
フィルムシワの種類別メカニズムとウェブハンドリング対策完全ガイド

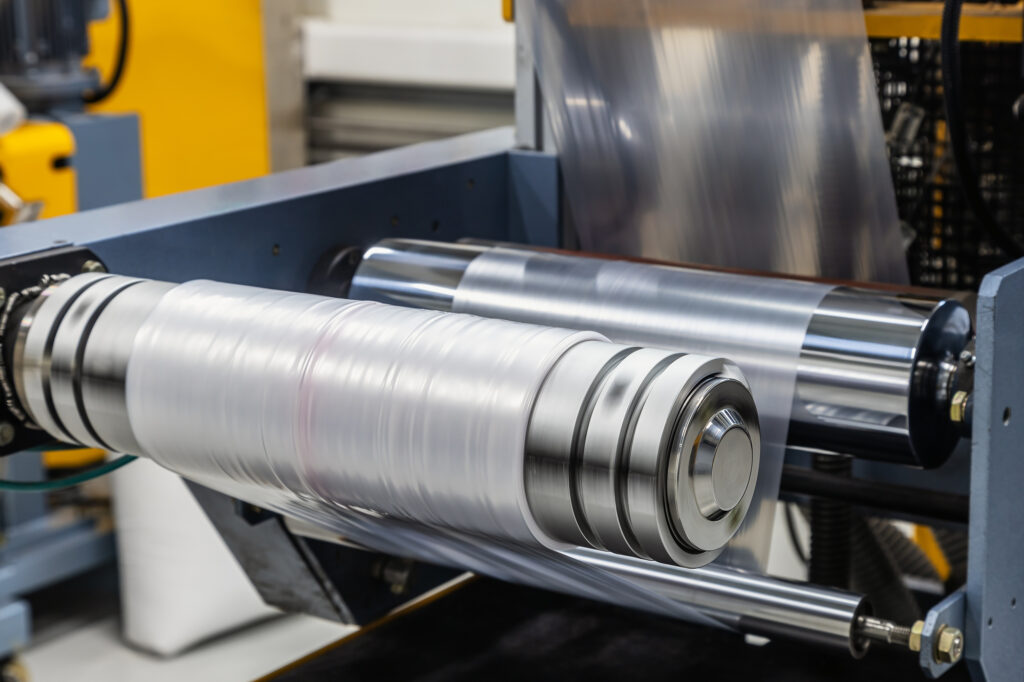
フィルム加工や巻き取り工程では、シワの発生が製品品質や生産効率に直結します。縦しわ・横しわ・袋しわなど種類ごとの特徴や原因を理解し、適切なウェブハンドリング対策を講じることが求められます。
本記事では、フィルムシワの種類とウェブハンドリング上の位置づけについて詳しく紹介します。
目次
フィルムシワの種類とウェブハンドリング上の位置づけ

フィルム加工や巻き取り工程では、さまざまな種類のシワが発生し、製品品質や生産効率に大きく影響します。シワは目視でも確認できる外観不良であるだけでなく、製品の機能性や後工程での加工精度にも関わる重要な現象です。
そのため、シワの種類や発生位置、発生メカニズムを事前に理解しておくことは、ウェブハンドリング工程の改善や製造ラインの安定化に欠かせません。こちらでは、フィルムシワの方向別分類とウェブハンドリング上の位置づけについて詳しく紹介します。
◇ 縦しわ・横しわ・袋しわの方向別分類

フィルムシワは発生方向によって縦しわ、横しわ、袋しわに分類できます。縦しわは巻取り軸に沿った波状変形で、表面に細かい線状の模様のように現れます。縦しわは特に巻き取り中のロール偏心や材料の内部応力が原因となりやすく、長尺フィルムでは目立ちやすい現象です。
横しわは巻取り軸に直角方向に発生し、幅方向の張力不均一や巻き始め・巻き終わり部分の条件差によって引き起こされます。袋しわは局所的に膨らむ形で生じ、特に材料の厚みムラや部分的な表面変形が原因となります。
方向別分類により、巻取り条件や設備調整の優先度を判断できるほか、フィルム設計段階での厚み管理や表面仕上げ改善にも役立ちます。
◇ フィルム厚みムラと材料特性が引き起こす共通要因

フィルム厚みの不均一は、縦しわ・横しわ・袋しわすべてに影響する共通の要因です。厚みムラがあると巻取り時に局所的な張力差が生じ、内層圧力や引張り応力の偏りが起きます。この偏りにより、材料の一部が過伸長または緩み、波状変形や膨らみとして表面に現れます。
また、厚みムラは原反段階でのフィルム押出条件や冷却速度にも影響され、巻取り速度やテンション管理の影響を受けやすくなります。さらに、材料特性としての伸長性や弾性率のばらつきもシワ発生に関わり、製品ごとの許容範囲を設定することが品質安定化には不可欠です。
厚みムラや材料特性の管理は、ウェブハンドリング工程全体でのシワ予防に直結します。
◇ ウェブハンドリング上の位置づけと改善指針

ウェブハンドリング工程では、シワの発生位置を把握することが、品質向上と生産効率改善の鍵となります。巻き始めや巻き終わりの内層圧力の偏り、ロール径の不均一、ガイドローラーの角度、駆動トルクのわずかな差など、複数の要素が影響して縦しわ・横しわ・袋しわを発生させます。
これらの位置づけを明確にすることで、工程改善ポイントや巻取り条件の調整箇所を特定しやすくなります。具体的には、張力分布の測定やロール条件の最適化、材料特性に応じた速度設定などを組み合わせることで、シワの発生を抑制し、製品品質の安定化を図れます。
さらに、定期的な設備点検や原反の事前評価により、工程全体でのトラブル予防につなげることが可能です。
【あわせて読みたい】
▼ ウェブハンドリングの基礎知識|ロールtoロール工程・搬送装置で起こりやすい課題と対策
縦しわの特徴と発生メカニズム

フィルム加工工程では、縦しわの発生が製品品質に大きく影響します。原因や発生箇所を把握し、適切な対策を講じることが重要です。こちらでは、ウェブハンドリングにおける縦しわの特徴と発生メカニズムについて詳しく解説します。
◇ ウェブハンドリング搬送方向の縦しわ発生パターン
縦しわは、フィルム巻取り方向に沿って発生する波状の変形で、細かいものから明瞭なものまでさまざまです。主に搬送中の張力偏差やローラーガイドの微小なずれによって発生します。
縦しわのパターンは巻取り開始直後や終了間際に特に目立ちやすく、工程条件によって連続的または断続的に現れる特徴があります。発生箇所を観察することで、張力ムラや搬送速度の変動、ローラー摩耗などの工程問題を特定できます。
縦しわのパターン分析は、設備調整やフィルム材料選定において改善策を決定する指標となります。
◇ フィルム張力ムラ・ローラーずれの縦しわ原因

縦しわは、フィルムの張力が均一でない場合に生じやすく、特にローラー位置や角度の微小なずれが影響します。張力ムラが存在すると、局所的に材料が過伸長または緩み、波状変形として現れます。ローラーのずれや摩耗も、フィルムに不均一な引張り力を与える要因となります。
また、巻取り速度の変動やロール径の不均一も縦しわ発生を助長します。原因を特定することで、設備調整や張力制御の改善を行いやすくなり、縦しわの発生頻度を抑制できます。適切な張力管理は、縦しわだけでなく他のシワ種類の抑制にもつながります。
◇ 包装工程ホッパー部の縦しわ表面すべり不良
包装工程では、ホッパー部でのフィルム表面と接触する部分で縦しわが発生することがあります。表面すべりが不十分だと、フィルムが局所的に引っかかり、搬送方向に沿った波状変形が生じます。特に柔軟性の高い薄膜や低摩擦材では、この現象が顕著です。
ホッパーの形状や表面仕上げ、摩擦条件を改善することで、縦しわの発生を抑えることができます。また、表面すべり不良は巻取り後の内層圧力偏差にも影響し、シワの深さや幅を増大させる要因となります。
◇ ウェブハンドリング速度調整の縦しわ予防法

縦しわの発生は搬送速度や巻取りテンションの管理によって抑制可能です。速度変動が大きいと局所的な張力偏差が生じ、縦しわが発生しやすくなります。一定速度で安定したテンションを維持することが、縦しわ予防の基本です。
また、巻取り開始や終了時の速度調整、ローラーガイドの角度最適化も重要です。さらに、フィルム材質に応じた速度設定を行うことで、表面すべりや内層圧力の偏りを最小限に抑え、縦しわの発生を効果的に減らすことができます。
定期的な設備点検と張力・速度管理の見直しが、工程安定化と製品品質向上につながります。
横しわ・袋しわの種類と形成要因

フィルム加工や包装工程では、横しわや袋しわが発生すると製品品質や外観に大きな影響を与えます。これらのシワは搬送条件や材料特性によって異なるパターンで現れます。こちらでは、ウェブハンドリングや包装工程における横しわ・袋しわの種類と形成要因について詳しく解説します。
◇ ウェブハンドリング幅方向たるみの横しわ種類
横しわは、巻取り軸に直角方向に現れる波状の変形で、フィルムの幅方向に生じるたるみが主な原因です。幅方向のテンション不均一やローラーガイドの偏差によって、局所的にフィルムが余ることで波状のシワが形成されます。
横しわは巻取り初期や中間部に集中しやすく、幅方向の張力管理が不十分な場合に顕著となります。横しわのパターンは均一な波状から部分的な段差状まで多様で、シワ幅や高さの変化から原因箇所を特定可能です。
工程内での巻取り速度や張力分布のモニタリングにより、横しわの発生傾向を把握し、ローラー角度やテンション制御の調整に役立てることができます。また、材料の弾性や厚み均一性も横しわの発生に影響するため、フィルム設計段階での物性管理が重要です。
◇ ピロー包装速度差による横しわ・袋しわメカニズム
ピロー包装工程では、前後ローラーやホッパーの速度差が原因で横しわや袋しわが発生します。速度差が生じると、フィルムが局所的に引き伸ばされるか余るため、巻取り軸に直角方向にシワが生じます。袋しわは、特に袋状に膨らむような形で表れ、包装内部での空気圧やテンション偏差とも関連します。
速度差による横しわは、巻取り速度や供給速度を最適化することで低減可能です。さらに、ローラーの摩耗やガイド位置の微小なずれもシワ形成に影響するため、定期的な設備点検が必要です。包装条件の微調整により、横しわ・袋しわの発生を抑え、製品の外観品質を維持することができます。
◇ フィルム吸湿で生じる袋しわ内面すべり不良

湿度の影響でフィルムが吸湿すると、表面摩擦や内面すべり特性が変化し、袋しわが発生しやすくなります。内面のすべりが不十分だと、フィルムが局所的に引っかかり、包装内部で膨らむような袋状のシワとして現れます。吸湿による袋しわは、特に高湿環境や長時間保管後に顕著です。
対策としては、フィルム材質の吸湿特性を考慮した搬送速度やテンション調整、包装前の湿度管理が有効です。また、内面すべりの改善には、ホッパーやローラー表面の摩擦条件を最適化することが求められます。結果として、吸湿による袋しわを最小限に抑え、安定した包装形状を維持できます。
◇ 縦・横・袋しわ複合のウェブハンドリング識別法
工程内では、縦しわ・横しわ・袋しわが複合して発生する場合があります。複合シワは、巻取りや搬送条件、フィルム特性が同時に影響するため、原因特定が難しくなります。
識別には、シワの方向、幅、深さ、発生箇所を観察し、張力偏差やローラー位置、搬送速度などの工程データと照合する方法が有効です。複合シワの分析により、縦方向のテンション不均一と幅方向のたるみ、内部圧力偏差の影響を区別できます。
定期的な工程モニタリングとシワ発生傾向の記録を組み合わせることで、改善ポイントを明確化し、効率的な設備調整やフィルム設計改善につなげられます。複合シワの識別と対策は、製品品質向上と歩留まり改善の鍵となります。
【あわせて読みたい】
▼ ウェブハンドリングとは?基礎知識からトラブル対策・最新技術まで徹底解説
シワ取りロールの種類と特徴

ウェブハンドリング工程では、シワの発生を抑制するために専用のシワ取りロールが使用されます。ロールの種類や特性を理解することで、巻取り品質や工程効率を向上させられます。
こちらでは、主要なシワ取りロールの種類と特徴、それぞれの効果について詳しく解説します。
◇ ウェブハンドリング用エキスパンダーロールの種類効果

エキスパンダーロールは、フィルムやウェブ材料の張力を均一化する役割を持ちます。ロール内部の拡張機構により、幅方向のたるみや局所的なシワを抑制できます。種類としては固定型と可変型があり、可変型は搬送条件や材料特性に応じてローラー径や張力を調整可能です。
使用することで、巻取り軸方向の縦しわや横しわの発生頻度を低減でき、製品外観の均一性が向上します。また、エキスパンダーロールは幅方向のテンション分布を安定させるため、後工程での包装精度向上や歩留まり改善にも寄与します。
◇ コンケーブロール種類のカーブたるみ調整機能
コンケーブロールは、中央部がわずかに凹形状となった特殊ローラーで、フィルム幅方向の張力偏差を補正する機能があります。種類には固定凹型と可変凹型があり、可変凹型は搬送条件に応じてカーブ角度を調整でき、幅方向のたるみや横しわを効果的に抑制します。
特に幅広のフィルムや柔軟性の高い材料に有効で、ローラー中心部の張力不足によるシワ形成を軽減できます。カーブたるみ調整により、材料の引張りバランスが最適化され、縦・横・袋しわの複合発生も低減可能です。
コンケーブロールの導入は、設備の調整幅を広げ、工程安定性を高めるメリットがあります。
◇ ミラボーロール種類の摩擦低減多用途対応
ミラボーロールは、表面摩擦を低減することでフィルムの滑りを良好に保ち、シワ発生を防ぐローラーです。種類としては硬質タイプや表面加工タイプがあり、材料特性や搬送速度に応じて選択できます。摩擦低減により、巻取りや搬送中の局所的引っかかりを抑制し、縦しわや袋しわの発生を防ぎます。
また、多用途対応型は、さまざまな厚みや幅のフィルムに対応可能で、工程切替時の調整時間を短縮できます。さらに、ローラー表面の摩耗耐性や清掃性が高いため、長期的な工程安定化とメンテナンス効率向上にも寄与します。
◇ フラットエキスパンダー種類のシンプル導入メリット

フラットエキスパンダーロールは、単純な構造で幅方向のたるみを補正し、シワを軽減するローラーです。固定型と可変型があり、可変型はロール幅や張力を調整することで幅方向の偏りを最小化できます。
シンプルな構造のため導入や調整が容易で、既存設備への組み込みがスムーズです。フラットエキスパンダーは、複雑なカーブや摩擦調整機構を必要としない工程に最適で、基本的なシワ防止効果を手軽に得られます。
さらに、ローラーの軽量化や清掃性向上により、保守作業の負荷を軽減し、工程全体の安定運用に貢献します。
巻き取りシワの発生要因と対策方法

巻き取り工程では、シワの発生が製品品質や搬送安定性に大きく影響します。原因を理解し、適切な対策を講じることが品質向上の鍵となります。こちらでは、巻き取りシワの種類別原因とウェブハンドリング上の対策方法について詳しく解説します。
◇ 巻き取りシワ種類の圧縮応力・空気巻き込み原因
巻き取りシワは、主に圧縮応力や空気の巻き込みによって発生します。巻取り時にフィルム内層が過度に圧縮されると、縦方向や横方向に波状の変形が生じます。また、巻取り初期に微小な空気が巻き込まれると、局所的に内層が膨らみ、袋しわとして表面に現れます。
巻き取り圧力の偏差やローラー角度の不適切さも圧縮応力の増加要因です。これらの原因を把握することで、シワ発生位置や種類の特定が可能となり、後続工程での品質不良を防止できます。圧縮応力や空気巻き込みの抑制には、巻取り条件の適正化やローラー設計の工夫が不可欠です。
◇ ウェブハンドリング中心駆動巻取のニップ最適化
巻き取りシワ対策には、中心駆動巻取り方式でのニップ最適化が効果的です。ニップ圧力を適正に設定することで、フィルム内層の圧縮応力を均一化し、局所的なシワ発生を抑制できます。
中心駆動による巻取りは、ロール径や張力条件に応じてローラー間の接触力を調整可能で、縦しわや横しわの発生リスクを低減します。さらに、ニップ圧力の微調整は、フィルム材質や厚みに応じた巻取り条件の最適化にもつながり、工程全体の安定化に貢献します。
定期的なニップ圧力測定と巻取り速度の連動管理が、安定した巻取り品質の維持には欠かせません。
◇ フィルム巻き取りシワ用張力プロファイル制御
巻き取りシワの発生は、張力分布の不均一によっても促進されます。張力プロファイル制御では、巻取り幅方向および軸方向の張力を均一化することで、縦しわ・横しわ・袋しわの発生を抑えられます。
可変テンションローラーやエキスパンダーロールを活用し、張力センサーによるリアルタイム測定と制御を行うことで、材料特性や巻取り速度の変動に対応可能です。張力プロファイルの最適化により、内層圧力の偏りや局所的な過伸長が抑えられ、製品歩留まりの向上にもつながります。
さらに、プロファイル制御は、複合シワや工程全体の安定性確保にも有効です。
◇ シワ取りロール種類併用での巻き取りシワフロー

巻き取りシワ対策では、複数種類のシワ取りロールを併用することが効果的です。エキスパンダーロールで幅方向たるみを補正し、コンケーブやフラットロールで縦方向の圧縮応力を均一化することで、シワ発生のリスクを最小化できます。
さらに、ミラボーロールを併用することで摩擦低減と滑り改善が可能となり、巻取り中の局所的引っかかりや袋しわを防止できます。ロール種類の併用は、材料特性や工程条件に応じた最適フロー設計が重要で、各ロールの役割を理解して組み合わせることが巻取り品質向上の鍵です。
定期的なロール点検と張力・速度制御の連動によって、安定したシワ抑制フローを維持できます。
【あわせて読みたい】
▼ロールtoロールとは?生産性を高める技術とおすすめメーカーを徹底解説
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリング工程では、材料の巻き取りやシワ防止、張力管理など高度な技術が求められます。適切な設備やノウハウを持つ会社に相談することで、工程安定化や品質向上が可能です。こちらでは、ウェブハンドリングに関して相談できるおすすめの会社を3社紹介します。
◇若水技研株式会社

若水技研株式会社は、大阪府東大阪市に拠点を置き、ウェブハンドリングやフィルム関連装置の開発・販売を手掛けています。長年の経験に基づき、巻取りシワ防止や内層圧力制御、張力均一化に関する技術提案を行っています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
設備導入前の現場調査から設計・製造、導入後のメンテナンスまで一貫したサポートが特徴です。また、フィルムやシート材料の特性に応じたカスタマイズも可能で、製品形状や搬送速度に応じた最適なソリューションを提案しています。
ウェブハンドリングに関する課題解決や工程改善の相談がしやすい会社です。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇ヒューグルエレクトロニクス株式会社

ヒューグルエレクトロニクス株式会社は、フィルム・ウェブ材料の搬送装置や計測機器を提供する企業で、東京都を拠点に活動しています。ウェブ搬送工程の品質向上や表面異物対策、計測・制御分野での装置導入実績があります。
| 会社名 | ヒューグルエレクトロニクス株式会社 |
| 所在地 | 〒102-0072 東京都千代田区飯田橋4-5-7 |
| 電話番号 | 03-3263-6662 |
| 公式ホームページ | https://hugle.co.jp/ |
現場のニーズに応じたカスタマイズが可能で、巻取り速度や材料特性に合わせた最適設計を提案しています。また、装置導入後の調整や改善サポートも充実しており、品質向上やトラブル低減に貢献しています。
ウェブハンドリングの課題を効率的に解決できるパートナーとして活用できます。
ヒューグルエレクトロニクス株式会社の評判記事はこちら!
◇株式会社伸興
株式会社伸興は、埼玉県を拠点に、フィルム加工・搬送関連の装置開発やウェブハンドリングの技術支援を行っています。巻取りシワや縦横たるみの対策、張力プロファイルの最適化など、実務に即した改善提案が可能です。
| 会社名 | 株式会社伸興 |
| 所在地 | 〒551-0021 大阪府大阪市大正区南恩加島5-8-84 |
| 電話番号 | 06-6552-3170 |
| 公式ホームページ | https://shinko-jp.biz/ |
特に、既存設備へのシワ取りロールやエキスパンダーロールの導入支援を得意としており、工程効率向上と製品品質維持に寄与します。現場でのヒアリングを重視し、材料特性や搬送条件に合わせたカスタマイズ提案を行うため、ウェブハンドリングに関する具体的な課題解決が期待できます。
株式会社伸興の評判記事はこちら!
まとめ

本記事では、フィルムシワの種類と発生メカニズム、ウェブハンドリング上の位置づけについて紹介しました。縦しわは搬送方向の張力偏差やローラーずれにより発生し、横しわや袋しわは幅方向のテンション不均一や速度差、吸湿などが影響することが分かりました。
また、シワ取りロールの種類や張力プロファイル制御などの対策を組み合わせることで、巻き取り工程でのシワ発生を抑制できることも解説しました。
さらに、ウェブハンドリング工程での観察や測定を通じて、発生位置や原因を特定し、設備調整や材料特性に応じた最適化を行うことが品質向上と歩留まり改善に直結します。
最後に、若水技研株式会社、ヒューグルエレクトロニクス株式会社、株式会社伸興など、ウェブハンドリングに関する高度な技術を持つ会社に相談することで、工程全体の安定化や製品品質の向上を図れる点も紹介しました。
シワの理解と適切な対策を組み合わせることで、製造ラインの効率化と高品質化を実現できます。
この記事を読んでいる人におすすめ
