
ウェブハンドリングにおけるロール間空気膜の厚さ計算と巻取り品質への影響

ロールtoロール生産では、ロール間に形成される空気膜が搬送安定性や巻取り品質に大きく影響します。空気膜は目に見えませんが、トラクションや内部応力分布を左右する重要な要素です。空気膜の発生原理や圧縮・流出挙動を理解しなければ、張力設定や速度変更時に予期せぬ不具合が生じます。
本記事ではロール間空気膜の理論と実務への応用について詳しく紹介します。
目次
ロール間空気膜を詳しく解説
ロールtoロール生産では、目に見えない空気膜が品質や搬送安定性に大きく関わります。空気膜の理解が不十分なままでは、張力変動やスリップなどの問題が発生しやすくなります。
こちらではロール間空気膜の発生原理から搬送トラクションへの影響、代表的なトラブルまでを詳しく解説します。
◇ロールtoロール生産における空気膜の発生メカニズム

ロールtoロール生産では、連続的にウェブを搬送しながら加工や巻取りを行います。ウェブがロールへ進入する際、ロール表面の回転によって空気が引き込まれます。さらに、ウェブ自体の走行速度が高い場合には、空気の逃げ場が十分に確保できず、圧縮された空気が層として残ります。
この現象は流体潤滑の一種として説明でき、ウェブとロールの間に動圧が発生します。ロール径が大きい場合や搬送速度が高い場合には、より厚い空気膜が形成されやすくなります。
また、ウェブの剛性や表面粗さも影響し、柔らかいフィルムほど空気膜の影響を受けやすくなります。生産ラインの高速化が進む現在では、空気膜の形成を前提とした設計が欠かせません。
◇ウェブとロールの間に形成される空気膜の役割
空気膜は単なる障害要因ではなく、一定の役割も果たします。まず、微小な空気層が存在することで摩擦が緩和され、ウェブ表面の擦り傷を抑える効果があります。また、ロール表面の微細な凹凸を吸収し、局所的な圧力集中を和らげます。
その一方で、摩擦力が過度に低下すると、ウェブとロールの間で十分なトラクションを得られません。結果として、駆動ロールでの伝達力が不足し、スリップが発生します。つまり空気膜は、保護効果とトラクション低下という相反する側面を持ちます。
安定した搬送を実現するためには、空気膜を完全に排除するのではなく、適切な厚さに制御する考え方が重要です。
◇空気膜厚さがウェブ搬送トラクションに与える影響

空気膜の厚さは、ウェブ搬送時のトラクション特性に直接影響します。膜が厚くなるほど、実効的な接触面積が減少し、摩擦係数が低下します。その結果、同じ張力条件でもスリップが起こりやすくなります。特に加減速時や張力切替時には、トラクション不足が顕在化しやすい傾向があります。
逆に空気膜が極端に薄い場合には、摩擦が増大し、ウェブ表面にダメージを与える可能性があります。さらに、トラクションの不均一は張力むらを生み、後工程での塗工厚さやラミネート品質に影響を及ぼします。
このように、空気膜厚さは理論値にとどまらず、実際の品質に大きな影響を与える重要な要素です。設計段階では搬送速度、ロール径、巻付角度などを総合的に検討し、安定したトラクションを確保する条件を見極めます。
◇空気膜を無視できないウェブハンドリングの代表的トラブル
空気膜を十分に考慮しない場合、さまざまなウェブハンドリングトラブルが発生します。代表例としては、駆動ロールでのスリップ、張力変動、巻取り不良などが挙げられます。スリップが発生すると、搬送長さに誤差が生じ、印刷や塗工の位置ずれにつながります。
また、空気膜によるトラクション低下が原因で張力が不安定になると、シワや蛇行が発生します。さらに巻取り工程では、巻き始め部分で空気が閉じ込められ、内層圧力の不均一を引き起こします。その結果、ブロッキングや巻き締まりなどの品質不良につながります。
近年はフィルムの薄膜化や高機能化が進み、従来よりも空気膜の影響が顕在化しやすくなっています。そのため、空気膜を前提とした張力設計やロール表面処理、エア抜き構造の採用など、総合的な対策が求められます。
ロール間空気膜を正しく理解し、工程条件に反映させることが、安定したウェブハンドリングを実現する鍵となります。
【あわせて読みたい】
▼ウェブハンドリングのトラブルを防ぐ!PID制御と張力管理の基礎知識
巻取り中の空気膜厚さの理論と計算式

巻取り工程では、ロール間に形成される空気膜の厚さが時間とともに変化します。空気膜の挙動を理論的に理解することは、内層圧力や巻取り品質を安定させるうえで欠かせません。
こちらでは空気層の定義から代表的な理論式、そしてウェブハンドリング設計における位置付けまでを詳しく解説します。
◇巻き込み初期空気層厚みと巻取り中空気層厚みの定義
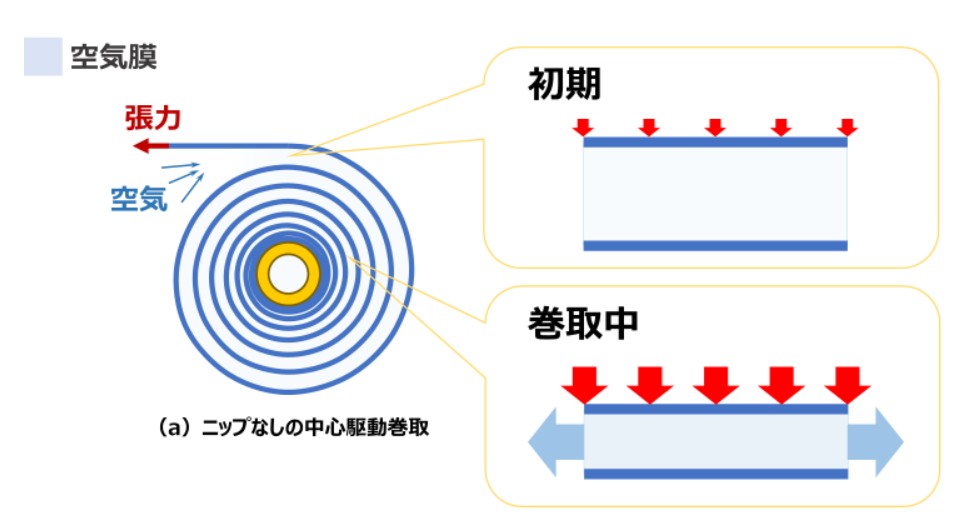
巻取り開始直後、ウェブがコアに巻き付く際には空気を巻き込みます。このとき層間に存在する空気の厚さを巻き込み初期空気層厚みと呼びます。この厚みは搬送速度、張力、表面粗さ、ロール径などの条件によって決まります。特に高速搬送では空気の逃げ場が不足し、比較的厚い空気層が形成されます。
一方、巻取りが進行すると、上層からの圧力によって空気層は徐々に圧縮されます。この状態で各半径位置に存在する空気層の厚さを巻取り中空気層厚みと定義します。こちらの厚みは時間依存性を持ち、巻径の増加とともに変化します。
初期厚みが同じであっても、巻取り張力や材料剛性が異なれば、圧縮後の最終厚みは変わります。したがって、両者を明確に区別して扱うことが理論検討の前提となります。
◇ボイルの法則にもとづく空気層圧縮時の厚さ計算(T/rと半径方向応力)
巻取り中の空気層圧縮を考える際には、気体の状態変化を扱う必要があります。基本的な近似モデルとして、等温条件を仮定したボイルの法則を適用します。ボイルの法則では、温度が一定であれば圧力と体積の積が一定になります。
空気層を薄い円環状体積として扱えば、体積変化は厚さ変化に比例します。巻取りロール内部では、張力Tと巻径rの関係が半径方向応力に影響します。一般にT/rは周方向応力の指標として用いられますが、層間に発生する半径方向応力も無視できません。
外層が増えるにつれて内層には圧縮応力が作用し、空気層はその圧力に応じて体積を減らします。このとき初期圧力P₀と初期厚さh₀を用いると、等温圧縮を仮定した場合にはP₀h₀=Phの関係から圧縮後の厚さhを概算できます。
ただし実際の巻取りでは、材料弾性や摩擦条件が影響し、単純な一様圧縮にはなりません。それでもボイルの法則を基礎に置くことで、空気層がどの程度圧縮されるかの概算を行えます。内層圧力の過大化や巻き締まりを予測するうえで、有効な理論的指標になります。
◇レイノルズ方程式にもとづく空気流出時の厚さ計算と前提条件
巻取り中、空気は圧縮されるだけでなく、層間から外部へ流出します。この流動現象を説明する近似理論として、薄膜潤滑理論にもとづくレイノルズ方程式を用います。レイノルズ方程式は潤滑理論に基づき、薄膜流体の圧力分布と流量を記述します。
空気膜を粘性流体の薄膜とみなし、層間圧力勾配によって空気が半径方向へ移動すると考えます。この理論では、空気の粘度、膜厚さ、圧力勾配、流路長さなどが重要なパラメータになります。膜厚が厚いほど流量は増加し、薄いほど流出が抑えられます。
ただし適用にあたっては前提条件があります。空気を連続体として扱えること、膜厚がロール半径に比べて十分に小さいこと、温度変化が小さいことなどです。実際の巻取りでは、材料表面の微細凹凸や非定常挙動が存在します。
そのため理論値はあくまで近似になりますが、空気がどの速度で抜けるかを推定するうえで有効です。圧縮と流出を同時に考慮することで、時間経過とともに変化する空気膜厚さをより現実的に評価できます。
◇ウェブハンドリング設計で空気膜厚さ計算式をどう位置付けるか
空気膜厚さの計算式は、設計段階での指標として重要な役割を果たします。しかし理論式だけで現場条件を完全に再現することはできません。ウェブハンドリング設計では、理論値を基準にしながら、安全率や実測データを組み合わせて判断します。
たとえば高速ラインでは、初期空気層厚みの増大を想定し、巻取り張力を過度に高く設定しない配慮が求められます。
また、内層圧力が過大にならないように、T/rの変化を半径方向応力と合わせて検討します。さらに、ロール表面の溝加工やエア抜き構造の導入など、理論を補完する実務的対策も重要です。空気膜厚さ計算式は、トラブル発生後の解析にも活用できます。
巻き締まりやブロッキングが生じた場合、理論値と実測値を比較することで原因の切り分けが可能になります。最終的には、理論と実測を往復させながら条件を最適化する姿勢が不可欠です。空気膜厚さの理解を深めることが、安定した巻取りと高品質な製品づくりにつながります。
ロール間空気膜厚さが巻取り品質に与える影響

巻取り工程では、ロール間に存在する空気膜の厚さが最終品質を大きく左右します。空気膜は目に見えませんが、内部応力分布や層間挙動に直接影響します。こちらでは空気膜厚さと巻取り品質との関係を、内部応力、代表的トラブル、品質指標の観点から詳しく解説します。
◇空気膜厚さと巻取ロール内部応力分布の関係
巻取ロール内部では、周方向応力と半径方向応力が複雑に分布します。空気膜が薄い場合、層間の接触が密になり、半径方向応力が比較的均一に伝わります。その結果、巻芯から外層まで安定した圧縮状態を保ちやすくなります。
一方で空気膜が厚い場合には、層間の実効接触面積が減少します。外層からの荷重が内層へ十分に伝わらず、半径方向応力が局所的に低下します。この応力不足が生じると、巻芯近傍で緩みが発生しやすくなります。
さらに巻径が増加すると、応力の不均一が拡大し、層間で微小な相対変位が起こります。このような応力分布の乱れは、巻取り後の保管中にも影響します。時間経過とともに空気が移動し、内部応力が再分配されることで、外観変化や寸法変動が発生します。
空気膜厚さは単なる表面現象ではなく、ロール全体の力学状態を左右する重要な要素です。
◇空気膜が厚い場合に発生しやすいテレスコープ・表層ズレ・ブロッキング
空気膜が厚い状態で巻取りを行うと、層間摩擦力が低下します。その結果、ロール端面が階段状にずれるテレスコープが発生しやすくなります。特に幅広フィルムや低張力条件では、外層がわずかに移動するだけで外観不良につながります。
また、表層ズレも代表的な不具合です。搬送停止や加減速時に層間で相対移動が生じ、巻き終わり付近に段差やしわが現れます。空気膜が厚くなるとトラクションが不足する傾向があり、外層が不安定になる場合があります。
さらに、ブロッキングの発生にも空気膜は関与します。巻取り直後は空気層が存在しますが、時間経過とともに空気が抜けると層間が密着します。このとき内部応力が不均一であると、局所的に強い接触圧が生じ、剥離時に材料同士が貼り付きます。
特に高温多湿環境では、表面軟化が進み、ブロッキングが顕在化します。空気膜厚さの管理は、これら複合的な不具合の抑制に直結します。
◇ガイドロール上の空気膜厚さとスリップ傷・蛇行トラブルの関連
巻取り部だけでなく、ガイドロール上の空気膜も品質に影響します。高速搬送時にはガイドロール上に動圧的な空気膜が形成されます。この膜が厚くなると、ウェブとロールの摩擦係数が低下します。摩擦が不足すると、駆動ロールで十分なトラクションを得られず、スリップが発生します。
スリップが断続的に起こると、ウェブ表面に微細な擦過傷が生じます。透明フィルムでは光学欠陥として顕在化しやすくなります。また、空気膜が不均一に形成されると、幅方向で摩擦差が生じます。この摩擦差が蛇行を誘発します。
蛇行が大きくなると、エッジ部に過大な張力が集中し、しわや端面変形につながります。ガイドロール条件の最適化は、巻取り品質を支える基盤です。
◇巻取り品質指標から見た空気膜許容厚さの考え方
巻取り品質を評価する際には、端面整列性、巻硬さ分布、層間密着状態などの指標を用います。これらの指標と空気膜厚さを関連付けて考えることが重要です。許容厚さは材料特性や用途によって異なります。高精度印刷用途では、層間ずれを抑えるために薄い空気膜が求められます。
一方で、表面保護を重視する用途では、過度に薄くすると擦り傷が増える可能性があります。設計段階では、理論計算値と試験巻取り結果を照合し、品質指標が安定する範囲を特定します。そのうえで搬送速度、張力設定、ロール径条件を総合的に決定します。
空気膜厚さは単独で最適値を持つわけではなく、品質目標とのバランスで決まります。巻取り品質を安定させるためには、空気膜を制御対象として明確に位置付け、継続的に評価する姿勢が不可欠です。
【あわせて読みたい】
▼ ウェブハンドリングにおける巻取りモデルの歴史から読み解く進化
空気膜厚さをコントロールするウェブハンドリング条件

巻取り品質を安定させるためには、空気膜厚さを意図的に管理する視点が欠かせません。空気膜は自然に形成されますが、ウェブハンドリング条件によってその厚さは大きく変化します。
こちらでは張力や速度などの主要因が空気膜厚さに与える影響と、現場での制御方法について詳しく解説します。
◇張力設定(T)とロール半径(r)が空気膜厚さに与える影響

巻取り張力Tは、空気膜厚さに直接関わる重要な要素です。張力が高いほど、ウェブはロール表面へ強く押し付けられます。その結果、層間に存在する空気は圧縮されやすくなり、空気膜厚さは減少します。一方で、ロール半径rが大きくなると、同じ張力条件でも半径方向応力の分布が変化します。
一般にT/rの値は周方向応力の目安として用いられ、巻取り内部応力状態を評価する際の一指標となります。巻径が増加するとT/rは低下し、内層に伝わる拘束力が相対的に弱まります。この影響で空気層の圧縮が不十分になり、結果として厚みが残りやすくなります。
したがって、巻始めと巻終わりで同一張力を維持するだけでは十分ではありません。巻径変化に応じて張力を調整し、空気膜厚さを一定範囲に保つ考え方が重要です。張力制御は空気膜管理の基礎条件といえます。
◇巻取速度・ニップ荷重・ヤング率と空気層厚みの相関
巻取速度が上昇すると、ロール表面に引き込まれる空気量が増加します。高速条件では空気の逃げ場が不足し、初期空気層が厚く形成されます。この初期厚みが大きいと、後工程での圧縮や流出を経ても一定量が残ります。ニップ荷重は、層間の接触圧を高める役割を持ちます。
適切な荷重を与えることで空気の排出が促進され、空気膜厚さを抑制できます。ただし過大な荷重は材料変形や圧痕の原因になります。条件設定では材料特性との整合が不可欠です。材料のヤング率も無視できません。
ヤング率が高い材料は変形しにくいため、空気を押し出す力が相対的に弱くなります。逆に柔軟な材料では局所変形が生じやすく、空気排出が進みます。このように、速度、荷重、材料剛性は相互に関連しながら空気層厚みに影響します。単独の要素ではなく、総合的な視点で調整する姿勢が求められます。
◇生産速度アップ時に増加する空気膜厚さへの対策
近年の生産現場では、高速化による能力向上が進んでいます。しかし速度向上は空気膜厚さの増加を招きます。速度を上げた際に従来と同じ張力やニップ条件を維持すると、トラクション不足やテレスコープが発生します。対策としては、まず張力プロファイルを見直します。
巻径に応じた段階的な張力補正を行い、T/rの変化を抑えます。また、ニップロールの配置や荷重設定を最適化し、空気排出経路を確保します。ロール表面に微細溝を設けることで、空気の逃げ道を形成する方法も有効です。
さらに、加速区間での速度変化を緩やかに設定し、急激な動圧発生を防ぎます。高速化に伴う空気膜増大は避けられませんが、条件調整によって影響を最小限に抑えられます。
◇現場計測値を活用した空気膜厚さの推定とフィードバック

空気膜厚さは直接測定が難しいため、間接的な評価が重要になります。現場では巻硬さ測定、内部温度分布、張力履歴などのデータを取得できます。これらの値をもとに空気膜の状態を推定します。たとえば巻硬さが低い部分は、内部応力が不足している可能性があります。
その原因として空気膜残存が考えられます。張力変動やスリップ履歴と照合することで、厚みの傾向を把握できます。推定結果を次回の条件設定に反映させることが重要です。理論計算値と実測データを比較し、差異を分析します。
このフィードバックを繰り返すことで、空気膜厚さを安定した範囲に保てます。現場データを活用した継続的改善こそが、ウェブハンドリング品質向上の鍵となります。
空気膜厚さ計算を活かした巻取り条件最適化

巻取り品質を安定させるためには、経験だけに頼らない条件設計が求められます。空気膜厚さの計算を活用することで、張力や速度設定に理論的根拠を持たせられます。
こちらでは空気膜厚さ計算を軸にした巻取り条件最適化の考え方と、実務への落とし込み方法を解説します。
◇「張力と空気膜を制する者はウェブハンドリングを制する」の実務的意味

ウェブハンドリングにおいて張力は最重要管理項目です。しかし実際には、張力だけを最適化しても品質は安定しません。張力が空気膜厚さに影響し、その空気膜が内部応力分布やトラクション特性を左右するためです。
張力を高めることで層間圧縮が進み、結果として空気膜は薄くなる方向に作用しますが、過度に高い設定は巻き締まりや材料変形を招きます。逆に張力を下げれば表面保護には有利ですが、空気膜が厚くなりテレスコープやスリップを誘発します。
実務ではこの両立が常に課題になります。つまり、張力と空気膜を一体で捉える視点が不可欠です。張力を単独で管理するのではなく、空気膜厚さを通じて内部応力状態を間接的に制御するという発想が重要です。この考え方を持つことで、条件変更時の品質変化を予測しやすくなります。
◇空気膜厚さ計算を組み込んだ巻取り条件設定ステップ

巻取り条件を最適化する際は、段階的に検討を進めます。まず搬送速度、ロール径、材料物性を整理し、巻き込み初期空気層厚みを推定します。速度が高い場合は初期厚みが増える前提で計算します。次に張力設定を仮決定し、半径方向応力の分布を評価します。
T/rの変化を考慮しながら、ボイルの法則にもとづいて圧縮後の空気膜厚さを概算します。その後、空気流出を想定し、時間経過後の厚さを補正します。算出した厚さが品質許容範囲を超える場合は、張力プロファイルやニップ荷重を再調整します。
この計算と再設定を繰り返し、理論上安定する条件を導きます。最後に実機で検証し、巻硬さや端面状態を確認します。この一連の流れを標準化することで、属人的な調整から脱却できます。
◇今後のウェブハンドリングにおける空気膜厚さ管理の方向性
今後のウェブハンドリングでは、より高速かつ高機能な材料への対応が求められます。薄膜化や多層化が進むほど、空気膜の影響は顕在化します。従来の経験則だけでは安定化が難しくなります。空気膜厚さをリアルタイムで推定する技術や、内部応力を可視化するセンサーの導入が進む可能性があります。
取得データを解析し、張力や速度を自動補正する制御方式も現実味を帯びています。重要なのは、空気膜を不確定要素として扱わない姿勢です。理論計算、シミュレーション、実測データを統合し、管理対象として明確に位置付けます。
空気膜厚さを積極的に制御する取り組みが、今後の高品質ウェブハンドリングを支える基盤になります。
【あわせて読みたい】
▼フィルムシワの種類別メカニズムとウェブハンドリング対策完全ガイド
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリングの安定化には、理論と実務の両面に精通した専門企業の支援が欠かせません。張力制御や巻取り不良などの課題は、設備や材料条件によって解決策が異なります。こちらではウェブハンドリング分野で相談実績のある企業を紹介します。
◇若水技研株式会社

若水技研株式会社は、ウェブハンドリング装置や関連機器の設計・製作を手がける技術志向の企業です。フィルムやシートなどの連続体搬送における課題に対し、現場目線での改善提案を行っています。
特に巻取り・巻出し装置や張力制御系の設計に実績があり、生産ライン全体の安定化を視野に入れた対応が特徴です。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
同社は単なる装置供給にとどまらず、既存設備の改造やトラブル解析にも対応しています。蛇行やしわ、スリップといったウェブ特有の問題に対し、搬送条件やロール構成を見直すことで根本的な改善を図ります。材料特性や生産速度の変化に応じたカスタマイズ設計を行う点も強みです。
ウェブハンドリングの安定化を目指す企業にとって、実務的な相談ができるパートナーといえます。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社伸興
株式会社伸興は、フィルムやシート搬送設備の設計・製作を手がける専門企業です。張力制御機構やガイドロール配置設計など、ウェブハンドリングの基盤となる技術に強みを持ちます。特に巻取り・巻出し装置のカスタマイズ提案に実績があり、既存ラインの改造や最適化にも対応しています。
| 会社名 | 株式会社伸興 |
| 所在地 | 〒551-0021 大阪府大阪市大正区南恩加島5-8-84 |
| 電話番号 | 06-6552-3170 |
| 公式ホームページ | https://shinko-jp.biz/ |
同社は現場ヒアリングを重視し、材料特性や生産条件を踏まえた設計を行います。空気膜や内層圧力といった理論的視点も取り入れながら、実機に即した提案を進めます。
設備単体の導入だけでなく、ライン全体のバランスを考慮した改善提案を行う点も特徴です。巻取り不良や蛇行トラブルに悩む現場にとって、総合的に相談できる存在といえます。
株式会社伸興の評判記事はこちら!
◇株式会社KANDA

株式会社KANDAは、ウェブハンドリングに特化した技術情報とソリューションを提供する企業です。張力制御理論やロール設計に関する専門知識を体系的に整理し、実務へ落とし込む支援を行っています。特にトラブル原因の理論解析や条件最適化のサポートに強みがあります。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
同社は単なる機器販売ではなく、課題整理から改善方針の立案までを一貫して支援します。空気膜厚さやT/rの考え方など、理論に基づいた検討を行い、再発防止につながる対策を提案します。高速化や薄膜化が進む現場では、経験則だけでは限界があります。
同社のように理論と実務を橋渡しできる企業は、安定操業を目指すうえで心強い相談先となります。
株式会社KANDAの評判記事はこちら!
まとめ

本記事ではロール間空気膜の発生メカニズムから理論計算式、巻取り品質への影響、そして条件最適化の考え方までを紹介しました。空気膜は単なる副次現象ではなく、張力や速度、ロール径と密接に関係しながら、トラクション特性や内部応力分布を左右します。
ボイルの法則やレイノルズ方程式を基礎に置くことで、圧縮と流出の挙動を定量的に把握できますが、実際の設計では材料特性や設備条件も踏まえた総合的判断が欠かせません。
空気膜が厚くなればスリップやテレスコープが発生しやすくなり、逆に過度に薄い場合には擦り傷や巻き締まりの原因になります。重要なのは、張力と空気膜を一体で捉え、理論値と実測データを往復させながら最適条件を導く姿勢です。
巻取り品質の安定化や高速化対応を目指すなら本記事を参考にしてください。
この記事を読んでいる人におすすめ
▼ ウェブハンドリングの基礎知識|ロールtoロール工程・搬送装置で起こりやすい課題と対策
