
ウェブハンドリングの基礎から学ぶ巻取り理論とトラブル防止の考え方
フィルムや紙の巻取り工程では、しわや巻ズレ、ブロッキングなど、見た目や品質に直結するトラブルが発生しやすく、現場では経験や勘に頼った調整が行われがちです。
しかし条件が厳しくなるほど、その場しのぎの対応では限界が見えてきます。安定した巻取り品質を実現するためには、巻取り中にロール内部で何が起きているのかを理論的に理解し、数値で整理する視点が欠かせません。
この記事では、巻取理論の基本から条件最適化の考え方、現場での活かし方までを、ウェブハンドリングの視点でわかりやすく解説します。
目次
巻取り品質を考えるうえで欠かせない「巻取理論」
フィルムや紙を巻き取る工程では、「しわ」「ずれ」「内層潰れ」など、見た目や品質に影響するトラブルが起こりがちです。これらを感覚だけで調整するのではなく、内部で何が起きているかを数値で捉える考え方が巻取理論です。
その中でも代表的なのが、Hakiel(ハキール)モデルと呼ばれる理論です。
◇Hakielモデルとは
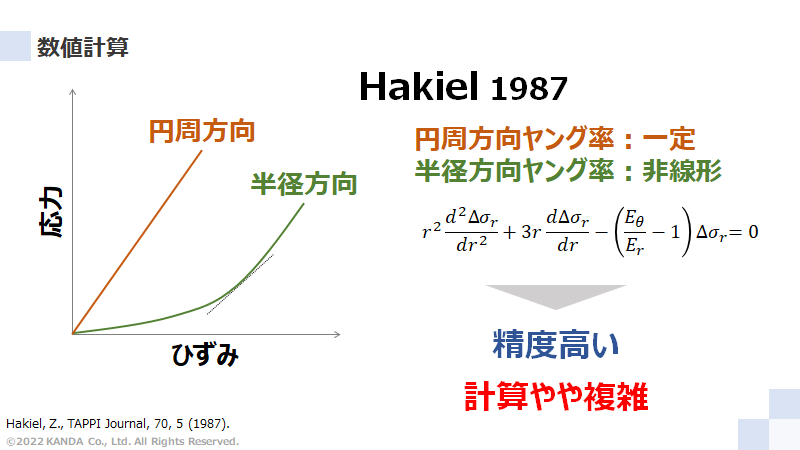
Hakielモデルは1987年に提唱された、巻取り時のロール内部応力を計算するための理論モデルです。それまでの理論では扱いきれなかった「フィルム表面の微細な凹凸」や「圧縮時の挙動」を考慮した点が特徴で、現在の巻取理論の基礎として広く使われています。
このモデルでは、巻取ロールを理想的な円筒として考え、材料の厚みや幅は一定、巻取りも安定している状態を仮定します。現実のすべてを再現するわけではありませんが、複雑な現象を整理し、理解しやすくするための土台として非常に有効です。
◇巻取りを「薄い円筒の積み重ね」として考える
Hakielモデルでは、ウェブをスパイラル状に巻くのではなく、薄い円筒が一層ずつ重なっていくイメージで捉えます。最初の1層目がコアに巻かれ、次の層がその上に重なり、さらにその上に…という具合です。
新しい層が巻かれるたびに、その張力によって内側の層が押されることになります。この「押される力」がロール内部応力であり、しわや潰れ、巻ズレの原因になります。
◇ヤング率の考え方と測り方
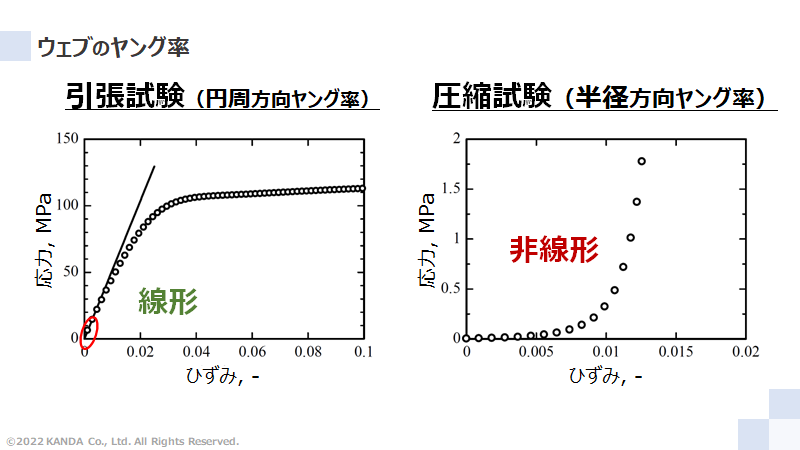
モデル計算に必要なのが、ウェブのヤング率(硬さ)です。これは引っ張ったときの硬さ(円周方向)と、押しつぶしたときの硬さ(半径方向)で分けて考えます。引張試験からは、巻取り方向のヤング率を取得できます。
一方、圧縮試験では、厚み方向のヤング率を評価します。特に重要なのは、半径方向は応力によって硬さが変わるという点です。そのため、Hakielモデルでは円周方向は一定、半径方向は応力に応じて変化する値として扱います。
◇内部応力の計算イメージ
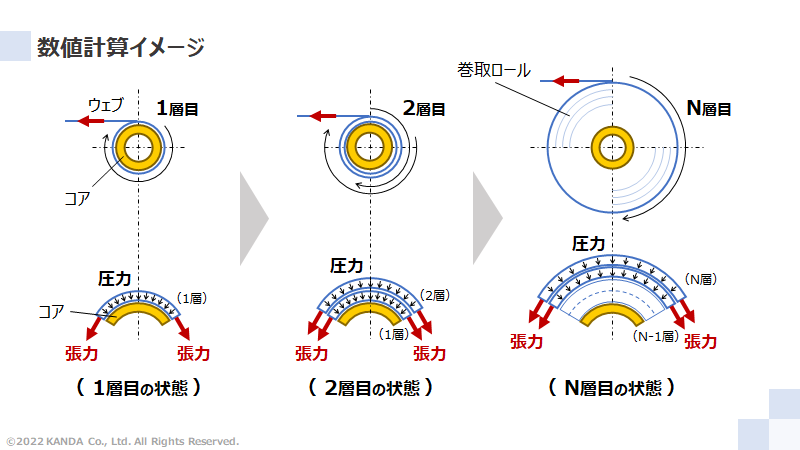
巻取りが進むと、最外層で発生した圧力が、内側の層へと順番に伝わっていきます。ただし、影響は内側に行くほど弱くなります。そのため、内部応力は単純な足し算ではなく、積み重なり方を考慮した計算が必要になります。
この考え方を使うことで、「どの位置に、どれくらいの力がかかっているか」を見える化できます。
◇数値計算から分かること
たとえば、PETフィルムを一定張力で巻き取った場合、計算結果からは最内層の半径方向応力が最も大きいことが分かります。巻きが進むにつれて全体の応力は増えますが、内層ほど増加量は小さくなります。
一方、円周方向では、内側の層ほど圧縮されていく傾向が現れます。これは「巻いた後も状況が変化している」ことを示しており、巻取り後の品質変化を考えるうえで重要なポイントです。
◇巻取理論を使うメリット
内部応力を数値で把握できると、なぜトラブルが起きているのかを論理的に説明できるようになります。また、張力や巻取り条件を変えた場合の影響も比較できるため、トラブルが起きにくい条件を事前に検討することが可能です。
重要なのは、数値そのものよりも、現象と応力の関係を読み解く視点です。Hakielモデルは、そのための強力な道具として、現場改善に役立ちます。
巻取条件の最適化とは
巻取り工程では、「表層ズレを防ごうとするとブロッキングが出る」「しわを抑えると今度は巻締りが起きる」といったように、複数のトラブルがトレードオフの関係になることが少なくありません。そのため、経験だけに頼った条件設定では限界があります。
ここでは、ニップあり・中心駆動巻取を前提に、数値シミュレーションを活用して合理的に巻取条件を決める基本的な考え方を紹介します。
◇巻取条件設定の基本方針
巻取条件の最適化は、大きく3つのステップで考えます。
まずステップ1では、ニップ荷重によって空気層の厚みを調整し、ウェブ同士が適切に接触する状態を作ります。これにより、空気膜が原因となる表層ズレや巻締り、保管中の垂れといったトラブルを抑えます。
次にステップ2で、巻取張力を調整し、ロール内部の応力状態を整えます。ここでは、しわやブロッキング、テレスコープなど、内部応力が原因となるトラブルのリスクを下げることが目的です。
最後のステップ3では、設定した条件で実機テストを行い、実際の挙動を確認します。この工程により、問題が出た場合に「条件が原因か」「装置が原因か」を切り分けやすくなります。
◇想定する巻取条件の事例
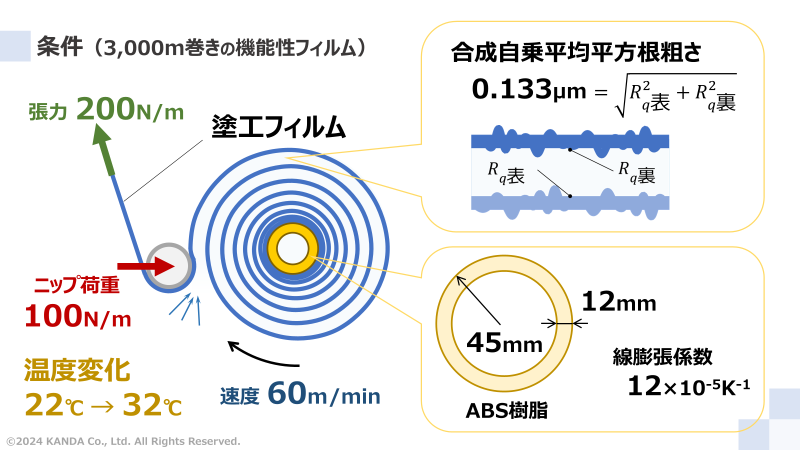
今回の想定では、高機能フィルムを量産ラインで初めて巻き取る場面を考えます。フィルムは厚み50μm、幅1,500mmで、機能層を塗工した材料です。コアは3インチのABSコア、巻取速度は60m/min、巻き長は3,000mとします。
初期条件としては、過去に似た製品で安定していた実績を参考に、ニップ荷重100N/m、巻取張力200N/mから検討をスタートします。また、海外輸送後に保管温度が10℃上昇することも、あらかじめ分かっている前提条件です。
◇ステップ1:ニップ荷重で空気層を整える
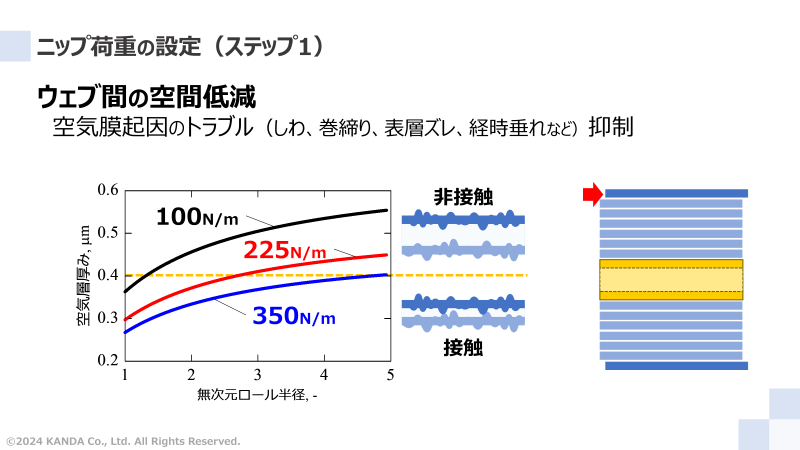
最初に確認するのは、ロール外層に残る空気層の厚みです。空気層が厚すぎると、ウェブ同士が十分に接触せず、表層ズレが起きやすくなります。
数値計算の結果、ニップ荷重100N/mでは巻取りの大半の領域でウェブ間が非接触状態になることが分かりました。そこでニップ荷重を段階的に上げていくと、350N/mで全域が接触状態になると判断できます。この結果から、ニップ荷重は350N/mに設定します。
ニップ荷重増加による別の影響
ただし、ニップ荷重を上げればそれで終わり、というわけではありません。ニップ荷重を100N/mから350N/mに上げると、半径方向応力が増加し、円周方向応力はより圧縮側に寄ることが分かります。
これは、ブロッキングやしわといった内部応力起因のトラブルが起きやすくなる状態です。つまり、空気膜トラブルは減る一方で、別のリスクが高まることになります。
◇ステップ2:巻取張力で内部応力を調整する
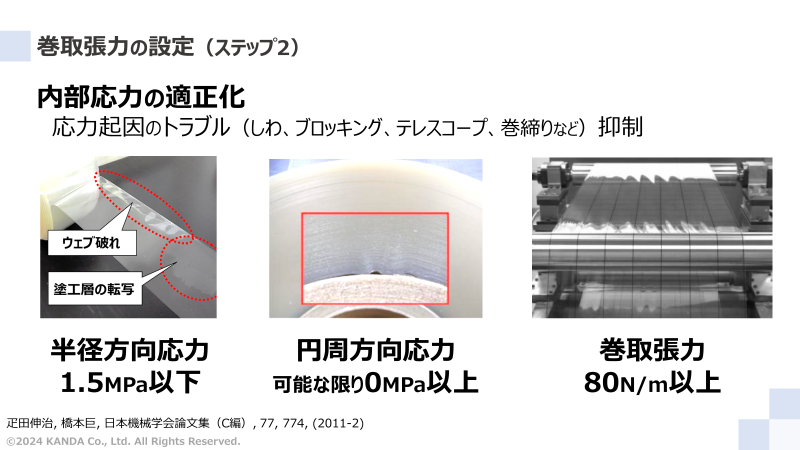
そこで次に行うのが、巻取張力の調整です。ここでは、以下の制約条件を設定します。
- 半径方向応力が1.5MPaを超えるとブロッキングが発生
- 円周方向応力はできるだけ0MPa以上を維持してしわを抑制
- 上流側の安定搬送のため、張力は80N/m以上
この条件のもとでシミュレーションを行うと、張力を200N/mから140N/mに下げることで応力が緩和され、さらに80N/mまで下げると、温度上昇後もブロッキングが発生しない状態にできることが分かりました。
数値シミュレーションで導いた最適条件
以上の検討から、今回の事例では以下の条件が最適と判断できます。
- ニップ荷重:100N/m → 350N/m
- 巻取張力:200N/m → 80N/m
この条件であれば、空気膜による表層ズレを防ぎつつ、ブロッキングやしわといった応力起因のトラブルも同時に抑制できます。
現場で活かすための考え方
重要なのは、「空気層はニップ荷重で調整する」「内部応力は巻取張力で調整する」と役割を分けて考えることです。現場で試行錯誤する場合でも、ニップを上げて問題が出たらすぐ元に戻すのではなく、その状態を前提に張力側で調整する方が、安定した品質に近づきやすくなります。
数値シミュレーションは、現場の判断を助ける“地図”のような存在です。感覚と理論をうまく組み合わせることで、巻取条件の最適化はより確実なものになります。
【あわせて読みたい】
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
◇ステップ3:試作テストでの検証と巻取条件の再設定
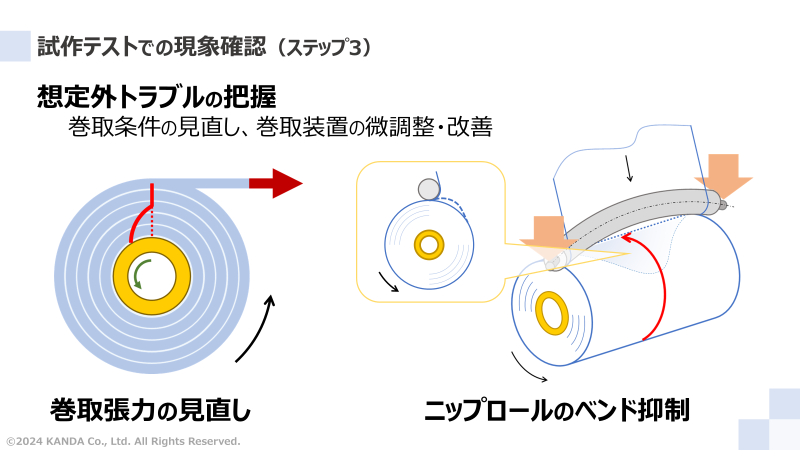
ステップ3では、試作テストで実際に何が起きたかを確認し、条件をどう見直すかに焦点を当てます。理論上は問題なく見えても、実機では別のトラブルが顔を出すことがあります。その差を埋める工程が、この検証と再設定です。
試作テストで現場に現れたトラブル
設定した条件で試作テストを行ったところ、二つのトラブルが確認されたとします。一つは巻締りです。本来ならきれいに積み重なるはずの内層が、巻取り方向にずれてしまい、塗工層が傷んだり、ロール端面が乱れたりします。これでは輸送や次工程で使えません。
もう一つは流れ方向シワです。ニップ荷重を高くしすぎると、ニップロールがわずかにたわみ、中央部に空気が溜まります。その結果、フィルムが進行方向に沿って波打つようなしわが発生します。現場で見ると、ロール中央がふくらんで見えるのが特徴です。
トラブルに応じた考え方の切り分け
このような場合、原因ごとに対策を分けて考えることが重要です。流れ方向シワについては、湾曲しにくいニップロールへ変更するのが基本的な対応になります。
一方、巻締りは張力が関係する内部の力バランスが原因です。フィルム同士が滑ろうとする力に対し、摩擦が足りないことで起きるため、張力条件の見直しが有効になります。
巻取張力を再設定するという選択
そこで、巻取張力を再調整します。従来はロール径に関係なく一定の80N/mとしていましたが、再設定では巻取り初期を高め、徐々に下げていくテーパ巻きを採用します。具体的には、開始時を120N/mとし、巻き進むにつれて張力を下げていく形です。
巻取り初期に張力を高くすることで、内層側の押さえが強まり、層間の摩擦が確保されます。一方、後半で張力を下げることで、張力によって滑ろうとする力を抑える狙いがあります。
再設定後の状態をどう評価するか
再設定した条件で計算すると、半径方向の力は以前より大きくなり、巻締りの改善が期待できます。
また、温度が上昇した場合でも、ブロッキングが起きにくい範囲に収まることが確認できます。円周方向の力は内層でわずかにマイナスになりますが、この程度であれば実用上は許容できると判断します。
巻取条件だけに頼らない発想も大切
それでも、すべてのトラブルを条件設定だけで解決できるとは限りません。薄膜や高平滑フィルムでは、調整幅そのものが非常に狭くなります。その場合は、軽微なトラブルを許容し、致命的な問題を優先する、温度環境やコア仕様を見直す、フィルム設計側で巻取りやすさを高めるといった選択肢も考える必要があります。
巻取りの最適化は、生産技術だけで完結するものではありません。装置設計、材料開発、さらには次工程の担当者と連携しながら、全体で良いロールを作る視点が、これからますます重要になっていくでしょう。
【あわせて読みたい】
▼ウェブハンドリングの基礎知識|ロールtoロール工程・搬送装置で起こりやすい課題と対策
巻取方式を理解することがトラブル防止の第一歩

ウェブを安定して巻き取るためには、材料や品質要求に合った巻取方式を選ぶことが欠かせません。巻取装置にはいくつかの方式がありますが、なかでも多くの生産ラインで採用されているのが中心駆動巻取です。
ここでは、中心駆動巻取の基本的な考え方と、その代表的な種類、それぞれの特徴を現場目線で整理します。
◇中心駆動巻取とは
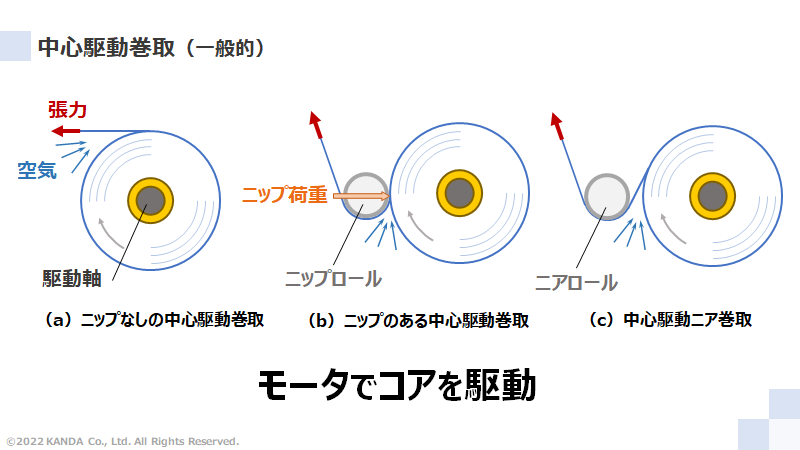
中心駆動巻取は、コア(巻芯)そのものを回転させてウェブを巻き取る方式です。ウェブには張力を与えながら巻き付けるため、張力管理が品質を左右します。
巻取方式は駆動方法によって、中心駆動、表面駆動、併用駆動に分けられますが、今回は中心駆動に絞って解説します。
中心駆動巻取は構成の違いによって、さらに三つのタイプに分類できます。ニップのない方式、ニップのある方式、そして中心駆動ニア巻取です。
ニップのない中心駆動巻取の特徴
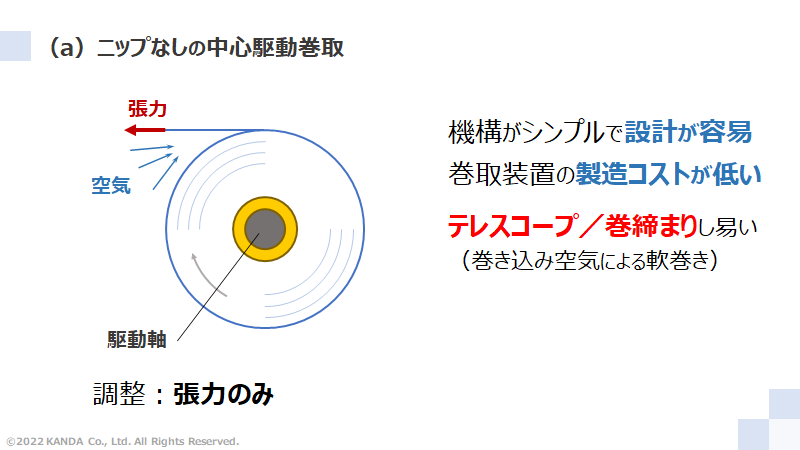
ニップのない中心駆動巻取は、最もシンプルな構成の方式です。ウェブは張力だけでコアに巻き取られ、調整項目も基本的には張力のみとなります。装置構造が簡単でコストを抑えやすく、扱いやすい点がメリットです。
一方で、巻取り中に周囲の空気を巻き込みやすく、巻き上がったロールが柔らかくなりがちです。その結果、型崩れや巻締りといったトラブルが起こりやすくなります。軽量材料や品質要求が比較的緩やかな製品では問題になりにくいものの、安定性には注意が必要です。
ニップのある中心駆動巻取の特徴
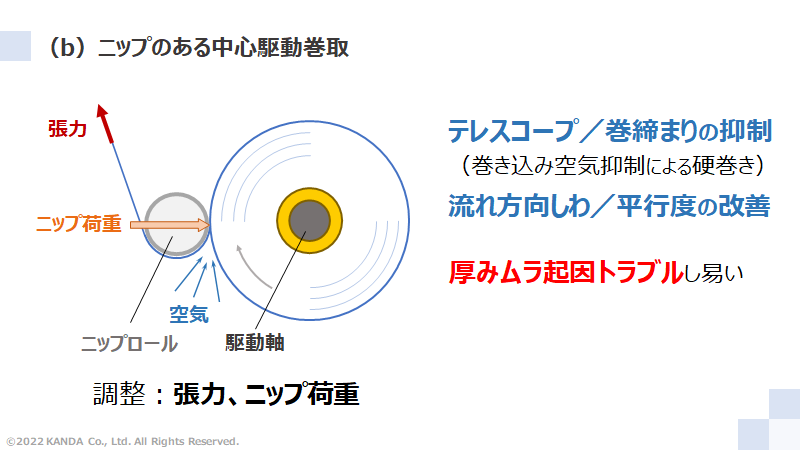
ニップのある中心駆動巻取では、ニップロールと呼ばれる非駆動ロールを巻取ロールに押し当てる構成になります。張力に加えてニップ荷重を与えることで、巻き込み空気を抑え、しっかりと締まったロールを作ることができます。
この方式は、ロール形状をきれいに保ちやすく、しわや芯ずれの改善に効果的です。現場では「巻き姿が良くなる」と実感されることも多いでしょう。ただし、厚みムラのある材料では力が不均一にかかりやすく、逆にトラブルを招く場合があるため、調整には慎重さが求められます。
中心駆動ニア巻取の特徴
中心駆動ニア巻取は、巻取ロールとニアロールのすき間を一定に保つ方式です。ロール径が大きくなるにつれて、巻取軸やニアロールが移動し、常に同じ距離を維持します。
この構成により、巻き込み空気を適切に制御でき、ウェブ搬送のばらつきが原因となる流れ方向のしわを抑える効果があります。ミスアライメントの改善にも有効で、繊細な材料を扱うラインで選ばれることの多い方式です。調整項目は張力とロール間ギャップが中心になります。
◇トラブル改善で意識したい現場の視点

ここまで紹介した特徴は、装置が理想的な状態で動作していることが前提です。しかし実際の現場では、ロールの偏芯や摩耗、芯出し不良などが少なからず存在します。例えばニップロールのゴムが摩耗していると、均一に当たらず片当たりを起こすことがあります。
理論通りにいかない場面こそ、現場での観察が重要です。巻き姿や接触状態をよく確認し、必要に応じて調整や小さな改造を行うことで、理論を現実に近づけていくことが、安定生産への近道といえるでしょう。
【あわせて読みたい】
▼スリッターとは?ロールtoロール工程や加工現場で欠かせないスリット加工
ウェブハンドリングメーカーおすすめ3選
ウェブハンドリング技術は、フィルムや紙、金属箔などの安定搬送と品質確保を支える重要な基盤技術です。装置や部材の選定を誤ると、トラブルや歩留まり低下につながります。
ここでは、現場での実績と技術力に定評のあるウェブハンドリングメーカーを厳選してご紹介します。
◇若水技研株式会社

若水技研株式会社は、微細溝加工ロールに特化した技術メーカーです。マイクログルーブロールを主力製品とし、フィルム・金属箔・紙などの搬送工程で起こりやすいスリップやシワ、スクラッチといった課題の解消に取り組んできました。
材料の特性や製造ラインの構成、運転条件まで踏み込んだ分析を行い、搬送・張力制御・巻取りを含むウェブハンドリングを総合的に提案できる点が大きな特長です。実機テストによる事前検証や、性能を数値で明確に示す設計力によって、導入後の効果を具体的に可視化しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
さらに、超音波クリーナーを活用した清浄化技術を組み合わせることで、品質の安定化や歩留まり向上にも貢献。現場視点を重視した実践的な提案力を強みとするメーカーです。
若水技研株式会社の評判記事はこちら!
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、1899年創業の歴史を誇る老舗ローラーメーカーです。1923年には「SK式ゴムローラー」で特許を取得し、印刷用ゴムローラー分野の草分け的存在として業界の発展を支えてきました。独自性の高い技術力は「技術のカツラ」と称され、長年にわたり高い評価を受けています。
印刷用途をはじめ、各種工業分野に対応する高機能ローラーを幅広く展開し、耐熱性・耐摩耗性・耐溶剤性など、用途ごとに求められる性能ニーズにも柔軟に対応しています。また、ゴム生地の開発から製品化までを一貫して行う生産体制と、継続的な研究開発を通じて、環境に配慮した製品づくりにも注力しています。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
国内にとどまらず海外からも高い信頼を獲得しており、世界市場で評価されるローラーメーカーとして確かな地位を築いています。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダーは、フィルム・金属箔・製紙分野におけるシワ対策に特化した、エキスパンダーロール国内シェアNo.1のメーカーです。長年にわたり多種多様なシート材料を扱ってきた経験と蓄積されたノウハウをもとに、製造工程で発生するシワや弛みに対して最適な解決策を提供してきました。
同社の製品は、単にシワを除去するだけでなく、製造品質の安定化や歩留まりの向上にも大きく貢献します。「現場で使いやすい製品」を追求し、従来の枠にとらわれない開発姿勢を貫いている点も特長です。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
導入前の検討段階から導入後のフォローまで一貫して現場に寄り添った対応を行い、コンバーティング業界を支えるインフラ的存在として、継続的な技術革新に取り組んでいます。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
▼カンセンエキスパンダーの評判は?エキスパンダーロールの特長と製品ラインアップを徹底解説
まとめ

本記事では、フィルムや紙の巻取り品質を左右する「巻取理論」を軸に、トラブルを論理的に理解し、最適な条件を導く考え方を解説しました。
Hakielモデルを用いることで、巻取り中にロール内部で発生する応力を数値として把握でき、しわ・ブロッキング・巻ズレといった現象を感覚ではなく理屈で捉えられるようになります。また、ニップ荷重と巻取張力の役割を切り分け、空気層と内部応力を別々に調整することが、合理的な条件設定の鍵であることも示しました。
さらに、試作テストによる検証やテーパ巻きなどの再調整、巻取方式ごとの特徴を理解する重要性にも触れています。巻取り最適化は条件設定だけで完結するものではなく、装置・材料・環境を含めたウェブハンドリング全体を俯瞰する視点が、安定した品質と再現性の高い生産につながります。
この記事を読んでいる人におすすめ
▼スリッターとは?ロールtoロール工程や加工現場で欠かせないスリット加工
