
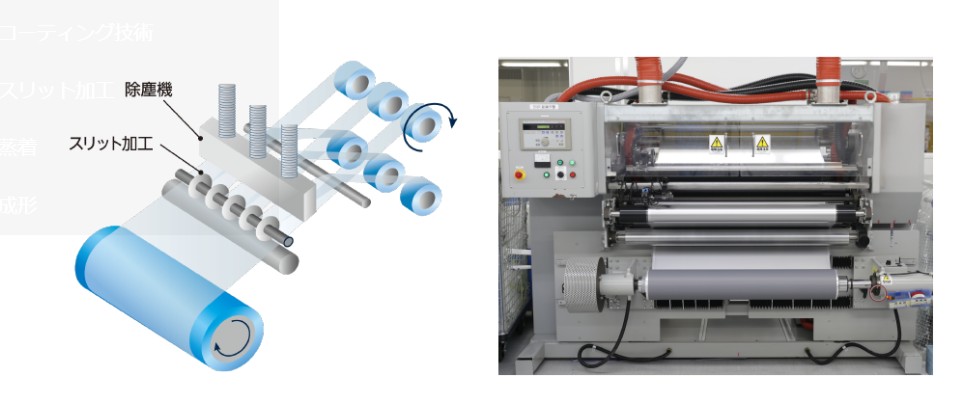
ウェブハンドリングとロールtoロール工程でのスリット加工の最適化

ロールtoロール(R2R)工程は、フィルムや紙、不織布などのウェブ材料を連続的に加工する生産方式として、多くの製造業で活用されています。材料をロール状のまま搬送しながら加工できるため、高い生産効率を実現できる点が特徴です。
一方で、張力制御やウェブ搬送が不安定になると加工精度が低下し、品質トラブルにつながる可能性があります。特にスリット加工は、材料幅の精度や巻取り品質に直接影響する重要な工程です。
本記事では、ロールtoロール工程におけるスリット加工の役割や加工方式の種類、発生しやすいトラブルと対策、さらに高速ラインに対応するスリッターの選び方について詳しく紹介します。
目次
ロールtoロール工程におけるスリット加工の役割とは
ロールtoロール(R2R)工程は、フィルムや紙、不織布などのウェブ材料を連続的に加工する製造方式として、多くの産業分野で採用されています。高速連続生産を実現できる一方で、張力や搬送の安定性が品質を左右する重要な要素になります。
こちらでは、R2R工程の基礎として連続生産性や張力制御、スリット加工の役割について解説します。
◇R2Rの連続生産性
ロールtoロール工程は、巻き出しロールから材料を供給し、加工や印刷、ラミネートなどの処理を行いながら巻き取る連続生産方式です。材料を一枚ずつ加工する方式と比較すると、停止を伴わない加工が可能なため、生産効率を大きく向上させることができます。
フィルム加工、ラベル印刷、電子材料製造などの分野では、R2R工程によって長尺材料を連続的に処理し、大量生産を安定して行える体制が整えられています。設備の高速化や自動化が進むことで、ライン速度は年々向上しており、生産能力の強化やコスト削減にもつながっています。
また、R2R工程では加工装置がライン上に連続して配置されるため、工程間の搬送効率が高い点も特徴です。材料をロール状態のまま加工することで段取り替えを減らすことができ、生産ライン全体の稼働率を高める効果があります。
こうした特性により、R2R工程は高効率で大量生産を実現する製造方式として広く活用されています。
◇張力制御の重要性

R2R工程では、材料がロール状で連続搬送されるため、ウェブと呼ばれる帯状材料の張力を適切に管理することが重要です。張力が不安定になると材料が蛇行したり、伸びやシワが発生したりする可能性があります。こうしたトラブルは加工精度や製品品質に直接影響を与えます。
張力制御は、巻き出し装置や搬送ローラー、巻取り装置などの各工程で調整されます。ロードセルや張力センサを用いて材料の状態を常に監視し、制御装置によって張力を一定に保つことで、安定したウェブ搬送を実現できます。
ウェブハンドリングの安定化は、印刷精度やラミネート品質だけでなく、後工程で行われるスリット加工にも大きく関わります。張力が安定していない状態ではスリット位置がずれたり、切断面の品質が低下したりすることがあります。
そのため、張力制御はR2R工程全体の品質を支える基盤となる重要な要素です。
◇スリット加工の位置づけ
スリット加工は、幅広いウェブ材料を所定の幅に切断する工程であり、R2Rラインにおいて重要な役割を担っています。加工された材料はそのまま次の工程へ送られるため、スリット精度が製品の品質や後工程の安定性に大きく影響します。
例えば、ラベルやフィルム製品の製造では、広幅ロールを複数の細幅ロールに分割することで用途に応じたサイズの製品を作ることができます。スリット工程で正確に幅調整を行うことで、後工程の巻取りや加工を安定して行うことが可能になります。
また、スリット加工では切断面の品質も重要なポイントです。バリやダストが発生すると、印刷不良や異物混入などの原因になる場合があります。適切な刃物の選定や張力管理を行うことで、安定したスリット品質を維持することができます。
◇生産性向上の必然性

近年の製造業では、生産性向上と品質安定を両立することが重要な課題となっています。R2R工程は連続加工によって高い生産効率を実現できますが、その効果を最大化するためには各工程の最適化が欠かせません。
特にスリット加工は、材料幅を調整するだけでなく、ライン全体の処理能力や製品品質に影響を与える工程です。既存のロールtoロール解説記事やウェブハンドリングの記事でも、安定した搬送と正確な加工が生産性向上の鍵であると説明されています。
R2R工程の高速化が進む現在では、張力制御や位置制御を含めたウェブハンドリング技術がますます重要になっています。スリット加工を適切に管理することでライン停止のリスクを減らし、安定した連続生産を実現することができます。
こうした理由から、スリット加工はR2R工程の効率化を支える不可欠な工程として位置づけられています。
【あわせて読みたい】
スリット加工の種類と特徴
ロールtoロール(R2R)工程では、ウェブ材料を用途に応じた幅へ切断するスリット加工が重要な役割を担っています。材料の種類や厚み、加工速度によって適切な切断方式は異なり、方式選定を誤ると品質トラブルにつながる可能性があります。
こちらでは、代表的なスリット加工の種類と、スリット位置管理や張力管理、バリやダストを防ぐための管理ポイントについて解説します。
◇スリット加工の種類と特徴
R2R工程で使用されるスリット加工にはいくつかの方式があり、材料特性やライン条件に応じて使い分けられています。切断方式の違いは切断面の品質や加工速度に影響するため、適切な方式を選定することが重要です。代表的なスリット加工方式は以下の通りです。
| 種類 | 仕組み | 用途 |
|---|---|---|
| シアカット | 丸刃で材料を挟み込み剪断する方式 | 一般素材のスリット加工 |
| レイザー | 回転する刃を材料に当てて切断する方式 | 薄膜・フィルムなどの加工 |
| 押し切り | ギロチンのように刃を押し込んで切断する方式 | 厚みがあり硬い材料 |
シアカットは上下の丸刃を組み合わせ、ハサミのような剪断作用で材料を切断する方式です。フィルムや紙、不織布など多くの一般素材に対応できるため、最も広く使用されています。切断面がきれいに仕上がりやすく、高速ラインにも対応できる点が特徴です。
レイザー方式は、回転する刃を材料に押し当てて切断する方法です。構造が比較的シンプルで、薄膜フィルムやラミネート材料などの柔らかい材料に適しています。刃物交換が容易であるため、段取り替えが多い生産ラインでも運用しやすい方式です。
押し切り方式は、固定された刃で材料を押し切るギロチン型の切断方法です。厚みのあるシートや硬質材料など、剪断が難しい材料に適しています。切断時の負荷が大きいため、装置の剛性や張力管理が重要になります。
◇スリット位置管理
スリット加工では、材料を正確な幅に切断するためにスリット位置の管理が欠かせません。わずかな位置ずれでも巻取り時の幅誤差や製品不良につながるため、高精度な位置制御が求められます。
一般的なR2Rラインでは、エッジガイド装置を用いてウェブの位置を自動制御します。センサが材料端部の位置を検出し、ガイドローラーを微調整することでウェブの位置を安定させます。この制御により、スリット位置は±0.1mm程度の精度で管理することが可能です。
位置管理が不十分な場合、材料が蛇行してスリット幅が不均一になることがあります。さらに、巻取り工程で幅ずれが拡大し、最終製品の寸法精度にも影響を与える可能性があります。そのため、エッジガイドや位置制御装置を適切に調整し、ライン全体でウェブの位置を安定させることが重要です。
◇張力管理基準

R2R工程では、ウェブ材料の張力を一定に保つことで安定した搬送と高品質な加工を実現できます。張力が適切でない場合、材料の伸びやシワ、巻取り不良などが発生し、スリット品質にも影響を与えます。
一般的なフィルム加工ラインでは、張力の目安として10〜75N/m程度の範囲で制御されることが多く、材料の種類や厚みによって最適な設定値が決まります。張力はロードセルや張力センサで計測され、制御装置による閉ループ制御によって自動調整されます。
閉ループ制御では、センサから取得した張力データをリアルタイムで制御装置にフィードバックし、巻き出しモーターや巻取りモーターの速度を調整します。この制御によってライン全体の張力を安定させ、スリット加工時の切断品質を維持することができます。
◇バリ・ダスト対策チェックリスト

スリット加工では、切断時に発生するバリやダストが品質トラブルの原因になることがあります。特にフィルムや電子材料などの精密製品では、微細な異物が製品性能に影響する場合もあります。そのため、スリット工程では日常的な点検と管理を行うことが重要です。
主な対策として、以下のチェック項目を定期的に確認することが推奨されています。
・刃交換
刃物が摩耗すると切断面が粗くなり、バリや粉塵が発生しやすくなります。定期的に刃物の状態を確認し、適切なタイミングで交換することが重要です。
・張力均一
張力が不安定な状態では材料が振動し、切断面の品質が低下する可能性があります。ライン全体の張力を均一に保つことで、安定した切断品質を維持できます。
・ガイド点検
エッジガイドや搬送ローラーの位置がずれると、材料の蛇行が発生しやすくなります。定期的な点検と調整によって、ウェブの搬送状態を安定させることが重要です。
・ダスト吸引
スリット加工では微細な粉塵が発生することがあります。吸引装置や集塵装置を適切に設置することで、装置内部や製品へのダスト付着を防ぐことができます。
このような管理を継続的に行うことで、スリット加工における品質トラブルを防ぎ、R2Rライン全体の安定稼働につなげることができます。
スリット加工で起こるトラブルと対策

ロールtoロール(R2R)工程では、ウェブ材料を所定の幅に分割するスリット加工が重要な役割を担っています。材料の種類や厚み、加工条件によって適した切断方式は異なり、方式選定を誤ると品質トラブルにつながる可能性があります。
こちらでは、代表的なスリット加工の種類と特徴、さらに発生しやすいトラブルとその対策について解説します。
◇円形刃(シアカット)
円形刃を使用するシアカットは、R2R工程で最も一般的に用いられているスリット方式です。上下の丸刃を組み合わせて材料を剪断する構造であり、ハサミのような作用によって連続的に切断を行います。
この方式は切断面が比較的きれいに仕上がるため、フィルムや紙、不織布などの一般素材の加工に適しています。
また、高速ラインでも安定した加工が可能であり、精密な幅精度を維持しやすい点も特徴です。安定した連続剪断によって高精度なスリット加工を実現できるため、多くの製造ラインで採用されています。
◇レイザーカット
レイザーカットは、回転する刃を材料に押し当てて切断する方式です。構造が比較的シンプルであり、刃物の調整や交換が行いやすいことから、多品種生産のラインでも運用しやすい特徴があります。
この方式は薄膜フィルムやラミネート材料など、柔らかく薄い材料の加工に適しています。細幅のスリット加工にも対応しやすいため、電子材料や精密フィルムなどの加工ラインでも使用されています。材料特性に合わせて刃の圧力を調整することで、安定した切断品質を維持することができます。
◇押し切り方式
押し切り方式は、固定された刃で材料を押し切るギロチン型の切断方式です。厚みのあるシートや硬質材料など、剪断が難しい材料の加工に適しています。
この方式では材料を押し込む力によって切断を行うため、装置の剛性や搬送安定性が重要になります。張力や搬送状態が不安定な場合には切断品質が低下する可能性があるため、適切なライン管理が求められます。
厚硬材の加工では高い切断力が必要になるため、材料特性に応じた装置設計が重要になります。
◇用途別選択基準
スリット方式を選定する際には、基材の種類や厚み、加工速度などの条件を考慮する必要があります。フィルムや紙などの一般素材ではシアカットが広く採用されますが、薄膜材料ではレイザーカットが適する場合があります。
また、厚みのあるシートや硬質材料では押し切り方式が有効になることがあります。このように材料特性に応じて最適な切断方式を選定することで、スリット品質を安定させることができます。ライン速度や生産条件を考慮した装置選定も重要なポイントになります。
◇トラブルと対策①
スリット加工で発生しやすいトラブルの一つがバリの発生です。切断面に微細な突起が生じる現象であり、製品品質に影響を与える可能性があります。
バリの主な原因として、刃物の摩耗や張力の不安定化が挙げられます。刃物が摩耗すると切断面が粗くなり、材料がきれいに分離しなくなります。また、張力が適切でない場合には材料が振動し、切断面の品質が低下する可能性があります。
定期的な刃物交換と張力管理によって、バリの発生を抑えることができます。
◇トラブルと対策②
エッジ欠損や巻取りズレも、スリット加工で発生する代表的なトラブルです。材料が蛇行するとスリット位置がずれ、巻取りロールの幅精度が乱れることがあります。
このようなトラブルを防ぐためには、ウェブ搬送の安定化が重要になります。ガイド装置や搬送ローラーの状態を適切に管理することで、材料の蛇行を抑えることができます。ライン全体のウェブハンドリングを安定させることで、スリット品質を維持することが可能になります。
◇防止策:張力制御
スリット品質を安定させるためには、張力制御が重要な役割を果たします。張力が安定していない場合、材料の挙動が変化し、切断精度が低下する可能性があります。
R2Rラインでは張力を±0.1N/mm程度の精度で管理することで、材料搬送の安定性を確保できます。ロードセルや張力センサを活用した閉ループ制御によって、ライン全体の張力を一定に保つことができます。
◇防止策:位置制御

スリット加工では、材料の位置を安定させることも重要です。位置がずれるとスリット幅の誤差や巻取り不良につながる可能性があります。
そのため、エッジセンサや位置制御装置を活用してウェブの位置を常に監視することが重要になります。センサによるフィードバック制御を行うことで、材料の蛇行を抑え、安定したスリット加工を実現することができます。
スリット加工で起こりやすいバリ・ダスト対策チェックリスト
スリット加工では、刃物条件や張力設定、材料特性などの影響により**バリやダスト(粉塵)**が発生することがあります。これらは製品品質の低下や設備トラブルの原因になるため、事前に対策を確認しておくことが重要です。以下に、スリット加工時の主なチェックポイントをまとめました。
| チェック項目 | 確認ポイント |
|---|---|
| 刃物の状態 | スリット刃の摩耗や欠けがないか定期的に確認する |
| 刃物のクリアランス | 上刃・下刃のクリアランスが材料に適した値になっているか |
| 刃物の角度設定 | シアカットやレイザーカットなど方式に応じた角度設定になっているか |
| 材料の張力設定 | 張力が高すぎたり低すぎたりしていないか |
| 搬送安定性 | ウェブ蛇行が発生していないか、ガイド制御が正常か |
| 刃物の位置精度 | 刃物の位置ずれや偏芯がないか |
| 材料特性の確認 | フィルム厚みや硬さ、コーティング条件が加工に適しているか |
| ダスト吸引設備 | ダスト除去用の吸引装置やエアブローが適切に設置されているか |
| 静電気対策 | 静電気によるダスト付着を防ぐ除電装置が設置されているか |
| ライン速度 | 加工速度が材料特性に対して適正か |
| ロール表面状態 | ガイドローラやニップローラの表面汚れ・摩耗がないか |
| 清掃・メンテナンス | スリッター周辺の定期清掃やメンテナンスが実施されているか |
【あわせて読みたい】
▼ウェブハンドリングにおけるロール間空気膜の厚さ計算と巻取り品質への影響
高速ラインに対応するスリッターの選び方

ロールtoロール(R2R)工程では、生産速度の向上と品質の安定を両立するために、スリッターの性能が重要な要素になります。ライン速度の高速化が進む製造現場では、基材条件や張力制御に適した装置を選定することが求められます。
こちらでは、高速ラインに対応するスリッターの選び方と装置選定のポイントについて解説します。
◇ライン速度観点

高速ラインに対応するスリッターを選定する際には、まずライン速度への対応能力を確認することが重要です。近年のR2Rラインでは設備の高速化が進んでおり、従来の装置では処理能力が不足する場合があります。
特に生産性向上を目的とする場合には、既存ラインと比較して処理能力を大きく高める装置が求められます。例えば、運転張力を低減しながら巻取り速度の向上を実現できる装置では、ライン速度を大幅に引き上げることが可能になります。
結果として、生産能力の拡大や設備効率の向上につながります。
◇基材幅・材質適合
スリッター選定では、加工対象となる基材幅や材料特性への適合性も重要なポイントです。フィルムや紙、不織布、電子材料など、R2R工程で扱われる材料は多様であり、それぞれ異なる加工条件が求められます。
幅広材料を処理できる装置であれば、製品仕様の変更や多品種生産にも柔軟に対応できます。また、異なる材質の材料に対応できる装置を選定することで、生産ラインの汎用性を高めることができます。基材の厚みや特性に適した刃物構造や搬送設計を備えた装置を選ぶことが重要です。
◇メンテナンス性評価
スリッターの運用では、刃物交換や調整作業などのメンテナンス性も重要な評価ポイントになります。刃物の交換作業が複雑な装置では、段取り時間が長くなり、生産効率に影響を与える可能性があります。
そのため、刃物の交換や位置調整が容易に行える設計の装置を選定することが望ましいとされています。また、長期間安定して使用できる耐久性の高い装置であれば、設備停止のリスクを減らすことができます。
メンテナンス性と耐久性を両立した装置を選ぶことで、ライン全体の安定稼働につながります。
◇主要スリッターメーカー比較
| メーカー | 機種例 | 対応速度 | 価格帯 | 特徴 |
|---|---|---|---|---|
| 若水技研株式会社 | スリッター・ウェブハンドリング装置 | 高速R2R対応 | 中〜高 | 低張力搬送技術と張力制御 |
| 小林エンジニアリング株式会社 | FILM SLITTER(FUSタイプ) | 最大約1220 m/min | 高 | 超薄膜フィルム対応スリッター |
| 東レエンジニアリング株式会社 | フィルムスリッター | 高速対応 | 高 | フィルム加工ライン装置 |
若水技研|「未来」シリーズ

高速ライン向けのスリッターとして注目されている装置の一つに、若水技研の「未来」シリーズがあります。このシリーズは、低張力条件でも安定した巻取りと高精度なスリット加工を実現することを目的として設計されています。
マイクログルーブロール技術を活用することで、従来よりも低い張力条件で安定したウェブ搬送を可能にし、加工速度の向上に貢献します。これにより、従来のスリッターと比較して生産速度の向上が期待できます。
高速ラインでの運用を想定した設計によって、R2R工程の生産効率向上に貢献する装置として注目されています。
小林エンジニアリング株式会社|FILM SLITTER(FUSタイプ)

小林エンジニアリング株式会社が提供するフィルムスリッター「FUSタイプ」は、フィルム材料の高精度なスリット加工に対応した装置です。OPPフィルムやPETフィルムなどの包装・産業用フィルム加工ライン向けに設計されており、高速運転と安定した巻取り品質を両立しています。
OPPフィルムでは最大約1,200m/minクラスの高速運転に対応し、大量生産ラインにも適した性能を備えています。また、1µmクラスの極薄PETフィルムにも対応可能で、機能性フィルムなど高精度加工が求められる材料にも対応します。
さらに、スリットユニットや巻取りアームの自動位置決め機能により段取り替え時間を短縮し、生産効率の向上に貢献します。
東レエンジニアリング株式会社|フィルムスリッター

東レエンジニアリング株式会社が提供するCCL用スリッターは、銅張積層板(CCL)や機能性フィルムなどのロール材料を高精度にスリットするための装置です。電子材料の加工工程では材料幅の精度や巻取り品質が製品性能に影響するため、安定したウェブ搬送と張力制御が重要です。
東レエンジニアリングのCCL用スリッターは、材料の状態に応じて適切な張力を維持しながらスリット加工を行う設計が採用されており、シワや巻きズレを抑えた高品質な巻取りを実現します。高速運転にも対応しており、生産ラインの効率化にも貢献します。
【あわせて読みたい】
▼フィルムシワの種類別メカニズムとウェブハンドリング対策完全ガイド
R2R工程の効率化に向けたスリット加工の最適化ポイント

R2R工程の生産性を高めるためには、スリッターの性能とライン条件を適切に合わせることが重要です。ライン速度への対応能力、基材特性への適合性、メンテナンス性などを総合的に評価することで、最適な装置選定につながります。
また、張力管理や刃物管理を適切に行うことで、スリット品質を安定させることができます。スリッターの性能と運用管理を組み合わせることで、R2R工程全体の効率化を実現することが可能になります。
刃物摩耗や張力不良による不具合のリスク
スリッター工程では、刃物の状態や張力設定が製品品質に大きく影響します。特に刃物の摩耗や張力バランスの乱れは、バリやダストの発生、スリット幅のばらつきなどの原因となるため注意が必要です。
刃物が摩耗すると切断面が荒れやすくなり、基材によっては微細な粉塵や毛羽立ちが発生することがあります。また、張力が高すぎる場合は基材の伸びや変形を引き起こし、逆に低すぎる場合は蛇行やシワの原因になります。
安定した加工を行うためには、刃物の定期交換やクリアランス調整、ライン全体の張力バランスの確認を継続的に行うことが重要です。
どの方式が自社の基材に適しているか?
基材の種類・厚み・硬さ・ライン速度などによって適した方式が異なります。代表的なスリット方式と適した基材の目安は次のとおりです。
| 方式 | 適した基材 | 特徴 |
|---|---|---|
| シアカット方式 | フィルム、金属箔、ラミネート材など | 上下刃でせん断する方式。切断精度が高く、一般的なスリッターで多く採用されている |
| レイザーカット方式 | 極薄フィルム、特殊フィルム | 回転刃で切断する方式。高速ラインでも安定した加工が可能 |
| 押し切り方式(クラッシュカット) | 紙、不織布、厚手フィルム | 刃を押し付けて切断する方式。構造がシンプルで柔らかい材料に適する |
方式を選ぶ際には、次のポイントを確認することが重要です。
- 基材の厚みや硬さ
- 切断面の品質要求(バリ・毛羽立ちの許容度)
- ライン速度
- 張力条件
これらの条件を総合的に検討することで、自社の基材に適したスリット方式を選定できます。必要に応じてテスト加工や実機検証を行うことで、導入後のトラブルを防ぐことができます。
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリングは、フィルムや紙、不織布などのウェブ材料を安定して搬送するための重要な技術です。張力制御や蛇行制御が適切に行われない場合、印刷ズレやスリット不良などの品質トラブルにつながる可能性があります。
こちらでは、ウェブハンドリングの設計や装置導入について相談できるおすすめの企業を紹介します。
◇若水技研株式会社

若水技研株式会社は、ウェブハンドリング技術を活用した装置開発を行うメーカーで、ロールtoロール加工ラインの設計やスリッター設備などを提供しています。特に張力制御や搬送安定化に関する技術力に強みがあり、フィルム加工や電子材料製造などの分野で導入実績を持っています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
同社はマイクログルーブロール技術を活用した搬送安定化技術を特徴としており、低張力条件でも安定したウェブ搬送を実現できる点が評価されています。
また、高速ラインに対応したスリッター「未来」シリーズなどの製品を展開しており、生産性向上や品質安定を目的とした設備導入の相談が可能です。R2R工程の改善や装置開発を含めた技術支援を行っている企業として注目されています。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇ヒューグルエレクトロニクス株式会社

テキスト
ヒューグルエレクトロニクス株式会社は、張力制御装置やウェブ制御システムを中心とした制御機器を提供している企業です。ウェブ搬送における張力制御や位置制御の技術に強みがあり、R2Rラインの安定化を支える制御機器を開発しています。
| 会社名 | ヒューグルエレクトロニクス株式会社 |
| 所在地 | 〒102-0072 東京都千代田区飯田橋4-5-7 |
| 電話番号 | 03-3263-6662 |
| 公式ホームページ | https://hugle.co.jp/ |
同社の装置は、ロードセルやセンサーを活用した高精度な張力制御を特徴としており、フィルム加工やラベル印刷、電子材料製造などさまざまな製造ラインで活用されています。
また、既存設備への後付け導入や制御システムの改善などにも対応しているため、ラインの安定化や品質向上を検討する企業にとって相談しやすい企業といえます。
ヒューグルエレクトロニクス株式会社の評判記事はこちら!
◇株式会社伸興
株式会社伸興は、産業機械や加工装置の設計・製造を行う企業で、ウェブハンドリング関連設備や加工ラインの構築にも対応しています。装置設計から製造、導入支援まで一貫して対応できる体制を持ち、製造現場の課題に合わせた設備提案を行っている点が特徴です。
| 会社名 | 株式会社伸興 |
| 所在地 | 〒551-0021 大阪府大阪市大正区南恩加島5-8-84 |
| 電話番号 | 06-6552-3170 |
| 公式ホームページ | https://shinko-jp.biz/ |
同社は、搬送装置や巻取り装置などの設計経験を活かし、ウェブ材料の安定搬送を実現する装置開発を行っています。
また、既存ラインの改造や設備改善などの相談にも対応しており、生産ラインの効率化や品質安定を目的とした設備導入を検討する企業にとって相談先の一つとなっています。
株式会社伸興の評判記事はこちら!
まとめ

本記事では、ロールtoロール工程におけるスリット加工の役割や加工方式の種類、トラブル対策、高速ラインに対応するスリッターの選び方について紹介しました。
ロールtoロール工程は、長尺材料を連続的に加工することで高い生産性を実現できる製造方式ですが、張力制御やウェブ搬送の安定性が加工品質に大きく影響します。特にスリット加工は、材料幅の精度や切断面の品質を左右する工程であり、適切な装置選定と運用管理が重要になります。
スリット方式にはシアカットやレイザーカット、押し切り方式などがあり、材料特性やライン条件に応じて最適な方式を選定する必要があります。また、刃物の摩耗や張力の不安定化が原因となり、バリや巻取りズレなどのトラブルが発生することもあります。
そのため、刃物管理や張力管理、位置制御を適切に行い、ウェブハンドリングを安定させることが重要です。さらに、高速ラインでは装置性能やメンテナンス性、基材適合性などを総合的に評価し、最適なスリッターを選定することで生産性と品質の両立を図ることができます。
ロールtoロール工程の効率化やスリット加工の品質改善を検討している場合は、本記事を参考にしてください。
この記事を読んでいる人におすすめ
