
ウェブハンドリングにおけるブロッキング現象の理解と対策
ウェブハンドリング工程では、巻取り後の材料同士の密着によるトラブルが生産性や品質に影響します。中でもブロッキング現象は、巻取り条件や材料特性、保管環境などの複合要因によって発生する現象であり、外観不良や機能低下の原因となる重要な問題です。
本記事ではブロッキング現象のメカニズムと予防・改善策について詳しく紹介します。
目次
ウェブハンドリングにおけるブロッキング現象の基礎知識
ウェブハンドリング工程では、巻取り後の材料トラブルが生産性や品質に大きく影響します。中でもブロッキング現象は、外観不良や機能低下を招く代表的な問題の一つです。
こちらでは、ブロッキング現象の基礎知識と発生時の兆候、品質への影響について整理します。
◇ブロッキング現象とは何か(ウェブ同士が貼り付き剥がれにくくなるトラブル)
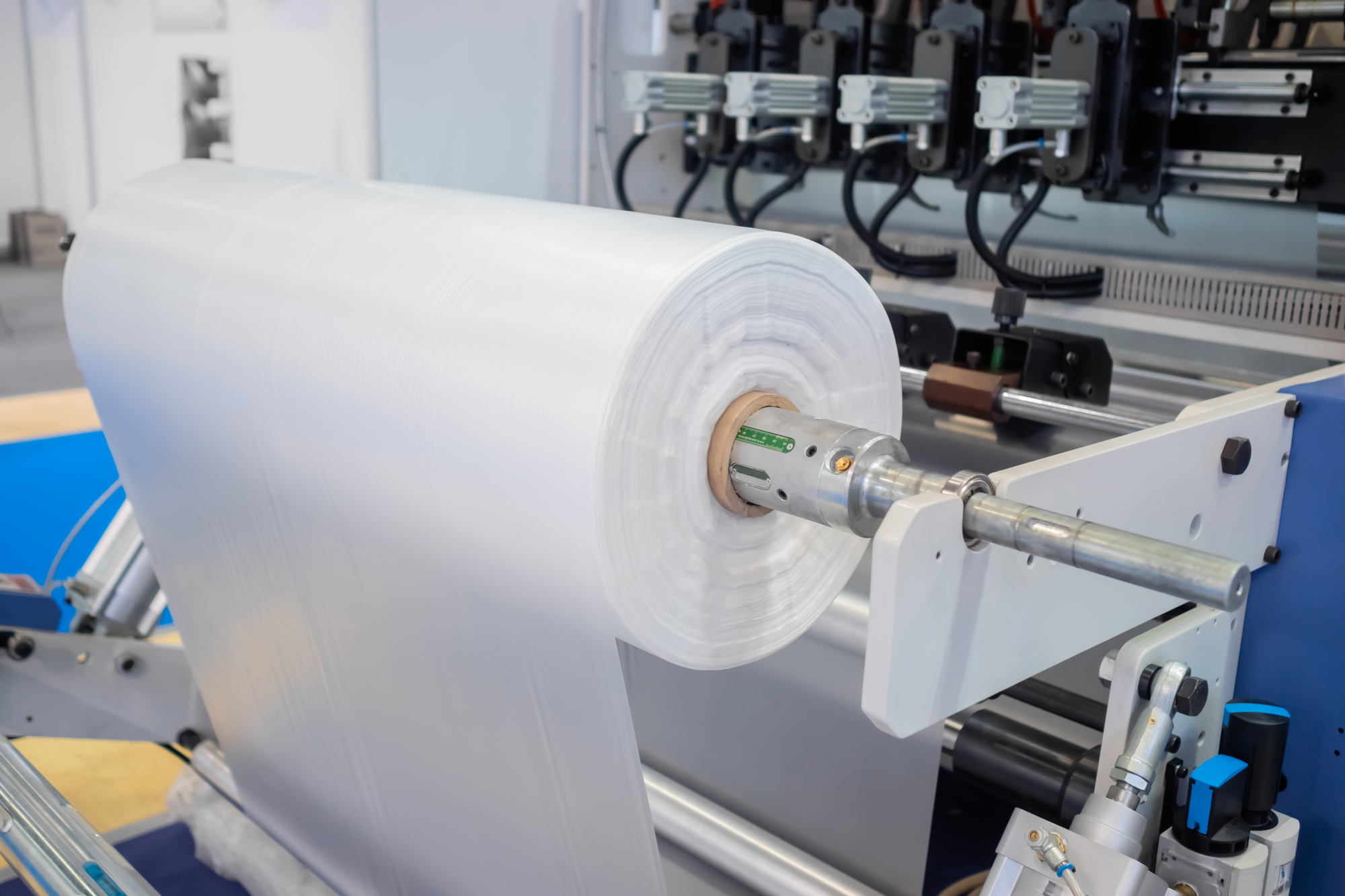
ブロッキング現象とは、巻き取られたウェブ同士が接触面で密着し、繰出し時に剥がれにくくなる現象を指します。フィルムやシートなどの柔軟な材料では、圧力や温度、表面特性の影響によって層間が強く貼り付くことがあります。
本来は滑らかに分離するはずの層が抵抗を伴いながら剥がれるため、工程に負荷がかかります。特に高温環境下や長時間保管後に発生しやすく、巻取り張力が高い場合にもリスクが高まります。材料表面の添加剤移行や表面エネルギーの変化も要因となり、単なる静電気とは異なる密着状態を形成します。
この現象は外観だけでなく、機能特性にも影響を及ぼすため、早期に正しく理解することが重要です。
◇巻取ロール繰出し時に見られる代表的な外観変化と症状
ブロッキングが発生したロールを繰り出すと、外観にさまざまな変化が現れます。代表的な症状としては、表面の白化や艶ムラ、部分的な転写跡が挙げられます。層間が強く密着した部分では、剥離時に表面が引き伸ばされ、微細な凹凸や曇りが生じることがあります。
また、印刷面を有するウェブでは、インキの再転写やパターンの乱れが発生する場合もあります。さらに、剥離抵抗が一定でないために繰出しテンションが変動し、蛇行やしわが誘発されることもあります。
これらの外観変化は一見すると材料不良のように見えますが、実際には保管条件や巻取り条件が影響している場合が少なくありません。現場ではロール端面の状態や巻き締まり具合も併せて確認することで、原因の切り分けがしやすくなります。
◇ブロッキングとウェブ機能低下・品質不良との関係

ブロッキングは単なる剥がれにくさの問題にとどまりません。密着と剥離の過程で表面層が損傷すると、バリア性や接着性など本来の機能が低下するおそれがあります。たとえば、コーティング層が部分的に剥離した場合には、防湿性や耐薬品性に影響が及びます。
光学用途のフィルムでは、微細な表面傷や曇りが透過率やヘイズ値の変動につながります。さらに、後工程でラミネートや印刷を行う場合には、密着不良や気泡混入の原因になることもあります。このように、ブロッキングは工程全体の品質安定性に波及する現象です
。早期に兆候を把握し、巻取り条件や保管環境を見直すことが品質確保の前提となります。単一工程の問題として扱うのではなく、製造フロー全体の視点で捉える姿勢が求められます。
◇ブロッキング発生時に現れる振動・剥離音などの兆候

ブロッキングが進行している場合、繰出し工程では特徴的な兆候が確認できます。まず、層間が断続的に剥がれることで周期的な振動が発生することがあります。これは剥離抵抗の変動が張力に影響を与えるためです。
また、パリパリとした剥離音や断続的な異音が生じることもあり、通常運転時とは明らかに異なる挙動を示します。張力制御装置の表示値が不安定になる場合や、ダンサーロールが小刻みに動く場合も注意が必要です。
これらの兆候は外観不良が顕在化する前段階で現れることがあり、早期発見の手掛かりになります。現場では音や振動の変化を感覚的に捉えるだけでなく、データとして記録し傾向を把握する取り組みが重要です。
◇ウェブハンドリング全体の中でブロッキングが占める位置づけ
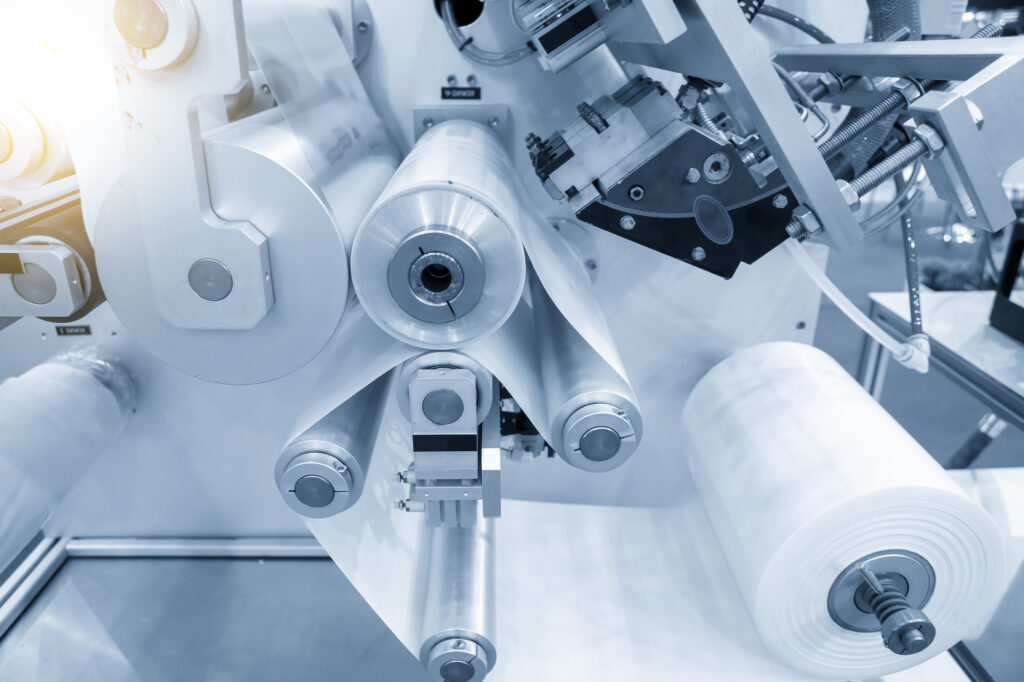
ウェブハンドリングは、繰出しから加工、巻取りまでを含む一連の搬送・制御技術です。その中でブロッキングは、主に巻取り後から再繰出しまでの区間で顕在化する問題です。しかし実際には、巻取り張力やロール硬さ分布、温度履歴など前工程の条件が密接に関与しています。
つまり、ブロッキングは単独で発生するのではなく、ウェブハンドリング全体の設計思想と管理状態を反映する現象といえます。適切な張力設定、均一な巻き姿の形成、保管環境の最適化を総合的に行うことで発生リスクは低減します。
品質トラブルが発生した際には、材料特性だけでなく装置条件や運用方法も含めて検証する姿勢が欠かせません。ブロッキングを理解することは、安定したウェブ搬送と高品質生産を実現するための基礎であると位置づけられます。
【あわせて読みたい】
▼ウェブハンドリングの品質を左右する張力と空気膜とは?安定搬送・巻取りの基本と対策
ブロッキング現象のメカニズムと半径方向応力
ブロッキング現象の発生には、材料特性だけでなく巻取り時に生じる内部応力が深く関係します。とりわけロール内部に働く半径方向応力は、層間の密着状態を左右する重要な要素です。こちらでは、半径方向応力の基礎とブロッキング発生との関係について詳しく解説します。
◇半径方向応力とは何か(巻取内部でウェブ同士を押し付ける力)
半径方向応力とは、巻き取られたロール内部においてウェブ層同士を中心方向へ押し付ける力を指します。巻取り時に付与された張力は、周方向だけでなく半径方向にも力を発生させます。その結果、各層は内側へ向かって圧縮される状態になります。この圧縮力が半径方向応力です。
ロールが大径になるほど自重も加わり、内層側にはより大きな圧縮力がかかります。材料が柔軟である場合、層間はわずかに変形しながら密着します。通常は適度な圧力で安定した巻姿を保ちますが、条件によっては層間の接触面積が増加し、密着が強まります。
半径方向応力は目に見えない内部要因でありながら、ブロッキング発生を左右する根本的な力学要素といえます。
◇硬巻きによる過大な半径方向応力の発生メカニズム

硬巻きとは、巻取り張力が高い状態でロールを強く締め付けるように巻くことを指します。張力が高いまま巻き重ねると、外層から内層へと圧縮力が蓄積されます。その結果、ロール内部では設計値を超える半径方向応力が発生します。
特に巻始めから一定張力で制御している場合、ロール径が大きくなるにつれて内層側に過度な圧力が集中します。材料が熱を帯びた状態で巻き取られた場合には、冷却過程で収縮が加わり、さらに圧力が増すことがあります。
このような複合要因が重なると、層間の空隙が減少し、表面同士が強く押し付けられます。結果として、ブロッキングを引き起こす密着条件が整います。硬巻きは外観上は整ったロールに見える場合もありますが、内部では応力が蓄積している可能性があるため注意が必要です。
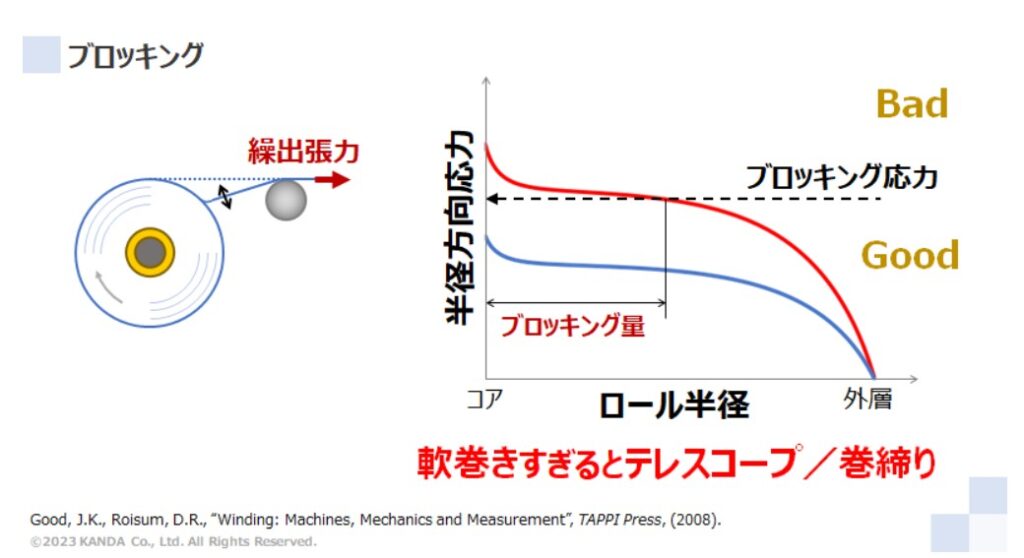
◇半径方向応力がブロッキング応力を超えたときに起こる現象
材料には、層間が貼り付く際のしきい値となるブロッキング応力が存在します。半径方向応力がこの値を下回る場合、層間は容易に分離します。しかし、内部圧力がブロッキング応力を超えると、接触面が塑性的に変形し、分子間相互作用が強まります。その結果、層同士が強固に密着します。
この状態で時間が経過すると、密着はさらに安定し、剥離抵抗が増大します。繰出し時には層間が一気に剥がれず、断続的に引きはがされるため、張力変動や振動が生じます。場合によっては表面層が部分的に破壊され、白化や転写跡が発生します。
つまり、半径方向応力がブロッキング応力を超えることが、外観不良や機能低下の直接的な引き金になります。応力バランスを適切に管理することが、安定した品質維持につながります。
◇ロール半径と半径方向応力の関係(内層側でのリスク増大)

ロール内部の半径方向応力は、半径方向の位置によって分布が異なります。一般に、内層側ほど高い圧縮力が集中します。これは外層から積み重なる張力と自重が内側へ伝達されるためです。ロール半径が大きくなるにつれて、内層には累積的な圧力が加わります。
そのため、ブロッキングはロール中心付近から発生しやすい傾向があります。外観上は問題がなくても、内層部分で強い密着が生じている場合があります。保管期間が長いほど、時間依存的な変形が進み、密着が固定化されます。
したがって、巻取り条件を設定する際にはロール径の変化を考慮した張力制御が重要です。テーパー張力の適用や巻取り硬度の管理を行うことで、内層側の過大な応力集中を抑制できます。ロール半径と応力分布の関係を理解することが、ブロッキング予防の基盤になります。
ウェブハンドリングにおけるブロッキングの主な原因

ブロッキング現象は単一の要因で発生するのではなく、複数の条件が重なり合うことで顕在化します。巻取り設定や材料特性、保管環境などが相互に影響し合い、層間の密着状態を左右します。こちらでは、ウェブハンドリングにおけるブロッキングの主な原因を多角的に整理します。
◇巻取条件(張力・ニップ・ロール径)と硬巻きによる圧締増大
ブロッキング発生の大きな要因として、巻取条件の設定が挙げられます。巻取り張力が高い状態で連続的に巻き重ねると、ロール内部には大きな半径方向応力が蓄積します。さらに、ニップ圧が強い場合には層間の空気が押し出され、接触面積が増加します。
これにより、ウェブ同士が密着しやすい状態が形成されます。ロール径が大きくなるにつれて内層側に加わる圧力は増大し、硬巻きの傾向が強まります。適切なテーパー張力を設定しない場合、巻始めから巻終わりまで同一張力が維持され、内層に過大な圧締が発生します。
この圧締状態が続くと、材料表面がわずかに変形し、層間が強く押し付けられます。その結果、ブロッキング応力を超える密着力が生じます。巻取条件は外観上の巻姿だけでなく、内部応力分布に直結するため、数値管理と実機確認の両立が求められます。
◇ウェブ基材・塗工層の特性がブロッキング応力に与える影響

材料そのものの特性も、ブロッキング発生に大きく関与します。基材が柔軟で弾性率が低い場合、半径方向応力によって表面が変形しやすくなります。その結果、層間の実接触面積が増加し、密着力が高まります。塗工層を有するウェブでは、樹脂のガラス転移温度や粘弾性特性が影響します。
温度がガラス転移温度付近にある場合、塗工層は軟化しやすく、圧力下で貼り付きやすくなります。また、添加剤の移行やブリード現象によって表面エネルギーが変化すると、密着挙動が変わります。表面粗さが小さい平滑な材料ほど接触面が広がりやすく、ブロッキングが起こりやすい傾向があります。
逆に、適度な表面粗度やマット処理は層間に微小な空隙を確保し、密着を緩和します。材料設計と巻取条件は切り離せない関係にあり、双方の特性を踏まえた総合的な検討が必要です。
◇保管姿勢・保管時間が半径方向応力と貼り付きリスクを変える理由

巻取り後の保管条件も、ブロッキング発生を左右する重要な要素です。ロールを縦置きで保管する場合と横置きで保管する場合では、自重のかかり方が異なります。横置きでは下側に荷重が集中し、局所的な圧締が強まることがあります。
長期間保管すると、材料は時間依存的に変形し、応力緩和と再分布が進みます。しかし、圧力下でのクリープ変形により層間接触が固定化されることもあります。保管時間が長いほど、密着状態が安定化し、剥離抵抗が増す傾向があります。
さらに、保管中の温度変動は材料の熱膨張や収縮を引き起こし、内部応力を変動させます。これらの要因が複合すると、巻取り直後には問題がなくても、出庫時にブロッキングが顕在化する場合があります。保管姿勢と期間の管理は、製造工程外であっても品質維持の観点から重要です。
◇巻取り時の空気量バランスと温湿度環境が密着性に及ぼす影響
巻取り時に層間へ取り込まれる空気量も、ブロッキング発生に影響します。適度な空気が層間に存在すると、クッション効果が働き、直接的な接触面積が抑制されます。しかし、ニップ圧が強すぎる場合や表面が平滑な場合には、空気が十分に保持されません。
その結果、層間が密着しやすくなります。また、周囲の温湿度環境も重要です。高温環境では材料が軟化し、圧力下での変形が進みます。高湿度条件では吸湿性材料が膨潤し、表面状態が変化します。これにより、層間の摩擦係数や粘着特性が変動します。
巻取り時の環境と保管環境が異なる場合、温度差による応力変化が密着を助長することもあります。空気量バランスと環境条件を適切に制御することは、ブロッキングリスク低減に直結します。ウェブハンドリング全体の安定化には、装置設定だけでなく周辺環境の管理も欠かせません。
周辺トラブルとの関連:しわ・弛み・巻締り・宙吊り保管

ウェブハンドリング現場では、ブロッキング以外にも多様な巻取りトラブルが発生します。しわや弛み、巻締り、保管方法の違いなどが複雑に絡み合い、品質へ影響を及ぼします。こちらでは、ブロッキングと周辺トラブルの違いや関連性について整理します。
◇巻締りによるウェブ表面ダメージとロール変形の発生プロセス
巻締りが過度に強い場合、ロール内部には高い半径方向応力が蓄積します。この圧力が持続すると、ウェブ表面は圧縮変形を受けます。特に塗工層を持つ材料では、表面に圧痕や光沢変化が生じやすくなります。さらに、圧力が不均一に分布すると、ロール外径が真円を維持できなくなります。
わずかな偏芯や楕円変形が発生すると、繰出し時に周期的な張力変動が起こります。この変動は加工精度に影響し、厚みムラや印刷ずれの原因になります。巻締りはブロッキングとは異なる現象ですが、過大な圧締という点で共通しています。
内部応力管理を怠ると、密着不良と形状不良が同時に進行する可能性があります。張力制御の適正化と巻硬度の確認が、両者の予防につながります。
◇宙吊り保管がもたらすロール変形と1回転周期で出る不具合

宙吊り保管はロールを軸方向で支持する方法です。この方法では接地による平坦変形を抑制できますが、支持部に荷重が集中します。長期間の保管では芯部にたわみが生じ、ロール内部の応力分布が変化します。その結果、外周に微小な偏肉が形成される場合があります。
繰出し工程では、この偏肉が1回転ごとに張力変動として現れます。加工機では周期的な振動や厚み変動として認識されることがあります。宙吊り保管は必ずしも不適切ではありませんが、ロール重量や径に応じた支持設計が必要です。
ブロッキングとは直接の原因は異なりますが、内部応力の再配分という観点では関連性があります。保管方法の選択は品質維持の一要素として慎重に検討する必要があります。
◇巻き巣・トンネリングなど積層変形とブロッキングが重なるケース
巻き巣やトンネリングは、層間に空隙や浮き上がりが生じる積層変形です。これらは巻取り張力不足や空気巻き込みの偏りによって発生します。一見すると圧力不足の問題に見えますが、空隙周辺では逆に局所的な圧締が生じる場合があります。
その部分で半径方向応力が高まり、ブロッキングが併発することがあります。つまり、同一ロール内で圧力不足と圧力過多が同時に存在する状態が生じます。トンネリングが進行すると、層間接触が不均一になり、剥離時の抵抗がばらつきます。
その結果、振動や異音が発生しやすくなります。積層変形とブロッキングは対照的な現象に見えますが、いずれも巻取り管理の不均衡から生じます。ロール内部の応力分布を均一に保つことが、複合トラブルの防止に不可欠です。
【あわせて読みたい】
▼ロールtoロールとは?生産性を高める技術とおすすめメーカーを徹底解説
ブロッキング現象の予防・改善方針と現場対策

ブロッキング現象は巻取り条件や保管環境の見直しによって予防できます。半径方向応力を適切に制御し、ロール内部の応力分布を整えることが重要です。こちらでは、現場で実践できる予防と改善の具体的な方針を解説します。
◇半径方向応力を抑えるための張力・ニップ条件最適化のポイント

半径方向応力を抑制するためには、巻取り張力の段階的な調整が重要です。巻始めと巻終わりで同一張力を維持すると、内層側へ過大な圧力が蓄積します。そのため、ロール径の増加に合わせて張力を徐々に低減するテーパー制御が有効です。
また、ニップ圧の設定も重要な要素です。過度なニップ圧は層間の空気を過剰に排出し、接触面積を増加させます。適度な圧力を維持することで、巻姿の安定と密着抑制を両立できます。さらに、巻硬度を定期的に測定し、内部応力の傾向を把握することが必要です。
張力制御装置の応答性やセンサー精度も確認し、数値と実際の巻姿に乖離がないかを検証します。半径方向応力を数値管理と実機確認の両面から抑える姿勢が、ブロッキング予防の基礎になります。
◇内層の支持力を保ちつつ外層をソフトに巻くための調整手順
ロールの安定性を確保するためには、内層に十分な支持力を持たせる必要があります。一方で外層を過度に締め付けると、密着が進みやすくなります。この両立を図るためには、巻始めではやや高めの張力で芯部を安定させ、その後ロール径の増加に応じて張力を緩やかに低減します。
こうした段階的な制御により、内層の崩れを防ぎつつ外層の圧締を抑えます。また、加減速時の張力変動を抑制することも重要です。急激な張力変化は局所的な硬巻きを引き起こします。巻取り速度と張力の協調制御を行い、均一な巻姿を形成します。
調整後は試験ロールを用いて剥離挙動を確認し、内外層で密着状態に差がないかを評価します。内層支持と外層緩和のバランスを意識した制御が、安定したロール品質につながります。
◇巻取り・保管方法を見直して空気量と荷重分布を整える工夫
巻取り時に適度な空気を層間に保持することは、密着抑制に有効です。ニップ圧を必要以上に高めず、表面粗度や速度条件を調整することで空気量の偏りを防ぎます。巻取り後の保管姿勢も重要な管理項目です。横置きの場合は接地面の変形を避けるため、支持面を広く確保します。
宙吊り保管では軸受け部のたわみを防ぐ設計が必要です。また、保管環境の温湿度を安定させることで、材料の軟化や吸湿変化を抑えます。急激な温度変化は内部応力の再分布を招くため注意が必要です。
ロール重量や径に応じて保管期間の目安を設定し、長期保管前には巻硬度の確認を行います。巻取りと保管を一体で見直すことが、空気量と荷重分布の均衡を保つ鍵となります。
◇材料設計と現場モニタリングによるブロッキング早期予防策
ブロッキング対策は装置条件だけでなく、材料設計の段階から検討することが望まれます。表面粗度を適度に確保し、密着しにくい表面構造を設計することでリスクを低減できます。塗工層のガラス転移温度や添加剤配合を最適化することも有効です。
現場では張力データや振動情報を継続的に記録し、異常傾向を早期に把握します。繰出し時の剥離音や周期的な張力変動を見逃さず、予兆段階で対応します。定期的に試験剥離を実施し、密着強度の変化を確認します。
材料特性と運転データを統合的に管理することで、ブロッキング発生前に対策を講じることが可能です。設計と運用を連携させる姿勢が、安定したウェブハンドリングを支えます。
【あわせて読みたい】
▼ウェブハンドリングとは?基礎知識からトラブル対策・最新技術まで徹底解説
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリングの課題は、張力制御やロール設計、搬送安定性など多岐にわたります。自社だけで解決が難しい場合は、専門メーカーへ相談することで最適な改善策が見えてきます。こちらでは、ウェブハンドリングの相談先としておすすめの企業を紹介します。
◇若水技研株式会社

若水技研株式会社は、ウェブハンドリング技術を軸に各種搬送装置や制御システムを手がける技術系企業です。張力制御装置や蛇行修正装置など、ウェブ搬送に関わる中核技術を自社で開発し、個別課題に応じた提案を行います。
単なる機器販売ではなく、現場の運転条件や材料特性を踏まえた改善提案を行う点が特徴です。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
既存設備の改造や制御見直しにも対応しており、ブロッキングやしわなど複合的なトラブルにも総合的に取り組みます。試験評価やデータ解析を通じて原因を可視化し、再発防止策まで一貫して支援する体制を整えています。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、各種工業用ローラの設計・製作を行う専門メーカーです。ウェブハンドリングにおいて重要な役割を担うガイドローラやニップローラ、特殊機能ローラなどを用途に応じて提供しています。
表面処理や材質選定を細かく調整し、搬送安定性や密着抑制に寄与する設計を行います。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
振れ精度やバランス管理にも力を入れており、高速搬送ラインにも対応可能です。既存ラインで発生するしわや蛇行、表面ダメージといった課題に対し、ローラ仕様の見直しという視点から改善策を提示します。装置メーカーと連携しながら最適な構成を検討できる点も強みです。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、エキスパンダーロールの専業メーカーとして知られています。エキスパンダーロールは、ウェブ幅方向に張力を均一化し、しわや弛みを抑制する重要部品です。同社は用途や材料特性に応じてゴム硬度や構造を最適化し、安定搬送を実現します。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
既設ラインへの後付け対応やカスタム設計にも柔軟に対応しており、実機条件に合わせた提案を行います。しわ改善や幅方向応力の均一化を通じて、ブロッキングの二次的発生リスク低減にも貢献します。長年の実績を基に、現場視点での具体的な改善策を提示できる企業です。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ

本記事では、ウェブハンドリングにおけるブロッキング現象の基礎から、発生メカニズム、周辺トラブルとの関連、現場での予防・改善方法まで紹介しました。ブロッキングは巻取り後の層間密着が原因で、外観不良や機能低下、張力変動や振動などの兆候を引き起こします。
半径方向応力や巻取り張力、ニップ圧、ロール径、材料特性、保管条件、環境要因が密接に関与するため、単一要因で解決できるものではありません。対策としては、張力やニップ圧の段階的制御、内層の支持と外層の緩和、空気量と荷重分布の管理、温湿度環境の安定化が有効です。
また、積層変形や巻締り、宙吊り保管など周辺トラブルとの関係も把握し、ウェブ搬送全体の視点で管理することが品質安定化につながります。現場での早期兆候の把握と数値管理を組み合わせることで、ブロッキングリスクを低減し、高品質な製造工程を維持できます。
ウェブ搬送における安定生産のためには、巻取りから保管までの総合的な管理が不可欠です。
この記事を読んでいる人におすすめ
