
ウェブハンドリングにおける巻取り張力制御とテーパー張力の最新技術

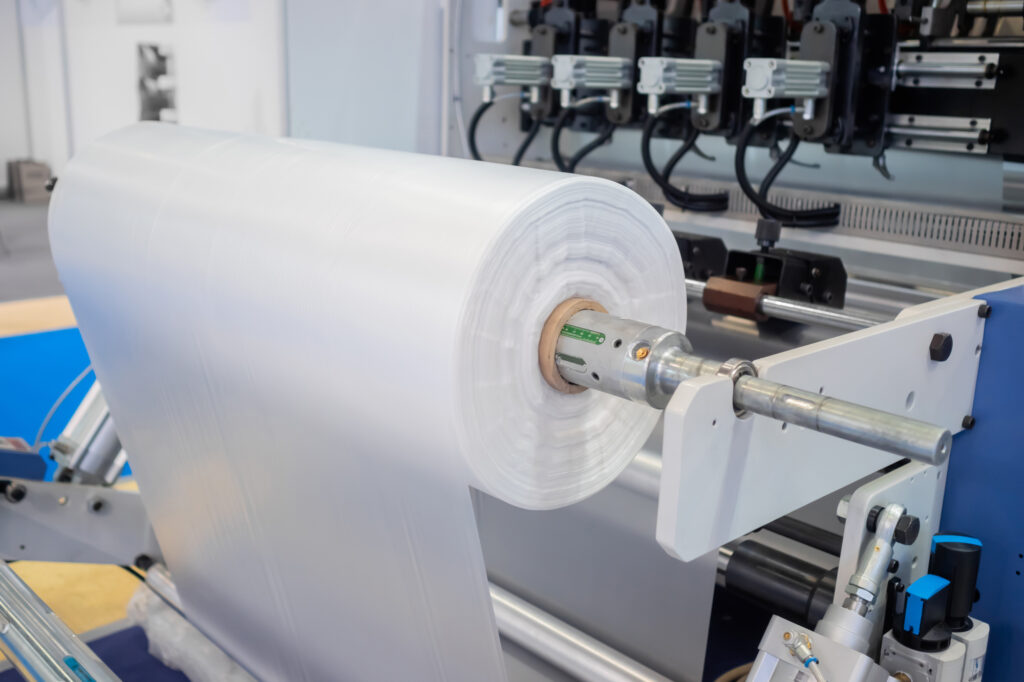
フィルムや紙、金属箔などの加工ラインでは、材料を安定して搬送しながら巻き取る工程が重要な役割を持ちます。巻取り工程では張力のわずかな変動でも品質トラブルにつながることがあり、適切な張力制御やテーパー張力の設定、設備構成の最適化が求められます。
近年ではセンサや制御装置、IoT技術を活用した高度な張力管理も進んでいます。本記事では、巻取り工程における張力制御の基本原理やテーパー張力の考え方、自動制御技術や導入事例、ウェブハンドリングを相談できる企業について詳しく紹介します。
目次
張力制御の重要性と現場課題

フィルムや紙、金属箔などの巻取り工程では、張力制御が製品品質を大きく左右します。張力が適切でない場合、ロール品質の低下や加工トラブルが発生し、生産効率や歩留まりに影響します。こちらでは巻取り張力の基本原理と現場で発生しやすいトラブル、計算式や制御方法の違いについて解説します。
◇巻取り張力と空気膜がロール品質に与える影響
巻取り工程では、材料に加える張力と巻取り構造のバランスがロール品質を左右します。適切な張力で巻き取ることでロール内部の応力が均一になり、安定した巻き形状を維持できます。ロール内部には半径方向応力と円周方向応力が発生し、このバランスが崩れると巻き崩れや変形が起こります。
半径方向応力はロール中心に向かう圧縮力として働き、材料同士を密着させる役割を持ちます。一方で円周方向応力は材料を引き伸ばす力として働き、巻取り張力と密接に関係します。張力が適切であればロール内部の応力分布が安定し、品質の高い巻取りが可能になります。
また巻取り時には材料の間に空気が巻き込まれることがあります。これを空気膜と呼びます。空気膜が厚くなると材料同士の密着性が低下し、厚みムラやスリップ、ブロッキングなどの品質トラブルにつながります。巻取り張力と空気膜の管理は、ロール品質を維持するうえで重要な要素です。
◇張力不足・張力過多で起こる典型トラブル
張力設定が適切でない場合、巻取り工程ではさまざまなトラブルが発生します。特に張力不足と張力過多は、ロール品質を大きく低下させる原因になります。張力不足の場合、材料が十分に締まらない状態で巻き取られるため、ロール内部が緩みやすくなります。
その結果、巻き崩れやtelescopingと呼ばれる層ずれが発生します。telescopingはロールの端部がずれて筒状に変形する現象で、輸送や保管の際にロール形状が崩れる原因になります。また張力不足が続くとコア抜けなどの問題も発生します。
一方で張力が過剰な場合、材料に過大な応力が加わります。フィルムや紙では伸びや変形が起こり、ブロッキングやシワの原因になります。金属箔などではクラックが発生することもあります。高速ラインでは張力変動が材料へ直接影響するため、わずかな設定ミスでも品質問題につながります。
◇張力設定の基礎計算式と現場での調整方法
巻取り張力を設定する際には、基本的な計算式を理解することが重要です。張力は巻取り装置のトルクと巻径によって決まります。一般的にはトルクを巻径の半径で割ることで張力を求めます
。巻径が大きくなると同じトルクでも張力は低下するため、巻取り工程では巻径の変化に合わせて補正を行う必要があります。この補正方法として多くの現場で採用されているのがテーパー張力です。テーパー張力では巻径の増加に合わせて張力を徐々に低減し、ロール内部の応力集中を防ぎます。
張力設定では材料の種類、厚み、幅、ライン速度などの条件も重要です。特に薄膜フィルムではわずかな張力差でも品質に影響が出るため、現場では試験巻取りを行いながら設定値を調整します。
【計算式と設定値の一覧表】
| 材質種別 | 厚み区分 | ライン速度 | 推奨基準張力 | 推奨テーパー率レンジ |
|---|---|---|---|---|
| OPPフィルム | 20〜40μm | 100〜300m/min | 中程度 | 10〜20% |
| PETフィルム | 12〜25μm | 150〜350m/min | やや高め | 8〜15% |
| PEフィルム | 30〜60μm | 80〜250m/min | 低〜中 | 12〜25% |
| アルミ箔 | 6〜20μm | 60〜200m/min | 低め | 5〜10% |
これらの数値は一般的な目安であり、実際のラインでは材料特性や設備条件に合わせて調整します。
◇従来の張力設定とデジタル制御の違い
従来の巻取りラインでは、オペレータの経験や勘に依存した張力設定が多く行われてきました。マニュアルポテンショメータやアナログメータで張力を調整し、ライン状況に応じて手動で補正する方法です。この方法はシンプルですが、設定精度や再現性に課題があります。
オペレータによって設定が異なるため、同じ材料でもロール品質にばらつきが生じることがあります。また巻径変化や速度変動などの外乱に対して即座に補正できない点も課題です。近年では張力制御器やインバータ、サーボモータを用いたデジタル制御が普及しています。
デジタル制御では巻径や速度データをリアルタイムで計算し、張力を自動補正します。これにより張力変動を抑え、安定した巻取り品質を維持できます。さらに運転データの記録や分析が可能になり、トラブルの原因把握や設定条件の最適化にも役立ちます。
【従来 vs デジタル制御の比較図表】
| 項目 | 従来(アナログ・手動) | デジタル制御(自動演算) |
|---|---|---|
| 設定精度 | オペレータ経験に依存 | 演算制御で高精度 |
| 再現性 | ばらつきが発生しやすい | 条件保存により再現性が高い |
| 立ち上げ時間 | 調整に時間がかかる | プリセット設定で短縮 |
| 外乱耐性 | 速度変動や巻径変化に弱い | 自動補正により安定 |
| トラブル未然防止 | 経験による対応 | ログ分析と制御で予防可能 |
デジタル制御の導入により、巻取り工程の品質管理は経験中心の運用からデータ活用型の運用へと変化しています。適切な張力制御を行うことで、安定したロール品質と生産効率の向上が期待できます。
【あわせて読みたい】
巻取り品質を安定させるテーパー張力とは?
フィルムや紙、金属箔などの巻取り工程では、張力の設定方法がロール品質に大きく影響します。特に巻径が増加する工程では、張力を一定に保つだけでは内部応力が偏り、さまざまなトラブルが発生します。こちらではテーパー張力の基本概念と役割、設定パラメータや注意点について解説します。
◇テーパー張力とは何か(定義と基本概念)
巻取り工程では、材料がコアに近い状態から徐々に外径が大きくなりながら巻き取られていきます。このとき張力を一定に保ったまま巻き続けると、ロール内部の応力分布が不均一になり、品質問題が発生しやすくなります。この問題を防ぐために用いられるのがテーパー張力です。
テーパー張力とは、巻径の増加に伴って張力を徐々に減少させる制御方法を指します。巻取り初期では比較的高い張力を設定し、材料をコアへ密着させます。その後、巻径が大きくなるにつれて張力を段階的に低減することで、ロール内部に過剰な圧力が集中することを防ぎます。
この考え方はロール内部応力モデルによって説明されることがあります。代表的な理論としてHakielモデルが知られており、巻取り中に発生する円周方向応力と半径方向応力のバランスを解析することで、適切な張力制御を導き出す考え方です。
Hakielモデルでは材料の弾性特性や摩擦特性を考慮しながら内部応力を評価し、最適なテーパー張力を設計します。実際の生産現場では詳細な計算モデルを用いない場合でも、この内部応力の考え方を基礎としてテーパー張力を設定します。
巻取り初期は密着性を確保し、外層へ向かうにつれて応力集中を緩和するという原理を理解することで、安定したロール品質を実現できます。
◇テーパー張力が抑制する主なトラブル
テーパー張力は巻取り工程で発生するさまざまなトラブルを抑制する役割を持ちます。
張力を一定に保った場合や極端な設定を行った場合、ロール内部の応力分布が偏り、巻取り品質に悪影響が生じます。テーパー率が0%の場合、巻径が大きくなっても張力が変化しないため、ロール外層に過剰な圧力がかかりやすくなります。
この状態では巻締まりが発生しやすく、材料同士が強く圧着してブロッキングが起こる可能性があります。
一方でテーパー率を適度に設定すると、巻径の増加に応じて張力が低減し、ロール内部の応力バランスが安定します。円周方向応力と半径方向応力が適度に分散されるため、巻締まりや巻き崩れなどのトラブルを同時に抑制できます。
ただしテーパー率が極端に高い場合には、逆に内層の張力が不足し、材料が緩んでしまうことがあります。このような状態では層間スリップや弛みが発生し、ロール形状が不安定になります。適切なテーパー設定はこれらの問題を同時に緩和するバランス型制御として機能します。
【張力・巻径・テーパー率の関係表】
| 巻径 | テーパー率 | 円周方向応力レベル | 半径方向応力レベル | 想定トラブル傾向 |
|---|---|---|---|---|
| 小径 | 0% | 高い | 中 | 巻締まりの傾向 |
| 中径 | 30% | 中 | 中 | 安定巻取り |
| 大径 | 70% | 低い | 低 | 弛みやスリップの可能性 |
このように巻径とテーパー率の関係を理解することで、ロール内部の応力状態を予測しやすくなります。適切な設定を行うことで巻締まりや巻き崩れを抑え、安定したロール品質を維持できます。
◇テーパー率・初期張力など設定パラメータ
テーパー張力を適切に設定するためには、いくつかの重要なパラメータを理解する必要があります。主な設定要素として初期張力、最終張力、テーパー率、巻径などが挙げられます。初期張力は巻取り開始時に設定する張力であり、材料をコアへ密着させる役割を持ちます。
初期張力が低すぎると巻取り開始時に層ずれが発生しやすくなり、高すぎる場合には材料へ過大な応力が加わります。そのため材料特性に応じた適切な初期値を設定する必要があります。最終張力は最大巻径付近での張力を示します。
テーパー張力では巻径の増加に伴い張力を低減させるため、最終張力は初期張力よりも低く設定されることが一般的です。テーパー率はこの減少割合を示す指標であり、張力制御の重要なパラメータになります。
テーパー率を決定する際には、材料の弾性率や厚み、巻取り幅などの物性条件を考慮する必要があります。また最終巻径や巻長、保管環境なども影響します。例えば柔軟なフィルム材料では高いテーパー率が適する場合があり、硬質材料では比較的低いテーパー率が選択されることがあります。
このように複数の条件を総合的に判断しながら設定を行うことで、ロール内部応力のバランスを保ちながら安定した巻取りを実現できます。
◇過剰なテーパー設定のリスクと回避策

テーパー張力は巻取り品質を改善する重要な制御方法ですが、過剰に設定すると逆に品質トラブルを引き起こす可能性があります。特にテーパー率が高すぎる場合には、ロール内層の張力が不足し、材料の弛みや層間スリップが発生することがあります。
この状態ではロール端部に段差が生じる段付き現象が発生することがあり、後工程での加工精度に影響します。また高速ラインでは張力変化が急激になるため、薄膜材料では破断が発生する場合もあります。
こうした問題を防ぐためには、テーパー率を段階的に調整しながら最適値を探る方法が有効です。試験巻取りを実施し、ロール形状や張力データを記録しながら設定値を微調整することで、安定した巻取り条件を見つけることができます。
また制御装置を用いる場合には、PID制御のゲイン設定を見直すことも重要です。過度な張力変動を抑えることで、安定したテーパー制御を実現できます。さらに最大テーパー率の上限を設定しておくことで、極端な設定によるトラブルを防ぐことが可能です。
適切なテーパー張力の設定は巻取り品質の安定化に大きく貢献します。材料特性や設備条件を踏まえながら設定値を調整することで、安定したロール品質と生産効率の向上を実現できます。
自動制御技術とIoT・AIの活用

巻取り工程では張力のわずかな変動が品質トラブルにつながるため、安定した制御が求められます。近年はセンサや制御機器の高度化により、従来よりも精密な張力制御が可能になっています。こちらではPID制御やセンサ技術、IoTやAIを活用した張力制御の最新動向について解説します。
◇PID・フィードバック制御による張力安定化
巻取り工程の張力制御では、材料の状態をリアルタイムで検知しながら補正するフィードバック制御が重要な役割を持ちます。フィードバック制御ではセンサで測定した張力値を制御装置へ送り、設定値との差を計算してモータやブレーキの出力を調整します。
この仕組みにより張力変動を抑え、安定した巻取り状態を維持できます。張力制御ではPID制御が広く使用されています。PID制御は比例、積分、微分の3つの要素を組み合わせて制御量を調整する方法で、張力変動に対して柔軟に応答できる特徴があります。
比例制御は張力偏差に応じて出力を調整し、積分制御は長期的な偏差を補正します。微分制御は急激な変動に対して先行的に反応し、安定性を高めます。これに対してオンオフ制御は設定値を境に出力を切り替える単純な方式です。
構造は簡単ですが、張力制御のように連続的な調整が必要な工程ではオーバーシュートやハンチングが発生しやすくなります。PID制御を用いることでこれらの問題を抑え、滑らかな張力制御を実現できます。
◇張力制御用センサと制御機器の選定ポイント

張力制御の精度はセンサと制御機器の性能に大きく左右されます。巻取り工程ではさまざまな種類のセンサが使用され、材料の張力や位置、巻径などを計測します。代表的な張力センサとしてロードセルや張力ロールがあります。
ロードセルは材料にかかる力を直接測定できるため、高精度な張力管理が可能です。またダンサロールは材料の張力変動を機械的な動きとして吸収し、安定した張力を維持する装置として使用されます。さらに巻径検出にはエンコーダや超音波センサ、レーザ距離センサなどが利用されます。
制御機器としてはインバータやサーボアンプ、PLC、産業用PC、専用張力コントローラなどが使用されます。インバータはモータ回転数を制御する装置であり、ライン速度と張力の調整に使用されます。
サーボアンプは高精度な位置や速度制御が可能で、高速ラインや精密加工ラインで利用されることが多くなっています。
【センサ・制御機器の選定ポイント】
・測定レンジと分解能が工程条件に適しているか確認する
・温度や振動などの環境条件に耐えられる仕様を選定する
・装置への設置スペースやメンテナンス性を考慮する
・上位システムとの通信プロトコルに対応しているか確認する(Ethernet/IP、PROFINETなど)
これらの要素を総合的に検討することで、安定した張力制御システムを構築できます。
センサデータを活用した張力制御フィードバックの例
| 張力センサ・ロードセル ↓ PLC / 張力コントローラ ↓ IoTプラットフォーム / データ解析 ↓ 最適設定値の算出(張力・テーパー率・PID) ↓ モータ・ブレーキ制御 ↓ 巻取り張力の調整 ↓ センサで再測定(フィードバック) |
◇IoT・データ解析による自動補正とトラブル予兆検知

近年はIoT技術を活用したデータ収集と解析が巻取り工程にも導入されています。張力、ライン速度、巻径、温湿度などのデータをセンサから取得し、クラウドやオンプレミスのシステムへ集約することで、設備状態を可視化できます。
収集したデータを分析することで、張力変動の傾向や設備の状態を把握できます。例えば張力波形のわずかな変化から設備の摩耗や材料特性の変化を検知できる場合があります。このようなデータを利用することで、トラブルが発生する前に調整や保守を行う予兆保全が可能になります。
さらに張力制御ではテーパー率やPIDパラメータを自動的に調整する仕組みも研究されています。過去の運転データをもとに最適な制御条件を計算し、ライン条件に合わせて設定値を自動補正することで安定した巻取りを維持できます。
【図解パーツ】センサ → PLC/張力コントローラ → 上位IoTプラットフォーム → フィードバック設定値
このようなデータフローを構築することで、設備全体を連携させた張力管理が可能になります。
◇AI・機械学習を用いた張力制御の最新トレンド

近年はAIや機械学習を利用した張力制御技術の研究も進んでいます。機械学習を用いることで、材料特性やライン条件の変化を学習しながら最適な制御パラメータを推定することが可能になります。
例えば過去の運転データを分析し、最適なテーパー率やPIDパラメータを自動的に算出する仕組みが検討されています。また外乱応答指定型の2自由度制御などの高度な制御理論を組み合わせることで、より安定した張力制御を実現できる可能性があります。
ただしAI制御は一度に導入するのではなく、段階的な導入が現実的です。まずはセンサデータの収集と可視化から始め、次にデータ分析による異常検知を行います。その後、制御パラメータの最適化などへ拡張することで、安全かつ効果的に導入できます。
このようにIoTやAIを活用した張力制御は、従来の経験に依存した運用からデータを活用した運用へと変化しています。設備の状態を把握しながら制御を最適化することで、巻取り品質の安定化と生産効率の向上が期待できます。
【あわせて読みたい】
▼ウェブハンドリングのトラブルを防ぐ!PID制御と張力管理の基礎知識
最新技術を活用した張力制御の導入事例と改善ポイント

巻取り工程では張力制御の改善によって品質安定や歩留まり向上を実現できるケースが多くあります。しかし実際の導入では、現場課題の整理やテスト工程を踏まえた段階的な改善が重要になります。こちらでは最新技術を活用した張力制御の導入プロセス、費用対効果の考え方について解説します。
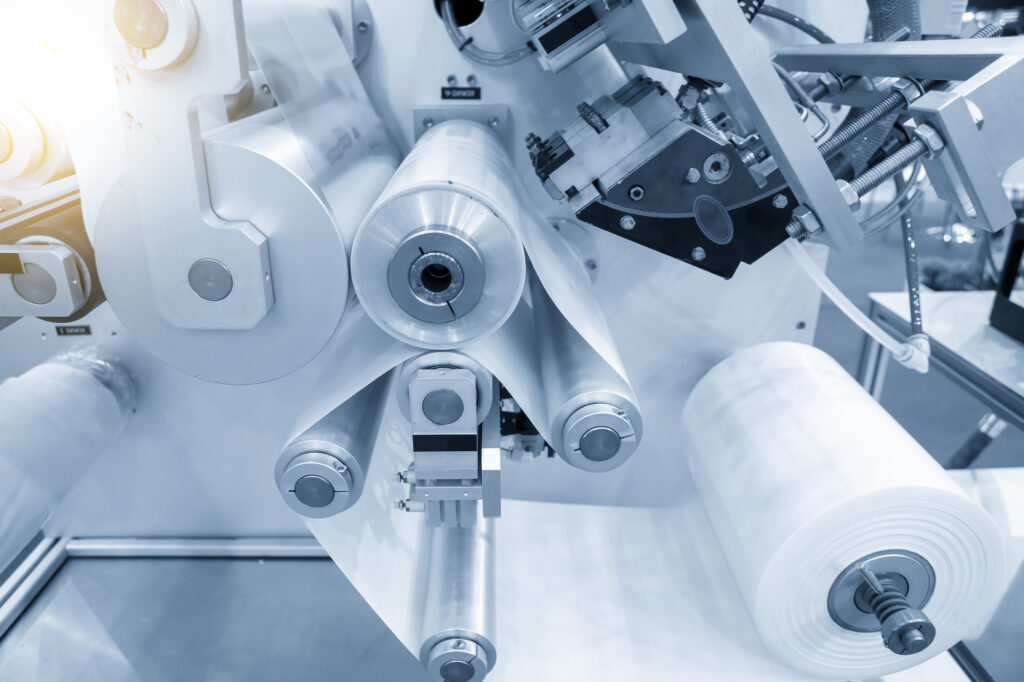
◇若水技研のスリッター・張力制御ソリューション事例

フィルムやシートの加工ラインでは、スリッター工程における張力制御が品質を左右します。張力が安定しない場合、スリット面の品質低下や巻取り不良が発生しやすくなります。こうした課題に対して、設備メーカーによる張力制御ソリューションの導入が進んでいます。
若水技研ではスリッター装置の設計とともに、張力制御を含めた加工ラインの最適化を行っています。巻出からスリット、巻取りまでの工程を一体で設計することで、材料特性や加工条件に合わせた安定した張力制御を実現します。
特に高精度な張力管理が求められるフィルム加工や機能性材料の加工ラインで導入実績があります。
同社の代表的な設備として、高速高品質スリッター「未来」があります。この装置は、現行スリッターの半分の運転張力でも巻き取り速度を100%向上させることをコンセプトに開発されたスリッターです。
マイクログルーブロール技術と独立ニップ巻取りアームを組み合わせることで、低張力でも安定した搬送と高精度巻取りを実現しています。実際には、2軸フリクション式スリッターと比較して巻き取り速度100%アップと巻き取り張力50%ダウンを同時に達成した実績があります。
さらに、丸型回転刃によるロータリーレザーカッターを採用しており、サーボモーター駆動によりライン速度に追従した安定したスリット加工が可能です。カット刃の選択によって極薄フィルムから金属箔まで幅広い材料に対応できる点も特徴です。
設備設計の段階から張力制御を考慮することで、巻取り品質の安定やトラブル低減が期待できます。こうしたソリューションは加工品質の向上だけでなく、生産効率の改善にもつながります。
出典:若水技研株式会社
◇導入プロセスとPoC(テスト)の進め方

張力制御の改善は、現場課題を整理したうえで段階的に進めることが重要です。一般的な導入プロセスでは、まず現状の設備や加工条件をヒアリングし、発生しているトラブルを整理します。その後、張力波形や設備状態を計測し、問題の原因を可視化します。
次の段階ではテスト機や検証環境を利用して、制御方法や設備構成を検証します。実機に近い条件で試験を行うことで、最適な張力設定や装置仕様を確認できます。検証結果をもとに本設備へフィードバックすることで、安定した張力制御の導入が可能になります。
実際の改善では、いきなり設備を大きく変更するのではなく、小さなPoCから始める方法が効果的です。例えば既存ラインに簡易センサやデータロガーを後付けし、張力プロファイルを取得することで現状を把握できます。
このような段階的な取り組みによって、現場への影響を抑えながら改善を進めることができます。
◇導入時の注意点と費用対効果の考え方
張力制御の導入を検討する際には、装置単体ではなくライン全体の最適化を考えることが重要です。巻出、スリット、巻取りなどの工程は相互に影響するため、一部だけを改善しても十分な効果が得られない場合があります。
ライン全体の張力バランスを見直すことで、より安定した加工条件を構築できます。また導入検討では費用対効果の整理も重要になります。張力制御の改善によって歩留まりが向上すると、材料ロスの削減につながります。
さらに作業者の経験に依存した調整作業が減少するため、人依存の低減や段取り時間の短縮も期待できます。こうした効果を数値化し、年間のコスト削減や生産効率向上として整理することで、社内稟議や設備投資の判断がしやすくなります。
張力制御の最適化は品質改善だけでなく、生産ライン全体の競争力向上にもつながります。
張力制御高度化の進め方と現場Q&A
張力制御を高度化する方法とは?標準化とFAQで現場改善のポイントを解説巻取り工程では張力制御の精度を高めることで品質安定や生産効率の向上が期待できます。しかし改善を継続するためには、計算式や設定値を現場ごとの経験に頼るのではなく標準化することが重要です。
こちらでは張力制御高度化の進め方と、現場でよくある質問への対応ポイントについて解説します。
◇計算式・設定値の整理と標準化
張力制御を安定させるためには、計算式や設定値を社内標準として整理することが重要です。巻取り張力の計算式やテーパー率の設定方法を文書化し、現場で共有できる形にすることで運用のばらつきを抑えられます。
設備担当者やオペレータが共通の基準を持つことで、調整作業の効率化にもつながります。具体的には張力計算式、材料特性、巻径条件などを整理し、条件別テンプレートとして管理する方法が有効です。
製品ごとに張力初期値をまとめたテーブルを作成しておくことで、異なるラインや製品でも共通の基準を利用できます。こうしたテンプレートは設備更新や新製品対応の際にも役立ちます。
【計算式と設定値一覧の集約表】
| 用途カテゴリ | ライン条件 | 推奨初期張力 | 推奨テーパー率 |
|---|---|---|---|
| 薄膜高速ライン | 高速・大径巻取り | 中〜高 | 15〜25% |
| 厚物低速ライン | 低速・厚物材料 | 中 | 5〜15% |
| 金属箔ライン | 薄物金属材料 | 低〜中 | 5〜10% |
このような基準表を整備することで、張力設定の初期値を迅速に決定できるようになります。
◇センサ・制御機器選定チェックリスト
張力制御を高度化するためには、適切なセンサや制御機器の選定も重要になります。設備仕様や設置環境に適した機器を選ぶことで、安定した制御性能を確保できます。選定時には測定レンジや応答性、分解能などの基本仕様を確認する必要があります。
また温度や振動などの環境条件に耐えられる設計であるかも重要なポイントです。さらに保守性や交換のしやすさ、メーカーのサポート体制なども検討する必要があります。既存設備へ後付けする場合には、設置スペースや配線ルートの確認も重要です。
既存制御盤との通信方式やインターフェースを事前に確認しておくことで、導入時のトラブルを防ぐことができます。
◇よくある質問(Q&A)

Q1:テーパー張力はどのようなラインで有効か?
A:高速巻取りや大径ロール、薄膜材料を扱うラインでは特に有効です。ブロッキングや巻締まりが発生しやすい製品では効果が高くなります。一方で低速や小径巻取りでは効果が限定的になる場合があります。
Q2:張力センサは必須か?ダンサだけではだめか?
A:材料特性や必要精度によって使い分けます。ダンサロールのみでも制御は可能ですが、高精度な張力管理が必要な場合はロードセルと組み合わせる方法が有効です。
Q3:IoT・AI導入はどこから始めるべきか?
A:まずは張力や速度などの運転データを取得し、設備状態を可視化することから始めます。その後に異常検知や自動補正などの高度な制御へ段階的に拡張していく方法が現実的です。
Q4:既存ラインでもテーパー張力制御に切り替えられるか?
A:巻径情報を取得できるセンサと制御器の更新によって対応できるケースが多くあります。ただし駆動方式や制御盤仕様によっては追加改修が必要になる場合があります。
◇相談・デモ・関連情報への導線設計

巻取り工程の品質改善を検討する際には、現場条件に合わせた張力設定や設備構成の検討が重要になります。張力制御の自動化や設備改善を検討している場合は、専門メーカーへの相談によって具体的な解決策を検討できます。
巻取り張力制御の自動化に関するご相談・デモのご相談はこちら
また張力計算の詳細解説記事やテーパー張力の理論解説記事を参照することで、より深い理解が可能になります。さらに張力関連カテゴリの記事を確認することで、巻取り工程の改善方法を体系的に把握できます。現場条件に合わせた最適な張力プロファイルやテーパー設定を検討する場合は、専門メーカーへの相談が改善への近道になります。
【あわせて読みたい】
▼ウェブハンドリングにおけるテーパー張力の設定方法|理論・計算式・巻取りトラブル対策まで解説
ウェブハンドリングが相談できるおすすめ会社3選
フィルムや紙、金属箔などの加工ラインでは、材料を安定して搬送するウェブハンドリング技術が重要です。張力制御やロール設計などの技術が適切でない場合、シワや巻き崩れなどのトラブルが発生することがあります。こちらではウェブハンドリングの相談ができるおすすめ企業を紹介します。
◇若水技研株式会社

若水技研株式会社は、フィルムやシート材料の加工設備を中心に設計・製造を行っているメーカーです。スリッター装置や巻取り設備など、ウェブハンドリングに関わるロール技術や加工設備の開発実績を持ち、材料特性に合わせた張力制御や搬送設計に対応しています。
加工ライン全体の設計を行うことで、巻出・スリット・巻取りまでを一体で最適化できる点が特徴です。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
特に高精度な張力制御が求められるフィルム加工や機能性材料の加工分野で導入事例があり、材料特性や加工条件を踏まえた設備設計を行っています。ウェブ搬送や巻取り品質の改善を目的とした設備提案も行っており、既存ラインの改善相談にも対応しています。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、産業用ローラの設計・製造を行うメーカーです。フィルム加工や印刷、製紙などの分野で使用される各種ローラを製造しており、ウェブハンドリングの安定化に関わる技術を提供しています。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
搬送ローラやガイドローラ、機能性ローラなどを用途に応じて設計できる点が特徴です。ウェブ搬送ではローラ表面の加工や材質が材料挙動に影響するため、適切な設計が重要になります。
同社では用途や使用環境に合わせてローラ仕様を検討し、搬送安定性の向上やトラブル低減を支援しています。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、フィルムや紙などのウェブ搬送で使用されるエキスパンダーロールを中心に製造しているメーカーです。エキスパンダーロールは材料幅を広げてシワを防止する装置であり、ウェブハンドリングの品質改善に重要な役割を持ちます。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
同社では用途や材料特性に応じたエキスパンダーロールを開発しており、フィルム加工や印刷、ラミネートなどさまざまな加工ラインで採用されています。材料の蛇行やシワの発生を抑えることで、安定した搬送と加工品質の向上を実現します。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ

本記事では、巻取り工程における張力制御の基本原理やテーパー張力の役割、自動制御技術の活用方法、さらに設備導入のポイントやウェブハンドリングを相談できる企業について紹介しました。
巻取り工程では張力のわずかな変動でもロール品質に影響が出るため、適切な張力設定と安定した制御が重要になります。張力不足では巻き崩れや層ずれが発生しやすくなり、過剰な張力では材料の伸びや破断などのトラブルが起こる可能性があります。
そのため巻径の変化に合わせて張力を調整するテーパー張力の考え方や、センサや制御装置を活用したフィードバック制御の導入が品質安定に役立ちます。さらにIoTやAIを活用したデータ解析によって張力変動の傾向を把握できるようになり、設備の予兆保全や設定条件の最適化にも活用されています。
また加工ライン全体の張力バランスを見直すことで歩留まりの向上や生産効率の改善にもつながります。巻取り工程の品質改善やウェブ搬送の安定化を検討している場合は、張力制御の仕組みや設備構成を理解したうえで、専門メーカーへの相談も含めて検討することが重要です。
ウェブハンドリングや巻取り品質の改善を検討している場合は、本記事を参考にしてください。
この記事を読んでいる人におすすめ
