!
▼ウェブハンドリング対応力に優れたローラーメーカー3選
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
おすすめ2:株式会社KANDA

株式会社KANDAは、ウェブハンドリング分野における理論解析や巻取りシミュレーションを得意とする技術支援会社です。
経験や勘だけに頼るのではなく、「なぜその不良が起きるのか」を理論的に解析し、数値データをもとに改善提案を行っている点が特徴です。
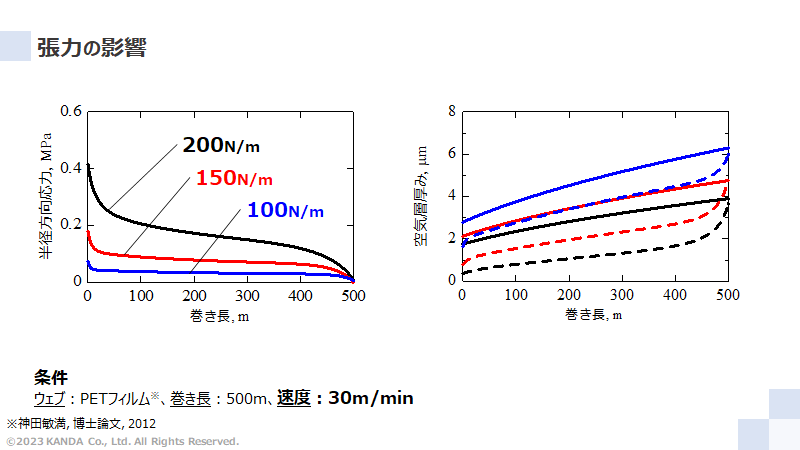
特に、巻取り内部応力や空気層厚みなど、通常は見えないロール内部状態を可視化できる点に強みがあります。
強み
株式会社KANDAは、巻取り理論と数値解析を活用した原因分析に強みがあります。
- 巻取りシミュレーション解析
- 半径方向応力・円周方向応力の可視化
- 空気層厚みやニップ圧解析
- 条件変更時の影響予測
- 技術者・オペレーター向け教育支援
などに対応しており、「理論に基づく再現性のある改善」を重視しています。
また、技術セミナーも行っており、現場改善だけでなく社内技術力向上まで支援できる点も特徴です。
おすすめな人
株式会社KANDAは、特に以下のような企業に向いています。
- 巻取り現象を理論的に理解したい
- シミュレーション解析を導入したい
- 社内技術教育を強化したい
- 感覚ではなくデータで改善したい
- 長期的に技術力を高めたい
「原因を数値で可視化しながら、再現性のある改善を行いたい企業」に適した技術支援会社です。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
株式会社KANDAの評判記事はこちら!
おすすめ3:上野山機工株式会社

上野山機工株式会社は、繊維・不織布・各種シート材向けの熱処理装置や加工装置を手がける専門メーカーです。長年培ってきたウェブハンドリング技術を活かし、搬送・巻取り工程で発生するトラブル改善や、安定生産につながる設備提案を行っています。
特に、シート状素材の搬送安定化や低張力制御に強みがあり、不織布や柔軟素材を扱う現場で多くの実績があります。単なる装置販売ではなく、加工内容に合わせたオーダーメイド設計や、独自システム開発まで対応している点も特徴です。
強み
上野山機工は、最新のウェブハンドリング技術を活用した搬送安定化に強みがあります。
- 低張力・一定張力搬送の提案
- 摩擦抵抗を抑えたパスライン設計
- シワ・蛇行・ウェブ損傷低減
- コンベア寿命を考慮した設備設計
- 不織布・柔軟素材向け搬送技術
などに対応しており、素材特性に合わせた最適な加工条件を提案しています。
また、巻出し・搬送・巻取り工程まで含めたライン全体設計に対応できる点も特徴です。
おすすめな人
上野山機工株式会社は、特に以下のような企業に向いています。
- 不織布や柔軟素材を扱っている
- 広幅・高速搬送を安定化したい
- シワや蛇行を設備側から改善したい
- ライン全体を見直したい
- 独自仕様の加工設備を導入したい
「搬送技術そのものを改善しながら、生産ライン全体を最適化したい企業」に適したメーカーです。
| 会社名 | 上野山機工 株式会社 |
| 所在地 | 〒600-8894 京都府京都市下京区西七条市部町9 |
| 電話番号 | 075-313-9146 |
| 公式ホームページ | https://www.uenoyama.co.jp |
優良なトラブル解決コンサルタントの選び方

ウェブハンドリングや巻取り工程のトラブルは、単純な設備不良だけでなく、張力・ロール構成・素材特性・搬送条件など、多くの要因が複雑に絡み合っています。そのため、表面的な対策だけでは改善しきれず、専門的な知見を持つコンサルタントへ相談するケースも増えています。
しかし、コンサルタントによって提案内容や対応力には大きな差があります。改善効果を高めるためには、「理論だけ」でも「設備販売だけ」でもない、現場視点を持ったパートナーを選ぶことが重要です。
こちらでは、優良なトラブル解決コンサルタントを見極めるためのポイントを解説します。
1. 現場に足を運び、現行の機械と素材の「相性」を直接見てくれるか

優良なコンサルタントは、机上の理論だけで判断せず、実際の現場を確認した上で原因分析を行います。
ウェブハンドリングの不良は、
- ライン構成
- ロール配置
- 張力変動
- 温湿度
- 素材特性
- オペレーション方法
など、現場固有の条件によって発生するケースが多いためです。
例えば、同じPETフィルムでも、
- 厚み
- コーティング仕様
- 表面処理
- 搬送速度
が異なれば、不良発生条件も大きく変わります。
そのため、現場確認をせずに「テンションを下げましょう」「ロールを交換しましょう」といった一般論だけで提案する場合は注意が必要です。
優良なコンサルタントは、
- 実際のライン挙動確認
- ロール状態確認
- 張力測定
- 不良発生タイミング確認
などを行い、「機械と素材の相性」まで踏み込んで分析します。
特に極薄フィルムでは、わずかなアライメントズレや空気巻込みが不良原因になるケースもあるため、現場を直接見る姿勢は非常に重要です。
2. 装置の全交換ではなく、ロールの追加や表面処理の変更など「コストを抑えた部分改修」の提案ができるか
トラブル改善では、「設備を全部入れ替えましょう」という提案だけでは現実的でないケースもあります。
もちろん、老朽化設備では全面更新が必要な場合もありますが、多くの現場では、部分改修によって改善できるケースも少なくありません。
例えば、
- ロール追加
- ニップ位置変更
- ロール表面処理変更
- テンション制御改善
- 空気抜き対策
- ガイド制御追加
などです。
優良なコンサルタントは、「どこを改善すれば効果が大きいか」を見極め、コストを抑えながら改善提案を行います。
特に、極薄フィルムラインでは、ロール1本追加するだけで搬送安定性が大きく改善するケースもあります。
また、ロール表面の摩擦係数変更やマイクログルーブ加工など、比較的小規模な改造で、
- シワ低減
- 空気巻込み抑制
- スリップ改善
につながることもあります。
一方で、「まず設備更新ありき」の提案しか行わない場合、本当に必要な改善ポイントを見極められていない可能性もあります。
そのため、
- 段階的改善提案があるか
- 小規模対策も提案できるか
- 費用対効果を考えているか
は重要な判断ポイントになります。
3. 自社のオペレーターに対する「技術指導(ノウハウ共有)」をしてくれるか
ウェブハンドリングの安定化では、「設備導入して終わり」ではなく、現場側が原理を理解して運用できることも重要です。
特に極薄フィルムでは、
- 張力設定
- ニップ調整
- 巻取り条件
- 加減速制御
など、オペレーター判断が品質へ大きく影響します。
そのため、単純に「設定値だけ渡して終わり」ではなく、
- なぜシワが発生するのか
- なぜ巻ズレが起きるのか
- なぜスリップするのか
まで説明し、現場へノウハウを共有してくれるコンサルタントが理想です。
例えば、
- 張力と内部応力の関係
- ニップ圧の考え方
- テーパーテンション設定理由
などを理解できるようになると、現場での再発防止にもつながります。
また、技術指導を行うコンサルタントは、「その場だけの改善」ではなく、“現場の技術力向上”まで考えているケースが多くあります。
逆に、ノウハウを開示せず、「毎回呼ばないと改善できない状態」にしてしまうケースには注意が必要です。
長期的に品質を安定化するためには、設備だけでなく、人材育成まで含めて支援してくれるパートナーを選ぶことが重要です。
【あわせて読みたい】
▼【開発担当者向け】新素材・極薄フィルム搬送の壁を越える!ウェブハンドリング技術コンサルおすすめ3選
まとめ

今回は、極薄フィルムで発生しやすいシワ・巻ズレ・スリップキズなどの原因や、ウェブハンドリング技術コンサルの重要性について解説しました。
極薄フィルムでは、
- 張力
- 内部応力
- 空気巻込み
- ロールアライメント
- ニップ圧
など多くの要因が複雑に関係しており、場当たり的なテンション調整だけでは根本改善につながらないケースも少なくありません。
また、日々発生する不良品ロスやライン停止は、想像以上に大きなコスト損失につながります。特に、高機能フィルム分野では歩留まり低下が収益へ直結するため、「とりあえず動いているから大丈夫」という状態を放置することは非常に危険です。
改善が長期化している場合は、自社だけで抱え込まず、ウェブハンドリング専門企業へ相談することも重要な選択肢になります。
中でも若水技研株式会社は、巻取り解析・内部応力解析・現場改善支援に強みを持ち、極薄フィルム特有のシワや巻ズレ改善に対応している企業です。現場診断から部分改修、技術支援まで行っているため、歩留まり改善や品質安定化を目指す現場に適しています。
極薄フィルムの品質課題を放置せず、手遅れになる前に、薄膜巻取りのプロへ現場診断を相談してみてください。
若水技研を含め、ウェブハンドリング対応力に優れたローラーメーカーはこちら
この記事を読んでいる人におすすめ
▼ウェブハンドリングのコンサルティング会社を比較|搬送・巻取りトラブルの解決支援
▼ウェブハンドリング視点で解説するフィルム搬送装置メーカーの選び方|失敗しない比較ポイント
▼ウェブハンドリングにおける巻取り張力制御とテーパー張力の最新技術
