
ウェブハンドリング最適化による巻き品質改善|よくある巻取トラブルとその解決策
フィルムや紙、不織布などのウェブ製品において、巻取り工程は単なる最終仕上げではありません。巻取りは、これまでの加工条件や張力履歴を“ロール内部に蓄積する工程”であり、その出来栄えが後工程の安定性や最終製品の品質を大きく左右します。
しかし現場では、ブロッキング、しわ・弛み、巻締り、端面不良、保管中の変形といった巻取トラブルが後を絶ちません。
本記事では、よくある巻取トラブルの発生メカニズムを整理し、ウェブハンドリング最適化による具体的な改善策を分かりやすく解説します。
目次
巻き品質は歩留まりと収益に直結

巻取り工程は、生産ラインの最終工程であることが多いため、「単なるまとめ工程」と見なされがちです。
しかし実際には、巻取り品質は歩留まり・生産効率・顧客満足度、さらには企業収益に直結する極めて重要な工程です。こちらでは、巻き品質改善が経営課題に直結する理由を整理します。
巻取り不良がもたらす直接的損失

巻取り不良が発生すると、まず直面するのは歩留まりの低下です。
代表的な損失は以下の通りです。
- しわ発生による廃棄
- ブロッキングによる使用不可
- 巻締りによる表面傷
- 端面変形による物流不可
これらはその場で不良判定できるため、比較的対処しやすい側面があります。
しかし問題は、それだけにとどまりません。
後工程で顕在化する“遅延型不良”
より深刻なのは、後工程で初めて顕在化する不良です。
例えば以下のようなケースがあります。
- ラミネート工程での密着不良
- スリット工程での蛇行・寸法ばらつき
- 印刷工程での見当ズレ
- 打ち抜き工程での寸法変動
これらの原因を追跡すると、巻取り時に蓄積された内部応力に行き着くことが少なくありません。
内部応力が偏在しているロールは、繰り出し時に
- テンション変動
- 層間スリップ
- 局所的伸縮
を引き起こします。
その結果、加工精度が乱れ、最終製品の品質に影響します。
BtoB取引における信用リスク

BtoB取引では、顧客側工程で不良が発生すると原因特定が困難になります。
特に以下の状況では注意が必要です。
- 顧客設備との相互作用で発生する不具合
- 保管期間を経て顕在化する変形
- 温湿度条件による応力再分布
このようなケースでは、自社責任の有無にかかわらず、
- 品質クレーム
- 返品対応
- 追加調査コスト
- 信頼低下
へと発展する可能性があります。
巻き品質の安定は、単なる工程管理ではなく、
品質保証体制の根幹を支える戦略テーマなのです。
【あわせて読みたい】
代表的な巻取トラブル1|ブロッキング
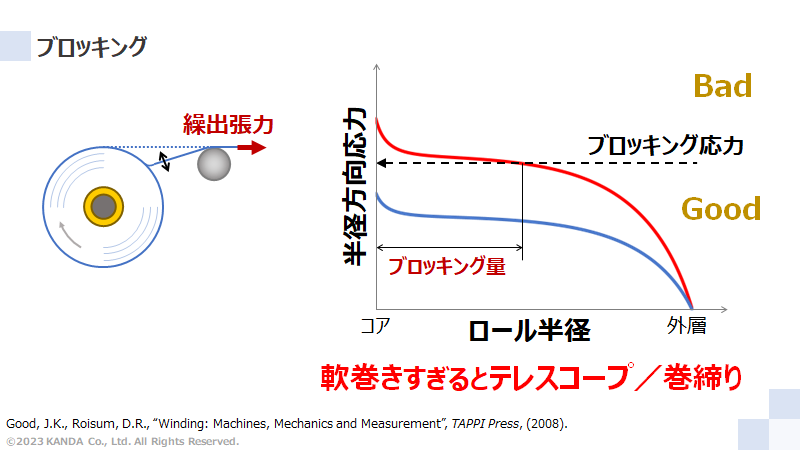
ブロッキングとは、ロール内部の層同士が過度に密着し、剥離時に貼り付いたような状態になる現象を指します。外観上は問題がなくても、繰り出し工程で初めて異常として顕在化するケースが多く、後工程トラブルの原因となりやすい代表的な巻取不良です。
ブロッキングの主な発生要因
ブロッキングが発生する背景には、主に以下の要因があります。
- 過大な巻締り(半径方向応力の過多)
- 高温環境での保管
- フィルム表面の粘着性
- 表面粗さ不足
- ニップ圧過多による空気排出過剰
特に半径方向応力が高すぎる場合、層間圧力が上昇し、微視的な接触面積が増加します。その結果、分子レベルでの密着が進行し、剥離抵抗が増大します。
現場で確認すべき診断ポイント
ブロッキングを疑う際には、以下の点を確認します。
- 剥離時に異音があるか
- 表面転写や光沢ムラが発生していないか
- 保管温度履歴
- 巻始め部の剥離抵抗
これらを記録することで、巻取り条件との因果関係が見えてきます。
改善の基本方針
ブロッキング対策は応力低減が基本です。
- テーパーテンションの最適化
巻径増加に応じた張力低減を再設計します。 - ニップ圧の見直し
初期密着を確保しつつ過圧を避けます。 - 保管環境の管理
高温多湿環境では粘着傾向が増すため、温湿度管理が重要です。 - 表面処理の検討
アンチブロッキング剤やエンボス処理も選択肢となります。
ブロッキングは“締めすぎ”のサインです。巻取り設計の再検討が根本対策となります。
代表的な巻取トラブル2|しわ・弛み
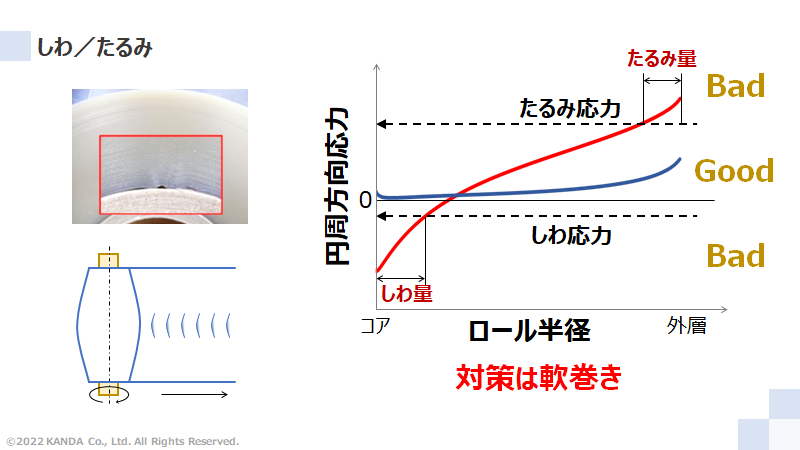
しわや弛みは、巻取りトラブルの中でも最も視覚的に確認しやすい不具合です。しかし、その発生原因は単純な張力不足や蛇行だけではなく、ロール内部で形成された応力分布の不均一に起因します。
しわは単独要因ではなく、張力制御・材料特性・ガイド精度が複合的に影響した結果なのです。
しわ発生の主なメカニズム
しわが発生する典型的なメカニズムは以下の通りです。
- 幅方向張力分布の不均一
- ニップロール平行度不良
- フィルム厚みムラ
- 蛇行による斜行巻取り
- 空気巻き込みによる局所浮き
幅方向にわずかな張力差が存在すると、応力の低い部分が座屈し、波状変形が生じます。特に薄膜・高弾性フィルムでは臨界座屈応力が低いため、わずかな差でもしわに発展します。
弛みが発生する条件
弛みはしわと似ていますが、より広範囲に張力が不足している状態です。以下の条件で発生しやすくなります。
- 巻径増加に対する張力低減過多
- テーパーテンション設計の誤り
- 層間摩擦不足
- 保管中の応力緩和
ロール内部で層間スリップが発生すると、円周方向応力が低下し、弛みが形成されます。これは繰り出し時の張力変動や蛇行の原因にもなります。
現場診断のポイント
しわ・弛みを診断する際には、以下の観点が有効です。
- しわの位置(中央/端部/巻始め)
- 発生タイミング(巻取り直後/保管後)
- 端面硬度分布
- 幅方向テンション測定結果
これらを体系的に記録することで、単なる“現象対処”ではなく“応力設計見直し”へと発展させることが可能になります。
改善の基本方針
改善の鍵は、幅方向応力均一化と座屈防止設計です。
- 張力制御精度向上
ロードセル精度向上や制御応答性の見直しが有効です。 - ニップ条件の最適化
過大圧力は逆効果となるため、接触幅を意識した設計が重要です。 - ウェブガイド調整
蛇行補正精度の改善により斜行巻取りを防止します。 - 材料特性の再評価
弾性率・摩擦係数を考慮した巻取り設計が必要です。
しわ対策は「張力を上げる」ではなく、「応力を均一にする」という発想転換が求められます。
【あわせて読みたい】
代表的な巻取トラブル3|宙吊り保管トラブル
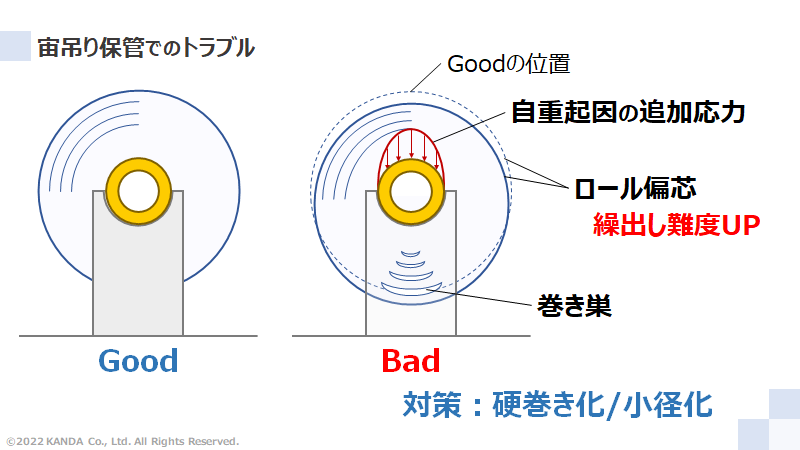
宙吊り保管は床面接触を避けられるため、端面損傷や偏荷重を防げるという利点があります。しかし一方で、ロール内部では「巻取り時とは異なる応力状態」が形成されるというリスクを抱えています。
そのため、宙吊り保管トラブルは、「巻取りは正常だったのに後工程で問題が出た」というケースの代表例です。
宙吊り保管で発生しやすい代表的不具合

宙吊り保管に起因する典型的なトラブルは以下の通りです。
- ロール下部の圧縮潰れ
- 端面の楕円変形
- コア近傍の応力集中
- 層間スリップによる弛み
- 繰り出し張力の周期変動
ロール下部では半径方向応力が増加し、上部では円周方向応力が低下します。このアンバランスが内部構造を不安定化させます。特に重量ロールでは、数日間の保管でも顕著な変形が進行することがあります。
応力再分布の理論的背景
宙吊り状態では、ロールに作用する荷重は重力のみですが、その影響は単純ではありません。
- 半径方向応力の増加
ロール下部に圧縮荷重が集中し、層間圧力が上昇します。 - 円周方向応力の緩和
上部では引張応力が低下し、弛みが形成されます。 - 摩擦係数変化
圧縮により接触面積が増加し、摩擦状態が変化します。
さらに時間経過に伴い、材料はクリープ変形を起こします。ポリマー材料では特に顕著で、応力緩和と再集中が繰り返されます。このダイナミックな変化が、巻取り時には想定していなかった内部応力状態を生み出します。
現場での診断・評価ポイント
宙吊り保管トラブルを未然に防ぐためには、保管前後の比較評価が重要です。
- 保管前後のロール硬度分布測定
- 端面変形量の定点観測
- 保管期間と変形量の相関分析
- ロール重量別の変形傾向把握
これらを数値化し、許容保管期間を設定することが重要です。感覚的な判断ではなく、データベース化された管理が再発防止につながります。
改善の基本方針
宙吊り保管対策は「保管を前提とした巻取り設計」が基本です。
- 巻硬度の適正化
過硬巻きは下部圧縮を助長します。巻径ごとの応力設計を見直します。 - 保管方法の併用
長期保管時は横置き支持を併用するなど、荷重分散を検討します。 - コア強度の再確認
コア圧縮強度不足は事故につながるため、安全率設計が不可欠です。 - 保管環境管理
温度上昇は材料弾性率を低下させ、変形を促進します。
巻取り工程は出荷時点で完結するものではありません。保管・物流まで含めた一貫設計こそが、安定品質の前提条件となります。
代表的な巻取トラブル4|巻締り
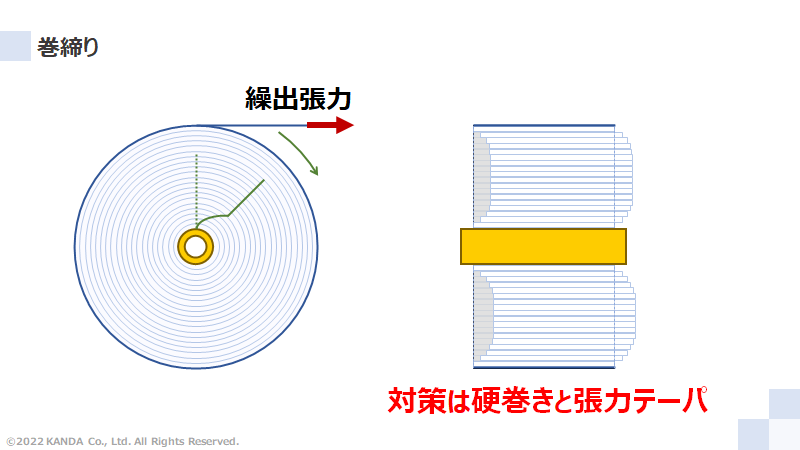
巻締りは、ロール内部に過大な半径方向応力が蓄積された状態を指します。外観上は整った端面を呈していることが多く、一見すると良好な巻取りに見える点が特徴です。しかし内部では応力が過剰に蓄積されており、後工程で急激な応力解放が起こることで重大トラブルに発展します。
巻締りが引き起こす代表的二次トラブル
巻締りは単独不良ではなく、他のトラブルの起点となります。
- ブロッキング発生
- コア潰れ・変形
- スリット時の蛇行
- 繰り出し張力急変
- 印刷・ラミネート工程での見当ズレ
内部応力が高い状態では、層間摩擦が過大となり、微小な外力でも応力解放が急激に進行します。
巻締りの発生要因
巻締りは主に設計要因で発生します。
- 巻始め張力過大
- テーパーテンション不足
- ニップ圧過多
- 材料弾性率の過小評価
- 巻径制御遅れ
特に巻始め部で高張力を与えた場合、その応力はコア近傍に蓄積され、巻径増加後も残留します。この初期設計の誤りが全体不良につながります。
巻締りの定量評価方法
巻締りは感覚では判断できません。定量評価が不可欠です。
- 端面硬度測定(半径方向分布)
- 巻径ごとの張力履歴分析
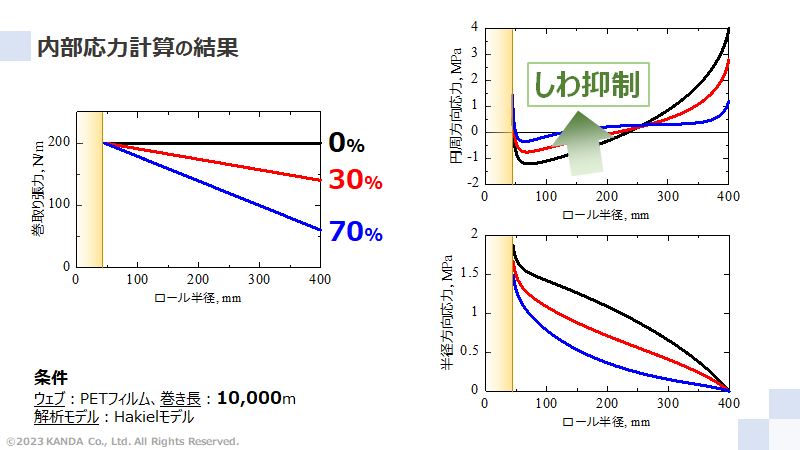
- ロール内部応力シミュレーション
- 半径方向圧縮強度試験
特に端面硬度のばらつきは、内部応力分布を推定する有効な指標です。数値管理を徹底することで再発防止設計が可能になります。
改善の基本戦略
巻締り対策の本質は「応力を設計すること」です。
- テーパーテンション再設計
巻径増加に応じた張力減衰率を再検討します。 - ニップ圧の最適化
初期密着を確保しつつ過圧を避けます。 - 応力解析モデル導入
理論モデルを活用し、半径方向応力の上限値を設定します。 - 巻始め設計の見直し
初期張力とコア剛性のバランスを再評価します。
経験則による微調整では限界があります。巻締り対策は理論設計への移行が重要です。
【あわせて読みたい】
ウェブハンドリング最適化で巻き品質を改善
ウェブハンドリング最適化とは、単に蛇行を抑えることではありません。張力、ニップ圧、巻径制御、幅方向均一性を統合的に設計し、材料特性に適合した応力分布を形成することです。こちらでは、巻き品質を改善するための具体的な考え方と実践ポイントを整理します。
巻き品質を左右する内部応力設計
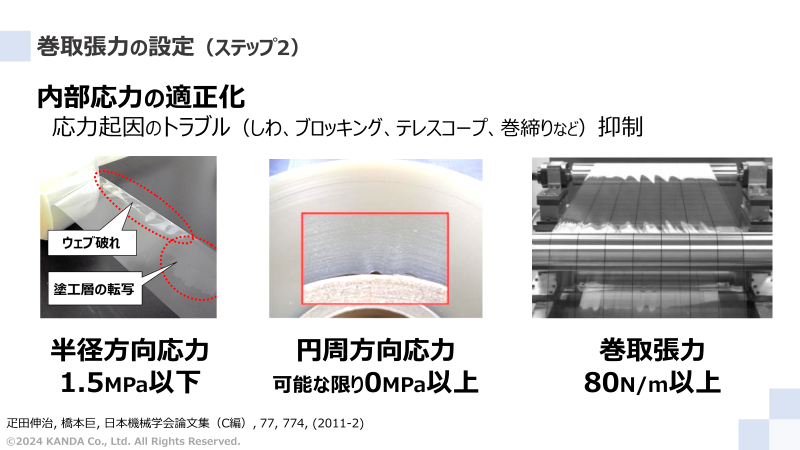
巻き品質の本質は、ロール内部に形成される半径方向応力と円周方向応力のバランスにあります。応力が適切に分散されていれば、層間密着は安定し、繰り出し時のテンション変動も抑えられます。反対に、応力が偏在すると外観異常や後工程トラブルにつながります。
巻締りと弛みの両極リスク
応力設計が不適切な場合、主に次のような問題が発生します。
- コア近傍の過密巻きによる巻締り
- 外層部の弛みや空隙形成
- 幅方向張力差による端面不良
- 加減速時の応力ピークによる局所硬化
重要なのは、「締まりすぎ」と「緩みすぎ」は表裏一体であるという点です。張力を下げすぎれば弛みが発生し、上げすぎれば巻締りになります。したがって、単純な強弱調整ではなく、時間軸と巻径変化を考慮した設計が求められます。
テーパーテンションの重要性
巻径が増加すると、内部応力は自然に蓄積します。そのため張力を一定に維持するのではなく、巻径に応じて段階的に低減させるテーパーテンション設計が有効です。
- 巻始め:密着確保のため適正張力
- 中間域:安定維持
- 巻終わり:応力緩和
この三段階設計により、半径方向応力の過剰上昇を防ぎ、均一なロール形成が可能になります。
ニップ圧と幅方向制御の最適化
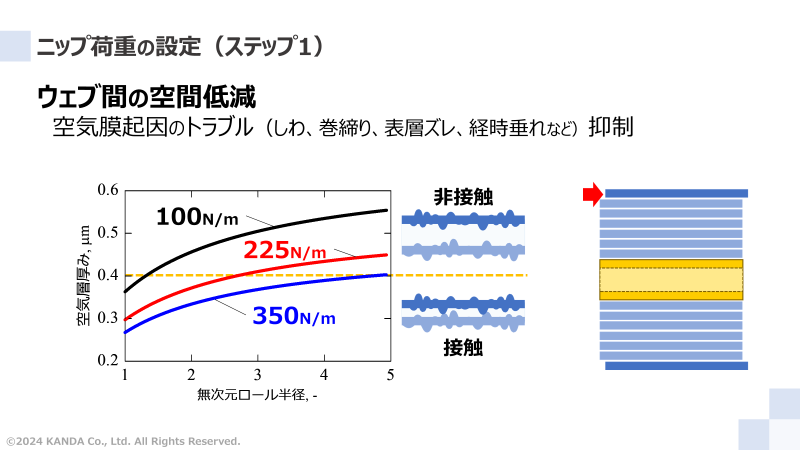
張力だけでなく、ニップ圧や幅方向の均一性も巻き品質に大きく影響します。これらを独立ではなく連動要素として捉えることが重要です。
ニップ圧の適正バランス
ニップ圧は層間スリップ防止に不可欠ですが、過剰設定は巻締りやブロッキングの原因になります。特に巻始めで過度な圧力を与えると、コア近傍に高密度層が形成され、後の応力分布に悪影響を与えます。
理想は巻径連動型の圧力制御です。巻始めはやや高め、巻径増加とともに徐々に低減させることで、全巻域でバランスの取れた応力形成が可能になります。
幅方向張力均一化
幅方向の張力差は端面不良や蛇行の起点になります。以下の管理が有効です。
- 展開ロールの適正配置
- エッジガイド精度向上
- ロールクラウン管理
- スリット条件との整合
幅方向均一性を確保することで、端部のみ硬い・柔らかいといった偏在を防止できます。
データ活用による現場改善の実践

張力やニップ圧の設定値を理論通りに決めたとしても、その効果が安定して再現されなければ意味がありません。経験や勘に頼った微調整は即効性がある一方で、担当者が変わると再現できないという課題を抱えがちです。だからこそ、数値で状態を把握し、変化を可視化する仕組みづくりが重要になります。
巻硬度の定量管理
巻硬度の測定は、ロール内部応力を“見える化”する有効な手段です。端面硬度を定点で測定し、半径方向・幅方向にプロファイル化することで、応力分布の傾向を客観的に把握できます。
例えば、次のような傾向が確認できます。
- コア近傍のみ硬い → 初期張力過多
- 外層部が硬い → 巻径後半の張力過多
- 幅端のみ硬い → 張力分布不均一
- 中間層に硬度ピーク → 加減速時の張力変動影響
このように硬度分布を分析すれば、「どのタイミングの条件が影響しているのか」まで推定可能になります。重要なのは、単発測定で終わらせないことです。
定期測定を実施し、ロットごとの標準値や許容範囲を設定することで、異常の早期発見と未然防止が実現します。トラブル発生後に測るのではなく、“正常時のデータを蓄積する”ことが安定運用の鍵となります。
張力履歴の記録と分析
巻取り中の張力は常に一定ではありません。特に以下の場面では変動が生じやすくなります。
- 起動・停止時
- 加減速時
- スプライス直後
- 巻径切替ポイント
これらの瞬間的なピークやディップは、ロール内部に局所的な応力偏在を生み、後の巻締りや弛みの原因となります。そこで有効なのが張力履歴のログ化です。正常ロールのデータを基準として保存し、トラブル発生ロールと比較することで、どのタイミングでどの程度の差が生じているのかを数値で把握できます。
「なんとなく不安定だった」という曖昧な認識ではなく、「加速区間で15%の張力ピークが発生している」といった具体的な事実に落とし込むことで、対策の精度は飛躍的に向上します。再現性のある改善は、必ずデータに裏付けられています。
工程横断的フィードバック

巻取りは最終工程であると同時に、後工程品質の起点でもあります。スリット工程での蛇行、印刷工程でのテンション乱れ、ラミネート時の層間スリップなどは、巻取り条件が影響しているケースも少なくありません。
そのため、後工程からのフィードバックを巻取り条件へ反映させる仕組みを構築することが重要です。例えば、
- スリット不良発生ロットの巻硬度確認
- 印刷テンション変動ロットの張力履歴分析
- 保管後変形ロールの応力分布再評価
といった工程横断的な情報連携により、部分最適ではなく全体最適の視点で改善が進みます。
データを部門ごとに分断せず、ライン全体で共有することが、真のウェブハンドリング最適化につながります。理論・現場・データを結び付けることで、巻取り工程は経験依存型から科学的管理型へと進化し、安定した巻き品質を継続的に実現できるようになります。
ウェブハンドリングが相談できるおすすめ会社3選
フィルムや紙、不織布などのウェブ製品において、シワ・蛇行・巻締り・端面不良といったトラブルは避けて通れない課題です。しかし実際の現場では、「どこに相談すればよいのか分からない」「装置メーカーと材料メーカーの間で原因が曖昧になる」といった声も少なくありません。
こちらでは、ウェブハンドリングに関する課題を専門的に相談できる企業を3社ご紹介します。
若水技研株式会社

若水技研株式会社は、微細溝加工ロールを中核技術とするウェブ搬送分野の専門メーカーです。単なるロール製作にとどまらず、ウェブ搬送ライン全体の課題解決に対応している点が大きな特長です。
同社は、ウェブ搬送系設備・部品の設計製作から、ロール表面の微細溝加工、微細エッジ処理仕上げまで一貫対応。シワや空気巻き込み、巻取り不良といった問題に対し、ロール構造と配置の両面から改善提案を行います。既設設備のレトロフィットにも対応しており、大規模なライン更新を行わずに性能向上を図れる点も魅力です。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
特筆すべきは、実際のフィルムや運転条件を用いた性能確認テストが可能なことです。机上検討だけでなく、実機による検証を通じてマイクログルーブロールやマイクロビンガムロールの効果を事前に確認できます。導入後の「想定と違う」というミスマッチを防ぎやすく、安心して検討を進められます。
さらに、豊富な導入実績に基づき、使用方法やロール配置についても具体的に提案。理論と実績の両面から支援できる点が強みです。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、エキスパンダーロールの専門メーカーとして長年の歴史を持つ企業です。製紙・フィルム分野を中心に多くの特許を取得し、豊富な納入実績を築いてきました。
エキスパンダーロールは、ウェブの幅方向テンションを均一化し、シワを防止する重要部品です。同社は長年の技術蓄積を活かし、材料特性やライン条件に応じた最適仕様を提案。単なる製品供給ではなく、現場課題に即したカスタマイズ対応が可能です。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
また、同社の監視装置は、シワの発生位置・状態・発生時刻を自動記録できる点が特長です。不良発生のタイミングを可視化できるため、原因追究や工程改善に役立ちます。アラームやライン停止制御と組み合わせることで、不良の連続発生を防止し、歩留まり向上にも大きく貢献します。
「シワ対策を体系的に強化したい」「現場での見える化を進めたい」という企業に適したパートナーといえます。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
株式会社KANDA

株式会社KANDAは、ウェブハンドリング理論と豊富な現場経験を融合させた技術支援会社です。装置単体の提案にとどまらず、「再発しない仕組みづくり」を重視している点が大きな特長です。
同社は数値シミュレーションや巻取解析ソフトを活用し、巻取りロール内部の応力状態やウェブ挙動を定量的に評価します。これにより、感覚や経験に頼らない条件設計が可能となり、品質ばらつきの抑制やトラブル要因の可視化が実現します。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
例えば巻締りや端面硬化といった問題に対しても、内部応力分布を解析し、最適な張力プロファイルやニップ条件を事前に設定。結果として不良削減と再作業低減を同時に達成できます。生産性向上とコスト削減を両立させたい企業にとって、有力な選択肢となります。
株式会社KANDAの評判記事はこちら!
まとめ

ウェブハンドリング最適化による巻き品質改善と、よくある巻取トラブルの原因・解決策について解説しました。
巻締りやしわ、ブロッキング、端面不良といった問題は個別に発生しているように見えても、その多くはロール内部応力のバランス崩れに起因しています。
張力のテーパーテンション設計、巻径連動型ニップ圧制御、幅方向張力の均一化、そしてデータに基づく条件管理を組み合わせることで、巻取り工程は安定化し、品質のばらつきや再発トラブルを大幅に低減できます。
巻取りを単なる最終工程ではなく「品質を形成する設計工程」として再定義し、工程全体の整合性を高めることが重要です。自社ラインの改善検討にぜひ参考にしてください。
