
ウェブハンドリングのトラブルを防ぐ!PID制御と張力管理の基礎知識
ウェブハンドリング設備では、わずかな張力変動や制御の乱れが、しわ・破断・テレスコープ・蛇行などの重大トラブルにつながります。特にロールtoロール工程では、張力は単なる数値管理ではなく「品質そのもの」を左右する重要因子です。
その安定化を支えるのがPID制御です。しかし、P・I・Dの役割を正しく理解しないまま調整すると、オーバーシュートや低周波ゆらぎ、制御干渉といった新たな問題を招くこともあります。
本記事では、ウェブハンドリングの現場で起こりやすいトラブル事例を交えながら、PID制御と張力管理の基礎知識をわかりやすく解説します。
目次
ウェブハンドリングと張力管理の基礎理解
ウェブ搬送では印刷、塗工、ラミネート、乾燥、スリットなど多くの工程が直列に並ぶため、搬送の安定性が生産全体の安定性を左右します。
材料は薄く柔軟であるため、力のかけ方や速度変化に敏感に反応します。したがって、単なる「回転制御」ではなく、張力・速度・位置を統合的に扱う必要があります。
ライン構成の基本
一般的なウェブラインは以下の要素で構成されます。
- 巻出し部
- 中間加工ゾーン
- 乾燥/冷却ゾーン
- 張力分離ゾーン
- 巻取り部
各ゾーン間で張力を独立に管理することで、工程ごとの安定化を図ります。このゾーン分割の考え方が、張力制御設計の基本になります。
張力が品質に与える影響
張力とは、ウェブを引っ張る力のことです。張力が低すぎるとたるみやシワが発生し、印刷見当ズレや塗工ムラを誘発します。高すぎると伸びや幅変化、最悪の場合は破断につながります。
さらに、材料のヤング率や厚み、幅、含水率によって最適張力は変化します。よって「一定値に保つ」だけでなく、「材料特性に合った一定値に保つ」ことが重要です。
張力と寸法安定性
印刷工程では、ウェブが伸びると見当ズレが発生します。特に多色印刷では数十ミクロン単位の精度が求められるため、張力変動は重大な不良原因になります。塗工工程でも、張力変化は膜厚ムラに直結します。
張力と巻品質
巻取り時の張力は、最終製品のロール品質を決定します。張力が高すぎると内層が圧縮されブロッキングが発生します。低すぎると巻緩みが生じ、輸送中に崩れる原因になります。巻品質は保管・後工程にまで影響します。
【あわせて読みたい】
Roll-to-Rollプロセスにおけるウェブハンドリングと張力管理の重要性
とは-8-1024x684.png)
Roll-to-Roll(R2R)プロセスは、フィルム、金属箔、不織布、紙などの連続シート材料をロール状で供給し、塗工・印刷・ラミネート・乾燥・スリットなどの加工を連続的に行い、再び巻き取る大量生産方式です。
Roll-to-Rollで扱う材料は薄く長尺で、柔軟性が高いため、わずかな張力変動や蛇行でも品質不良につながります。したがって、単にロールを回転させるだけでなく、「材料をどのような力で、どの速度で、どの軌道で搬送するか」を精密に制御する必要があります。
Roll-to-Roll特有の制御課題

Roll-to-Roll(R2R)ラインは、一見すると「ロールからロールへ材料を送るだけ」の構造に見えます。しかし実際には、時間とともに物理条件が変化し続ける非線形・多変数系です。ここに制御の難しさがあります。
制御的な問題点
Roll-to-Roll方式の生産ラインは、単一の工程で完結する装置ではありません。代表例である塗工プロセスでは、ウェブに機能層を形成するために、複数の工程が連続的に組み合わされています。
一般的な塗工ラインは、次のような工程で構成されます。
- 原反の繰出
- 塗工
- 乾燥
- 厚み・欠点検査
- ウェブの蓄積(アキュームレータ)
- 巻取り
同様に、プラスチックフィルム、紙、金属箔などの製造プロセスも、複数工程を直列に接続した構成をとっています。つまり、生産装置とは単体の機械ではなく、「連続工程全体で最適化されるべきシステム」です。
この連続システムを安定稼働させるうえで、最も重要な調整パラメータのひとつが張力です。
工程ごとに最適な張力が異なる理由
ウェブは各工程で異なる状態に置かれます。
- 塗工前は乾燥原反
- 塗工後は湿潤状態
- 乾燥後は収縮応力を含む状態
- 巻取り前は最終製品状態
それぞれで材料の弾性率、摩擦係数、表面状態が異なります。そのため、すべての工程で同一張力を適用することは適切ではありません。
たとえば、
- 塗工部で張力が高すぎると膜厚むらが発生する
- 乾燥部で張力が低すぎると蛇行が起きる
- 巻取り部で張力が不適切だと内部応力が不均一になる
このように、張力は単なる搬送条件ではなく、品質を決定づける調整パラメータです。
ウェブ製品ごとに物性や要求品質が異なる以上、張力も製品ごとに最適化されなければなりません。張力設定を適切に管理できるかどうかが、生産装置を「使いこなせているか」の指標になります。
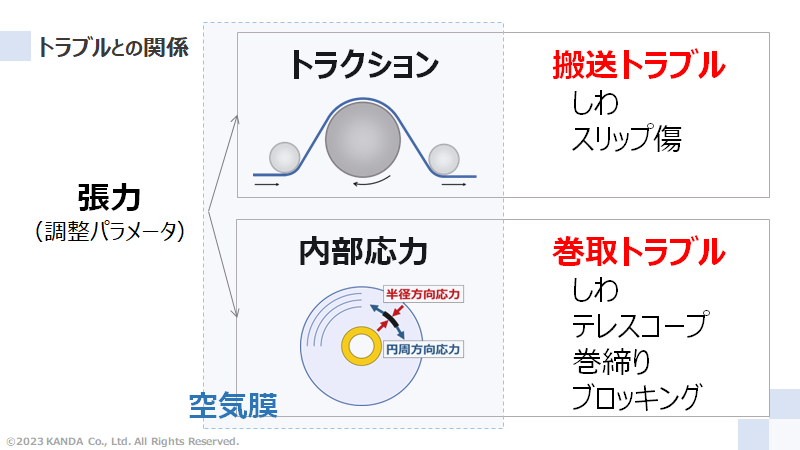
Roll-to-Rollプロセスのトラブルを左右する張力の本質的役割
張力は単にウェブを引っ張る力ではありません。ウェブハンドリングにおいて張力が担う役割は、大きく二つに分けられます。
- ウェブ搬送における「トラクション」の確保
- 巻取りにおける「内部応力」の形成
この二つを正しく理解することが、トラブル防止の出発点です。
ウェブ搬送におけるトラクション
トラクションとは、ウェブとガイドロール間の接触によって生じる摩擦駆動力のことです。
張力が適正であれば、
- ウェブはロールに十分に密着する
- 安定した摩擦力が得られる
- 滑りや蛇行が発生しにくい
しかし張力が不足すると、ウェブとロールの接触が不安定になり、以下のような問題が発生します。
- スリップ傷
- 蛇行
- 見当ズレ
- 塗工不良
一方で張力が過大であれば、材料伸びや破断リスクが高まります。つまり、トラクションを確保しながら材料に過負荷を与えない範囲で調整することが重要です。
巻取りにおける内部応力
巻取り工程では、張力がロール内部に蓄積される応力分布を決定します。
張力が適切であれば、
- 巻層間の密着が均一になる
- ロール形状が安定する
- 輸送時の変形が起きにくい
しかし張力設定が不適切な場合、次のようなトラブルが発生します。
- テレスコープ(軸方向ずれ)
- ブロッキング(層間密着)
- 巻締まり不良
- しわや座屈
巻取り品質は最終製品の外観と機能に直結するため、内部応力設計は極めて重要です。
張力と空気膜の密接な関係
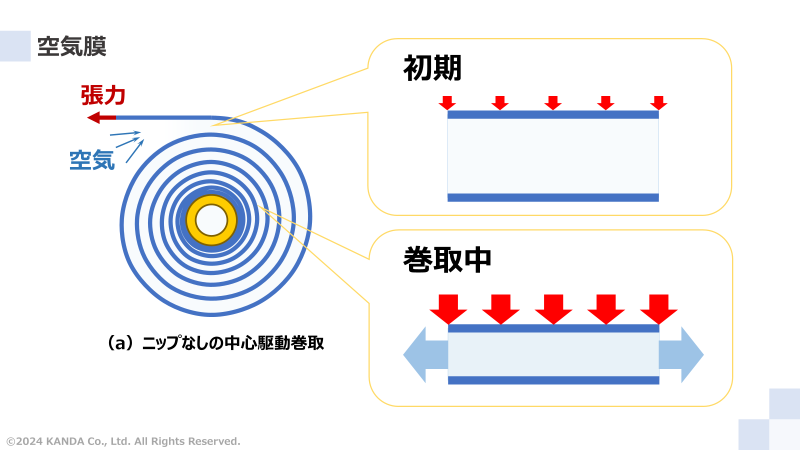
張力だけではウェブ挙動を完全には説明できません。高速搬送時には、ウェブとロールの間に形成される「空気膜」が大きな影響を及ぼします。
空気膜は、トラクションと内部応力の両方に関係する重要なパラメータです。
空気膜がトラクションに与える影響
搬送速度が上昇すると、ウェブとガイドロールの間に流入する空気量が増加します。
空気膜が厚くなると、
- ウェブがロールから浮き上がる
- 接触圧が低下する
- 摩擦係数が低下する
その結果、ウェブはエアホッケーのパックのように滑りやすくなります。
これにより発生する代表的なトラブルは、
- スリップ傷
- 蛇行
- 速度変動
- 塗工むら
です。
高速化が進む現代の生産ラインでは、空気膜制御を無視することはできません。
空気膜が巻取り内部応力に与える影響
巻取り工程でも同様に、空気膜は層間挙動に影響します。
空気が層間に過剰に残留すると、
- 層間摩擦が低下する
- 軸方向滑りが発生する
- テレスコープが起こる
逆に、空気が排出されすぎて密着しすぎると、ブロッキングが発生することがあります。
したがって、巻取りでは
- 張力設計
- 巻圧設計
- 速度設計
を組み合わせ、適切な空気排出条件を確保する必要があります。
張力と空気膜を統合的に設計する重要性
ウェブハンドリングにおけるトラブルは、単一要因ではなく、張力と空気膜の相互作用によって発生します。
- 張力が低い × 空気膜が厚い → スリップ増大
- 張力が高い × 空気排出不足 → 内部応力集中
- 高速搬送 × 不適切な接触角 → 浮き上がり
このように、両者は独立したパラメータではありません。
張力だけを最適化しても、空気膜条件が不適切であれば安定搬送は実現できません。逆に、空気膜設計を工夫しても張力が不適切であれば巻取り品質は確保できません。
【あわせて読みたい】
ウェブハンドリングをより効率化するPID制御

PID制御は、代表的なフィードバック制御方式のひとつです。温度制御、モーター制御、圧力制御、ロボット制御など、生産現場をはじめとする幅広い分野で採用されています。現在の産業制御の中核を担う基本技術といっても過言ではありません。
PID制御とは

PID制御とは、設定値(目標値)と現在値の差(偏差)をもとに、装置の出力を自動的に調整するフィードバック制御方式です。
ウェブハンドリングにおいては、主に次の制御対象で用いられます。
- 張力制御(ロードセルフィードバック)
- ダンサーロール位置制御
- 巻出し・巻取りトルク制御
- 速度同期制御
Roll-to-Rollラインでは、ウェブは常に動き続けています。しかも材料は薄く、弾性を持ち、長尺であるため、わずかな力の変動が品質に直結します。そのため、張力や速度を「一定に保つ」ための自動制御が不可欠です。その中心技術がPID制御です。
ウェブ張力制御におけるP・I・Dの役割
ウェブハンドリングにおけるPID制御を、張力制御を例に説明します。
P動作 ― 張力偏差に即応する
比例動作(P)は、目標張力と実張力の差に比例してトルクを補正します。
たとえば、
- 目標張力より低ければトルクを増やす
- 高ければトルクを減らす
という基本動作です。
P動作の特長は応答が速いことです。
張力が急に変動した場合、まず最初に反応するのが比例動作です。
しかし、比例制御だけでは「わずかなズレ」が残ることがあります。これが残留偏差(オフセット)です。
ウェブ搬送では、このわずかな偏差でも膜厚むらや見当ズレの原因になるため、Pだけでは不十分です。
I動作 ― 張力の残留偏差を除去する
積分動作(I)は、張力のズレが続く時間を累積して補正します。
たとえば、
- 張力がわずかに低い状態が続く
- P動作だけでは補正しきれない
このときI動作が徐々にトルクを増加させ、最終的に目標張力へ一致させます。
Roll-to-Rollラインでは、ロール径が変化するため、比例制御だけでは常にわずかなズレが生じます。I動作は、この径変化による定常誤差を補正する役割を担います。
ただし積分を強くしすぎると、
- 張力が振動する
- ハンチングが発生する
- ウェブが周期的に伸縮する
といった問題が起きます。
そのため、ウェブ張力制御では積分時間の設計が極めて重要です。
D動作 ― 張力変動を先回りして抑制する
微分動作(D)は、張力の変化速度に比例して補正を行います。
ウェブハンドリングでは、次のような急変が起こります。
- 加速開始時
- ロール継ぎ替え時
- 工程切替時
- 外乱衝撃
これらは張力の急激な変化として現れます。
比例制御だけでは、偏差が大きくなってから補正します。
しかし微分制御を加えることで、張力変動の傾向を検知した段階で先回り補正が可能になります。
その結果、
- オーバーシュート抑制
- 張力スパイク低減
- 立ち上がり安定化
が実現します。
ただし、ロードセル信号のノイズも増幅するため、過度な微分設定は禁物です。
チューニング実践例(P / I / D 設定手順)

PID制御は理論だけでなく、実機でどのようにパラメータを調整するかが最も重要です。
ウェブハンドリング設備では、張力制御・ダンサーロール制御・巻取りトルク制御などにPIDが使われていますが、ウェブの材質・幅・厚み・速度によって最適値は大きく変わります。
こちらでは、張力制御を例に、現場で実践しやすい基本的なチューニング手順を詳しく解説します。
Step 0:事前確認(必ず最初に行う)

チューニング前に必ず以下を確認します。
- ライン速度を一定に固定
- 張力目標値を通常運転値に設定
- ダンサーストロークの中央付近で安定するよう機械調整
- 巻径変化が少ない条件(中間径など)で実施
- 非常停止・張力上限アラームを設定
ウェブは柔らかく破断しやすいため、いきなり高ゲインを入れないことが鉄則です。
Step 1:まずはP動作のみで立ち上げる
まずは I と D を 0 にし、Pのみで挙動を確認します。
手順
- Pを小さな値からスタート
- 徐々にPを上げていく
- 応答速度と振動の有無を確認
観察ポイント
- 応答が遅い → P不足
- 目標値付近で細かく振動 → P過大
- 大きなハンチング(周期振動) → 明らかに過大
振動が出始める直前の70~80%程度を基準値とするのが実務では一般的です。
Step 2:I動作を追加する(オフセット除去)
Pで基本応答を作った後、定常偏差を除去するためにIを加えます。
手順
- 小さなIから開始
- 張力が目標値に収束するか確認
- 徐々にIを増やす
観察ポイント
- 張力が目標値より常に低い/高い → I不足
- ゆっくり大きく揺れる → I過大
- 一定周期で波打つ → 積分過多
ウェブラインではIを強くしすぎると低周波振動が発生しやすいため、最小限に留めるのがコツです。
Step 3:D動作で安定化を図る
Dは振動抑制やオーバーシュート低減に使用します。
手順
- 小さな値から付加
- 応答の滑らかさを確認
- ノイズ増幅が出ない範囲で微調整
観察ポイント
- オーバーシュートが減る → 適正
- 高周波ノイズが増える → 過大
- 制御出力がギザギザする → フィルタ不足
張力センサはノイズを含むため、Dを入れる場合はローパスフィルタ併用が実務では一般的です。
Step 4:巻径変化での再確認
巻取り工程では巻径増加に伴い系の慣性が変化します。
- 小径で安定しても大径で振動
- 巻終わりで張力波打ち
- コア付近で過制動
このため、
- ゲインスケジューリング
- 巻径フィードフォワード
- テーパテンション制御
などを併用することで、全域安定化を図ります。
【あわせて読みたい】
よくあるトラブルとPIDによる改善方法

Roll-to-Rollラインにおける張力制御は、わずかなパラメータの違いが品質に直結します。しわ、スリップ、テレスコープ、膜厚むらなどの多くは、機械構造だけでなくPID設定の不適合が引き金になります。
こちらでは、現場で発生しやすい代表的なトラブルと、その改善に有効なPID調整の具体例を解説します。
張力が周期的に振動する(ハンチング)
現象
張力トレンドを確認すると、目標値の周囲で周期的な振動が発生しています。ウェブには微細なしわが発生し、塗工ムラや巻取ロールの硬さの不均一が見られます。
主な原因
- Pゲインが高すぎる
- Dゲインが不足している
- 機械共振周波数付近で過敏に反応している
- センサノイズに過剰応答している
Pゲインが高すぎると、わずかな偏差に対しても大きな補正トルクを出力するため、オーバーシュートとアンダーシュートを繰り返す「ハンチング」が発生します。特に軽量ウェブや低張力条件では、機械系の剛性不足の影響も受けやすく、振動が顕著になります。
PID改善例
- IとDをゼロにしてPのみで動作確認します。
- Pゲインを徐々に下げ、振動が収まる範囲を確認します。
- Dゲインを少量追加し、応答の減衰を強化します。
- 必要に応じてローパスフィルタを追加します。
D成分は「ブレーキ」の役割を果たすため、振動抑制に有効です。ただし、ノイズ増幅の副作用があるため、フィルタ設計とのバランスが重要になります。
立ち上げ時に大きなオーバーシュート(目標値の超過)が出る
ライン起動時に張力が目標値を大きく超え、その後に戻ります。薄膜では破断、厚膜では伸び不良や幅縮みが発生することがあります。
主な原因
- Iゲインが大きすぎる(積分飽和)
- 初期偏差が大きい状態で積分が蓄積される
- フィードフォワード制御が不足している
I動作は偏差を積算するため、起動直後の大きな偏差を蓄積してしまい、過剰な出力を生むことがあります。これを「積分ワインドアップ」と呼びます。
PID改善例
- Iゲインを下げます。
- アンチワインドアップ機能を有効にします。
- 目標値を徐々に上げるソフトスタートを導入します。
- 起動時のみI動作を抑制する制御ロジックを追加します。
積分動作は定常偏差除去に不可欠ですが、常に強く設定すれば良いわけではありません。特に立ち上げ時の挙動確認が重要です。
張力が目標値に一致しない(残留偏差)
張力が目標値より常に低い、または高い状態で安定してしまいます。巻取ロールの硬さにばらつきが生じます。
主な原因
- Iゲインが小さすぎる
- 摩擦や負荷変動が大きい
- トルク制御のキャリブレーション不良
P制御のみでは理論上、定常偏差はゼロになりません。I成分が不足していると、負荷に打ち勝てず偏差が残ります。
PID改善例
- Iゲインを徐々に増加させます。
- 積分時間を短縮します。
- 張力センサの校正を確認します。
- フィードフォワード制御を併用します。
I成分を増やす際は、振動が発生しない範囲で慎重に調整することが重要です。
高速運転時にスリップ傷が発生する

ライン速度を上げるとウェブとガイドロール間でスリップが発生し、表面に擦り傷が発生します。
主な原因
- 応答遅れ(P不足)
- 空気膜増加によるトラクション低下
- D不足による遅れ補償不足
高速化により空気膜が厚くなり、摩擦係数が低下します。このとき制御応答が遅れると瞬間的な張力不足が発生し、スリップにつながります。
PID改善例
- Pゲインを適度に増加させます。
- Dゲインを追加し応答速度を向上させます。
- ゾーン分割制御を見直します。
- 速度依存ゲイン(ゲインスケジューリング)を導入します。
運転速度によって最適ゲインは変化するため、固定PIDでは限界がある場合もあります。
巻取りでテレスコープが発生する
テレスコープとは、巻き取られたウェブの層が軸方向(幅方向)に徐々にずれ、ロール側面が段差状に崩れる現象です。巻取り内部応力のバランスが崩れていることを意味し、張力制御、とりわけPID制御の状態が深く関係しています。
主な原因
- 張力変動が大きい
- 低周波ゆらぎ(I過多)
- トルク応答遅れ
巻取りでは微小な張力変動でもロール内部応力に影響します。低周波の張力ゆらぎはテレスコープを誘発します。
PID改善例
- Iゲインを減少させ低周波振動を抑制します。
- D成分を増加し変動を抑えます。
- 巻径に応じたトルク補正を強化します。
- 張力フィードバック分解能を向上させます。
巻径補正・空気対策・巻硬さ設計まで含めた総合設計がテレスコープ防止のポイントです。
ウェブ蛇行と張力不安定が同時に発生する
ウェブ搬送設備では、蛇行(横ずれ)制御と張力制御が同時に動作しています。通常は独立して安定化しますが、条件が悪いと両者が干渉し合い、蛇行と張力変動が同時に悪化する現象が発生します。
この状態では、
- ウェブが左右に振れ続ける
- 張力が周期的に上下動する
- ロール端面が波打つ
- しわや端部破断が発生する
といった複合トラブルになります。
特に高速運転時や薄膜材料では顕著に表れます。
主な原因
- 張力制御と蛇行制御の干渉
- 過度なP設定
- 応答帯域の不整合
複数の制御系が相互に影響し合うことで不安定現象が発生します。
PID改善例
- 張力制御の応答をやや緩める
- 蛇行制御との帯域分離を行う
- 制御優先順位を明確する
蛇行制御と張力制御が干渉すると、相互に振動を増幅し合い不安定現象が発生します。
帯域分離と制御優先順位の明確化による協調設計が安定化の鍵となります。
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリングは、印刷や塗工、フィルム加工など幅広い生産ラインで欠かせない技術です。安定した搬送や張力管理ができなければ、製品品質のばらつきやトラブルの原因となります。
こちらでは、ウェブハンドリングに関する技術支援や装置提案、解析サービスを提供するおすすめの会社を3社厳選して紹介します。
若水技研株式会社

若水技研株式会社は、微細溝加工ロールを中心に、ウェブ搬送に関わる課題解決を行う専門メーカーです。
ウェブ搬送系設備・部品の設計製作から、ロール表面の微細溝加工、微細エッジ処理仕上げまで多岐にわたり、ウェブ搬送ラインにおけるシワや巻取り状態の改善コンサルティング、既設設備のレトロフィットにも対応しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
同社の大きな特長は、実際のフィルムや運転条件を用いた性能確認テストが可能な点です。机上での検討だけでなく、実機による検証を通じて、マイクログルーブロールやマイクロビンガムロールの効果を事前に確認できます。
また、使用方法やロール配置についても豊富な導入実績に基づき具体的に提案し、導入後のミスマッチを防ぎます。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
株式会社KANDA

KANDAは、ウェブハンドリング理論と豊富な現場経験を活かし、安定した生産と現場力向上を支援する技術会社です。装置提案だけでなく、現場で再発しない仕組みづくりを重視しています。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
同社は数値シミュレーション技術や巻取解析ソフトを活用し、巻取りロール内部の応力やウェブ挙動を定量的に評価することで、品質のばらつきを抑え、トラブル要因を可視化します。これにより、最適な巻取条件を事前に設定でき、不良や再作業を減らしつつ、生産性向上とコスト削減を同時に実現できます。
株式会社KANDAの評判記事はこちら!
▼KANDAの評判は?ウェブハンドリング理論で現場課題を根本改善する技術支援の強み
カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、エキスパンダーロールの専門メーカーとして長い歴史を誇る企業です。これまで数多くの特許を取得し、製紙やフィルム分野を中心に豊富な導入実績を積み重ねてきました。長年の経験に基づく技術力を活かし、ウェブ搬送におけるシワや変形といった課題解決に取り組んでいます。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
同社では、フィルムや銅箔、アルミ箔などの加工ラインで発生する微細なシワを高精度で検出する監視装置「サイドバナー」を提供しています。凹凸10μm程度のわずかなシワも捉えることができ、低速から最大500m/minに及ぶ高速搬送ラインでも安定して稼働します。
シワの発生位置や状態、発生時刻を自動で記録する機能により、不良の原因追及や工程改善に活用できます。さらに、アラームやライン停止制御を組み合わせることで、連続した不良品の発生を防ぎ、歩留まりの向上にも大きく貢献します。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ
今回はウェブハンドリングにおけるPID制御と張力管理の基礎について解説しました。ウェブ搬送では張力の安定化が品質に直結し、巻取りや巻出し、ダンサーロール制御など各工程での適切な設定が不可欠です。
PID制御は比例・積分・微分の3つの要素を組み合わせ、張力の変動や外乱に対応する仕組みであり、各パラメータの役割を理解した上でチューニングを行うことが重要です。
また、テレスコープや蛇行、オーバーシュートなどのトラブル事例を踏まえ、P・I・Dの調整や巻径補正、制御帯域の分離などで改善が可能です。
ウェブハンドリングを安定化させるには、制御理論と現場観察を両立させ、張力と空気膜を含めた総合的な管理が欠かせません。ウェブ搬送の安定稼働や品質向上を目指す担当者の方は、本記事を参考にしてください。
