
ウェブハンドリングにおける巻取りモデルの歴史から読み解く進化

フィルムや紙、金属箔などをロール状に巻き取る工程では、見た目では分かりにくい内部応力が品質を大きく左右します。適切に管理されていない場合、シワやブロッキング、巻きズレといったトラブルが後工程や保管中に顕在化することも少なくありません。
こうした課題に対し、感覚や経験だけでなく、理論に基づいて状態を把握するために用いられてきたのが「巻取モデル」です。巻取モデルは世代ごとに進化し、現在では実用レベルで現場改善に活かされています。
この記事では、巻取モデルの基礎から第1世代〜第4世代までの考え方、Hakielモデルの位置づけ、そして現場での活用ポイントまでをわかりやすく解説します。
目次
巻取モデルとは
巻取工程では、フィルムや紙をロール状に巻き取る際に、内部に応力(締まり具合や歪み)が発生します。この内部応力は、シワやブロッキング、巻きズレといった品質トラブルの原因になるため、事前に予測することが重要です。
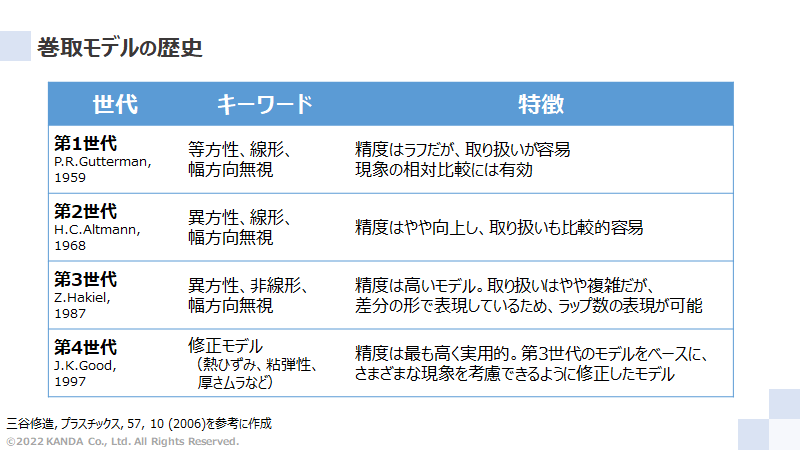
そのために用いられてきたのが、内部応力を数値で表す「巻取モデル」です。巻取モデルは、精度や考え方の違いから、第1世代から第4世代まで段階的に発展してきました。
◇第1世代モデル ― シンプルで扱いやすい出発点
第1世代の巻取モデルは、材料を等方性・線形として扱い、幅方向の影響を考慮しない非常にシンプルなモデルです。計算は容易で、導入や理解がしやすい一方、予測精度は大まかなものにとどまります。そのため、条件変更によるロール品質の違いを「相対的に比較する」用途が主な役割でした。
◇第2世代モデル ― 材料特性を一歩踏み込んで考慮
第2世代では、材料の異方性を考慮するようになり、精度がやや向上しました。基本的な構造は線形で、幅方向は引き続き無視していますが、第1世代に比べて実際の材料挙動に近い予測が可能となりました。扱いやすさと精度のバランスが取れたモデルとして、実務でも使われるようになりました。
◇第3世代モデル ― 高精度化と実務への接近
第3世代では、異方性に加えて非線形性を取り入れ、内部応力の予測精度が大きく向上しました。差分形式で表現されているため、巻き重なり回数(ラップ数)を考慮できる点が特長です。計算や設定はやや複雑になりますが、実際の巻取状態をより現実的に再現できるようになりました。
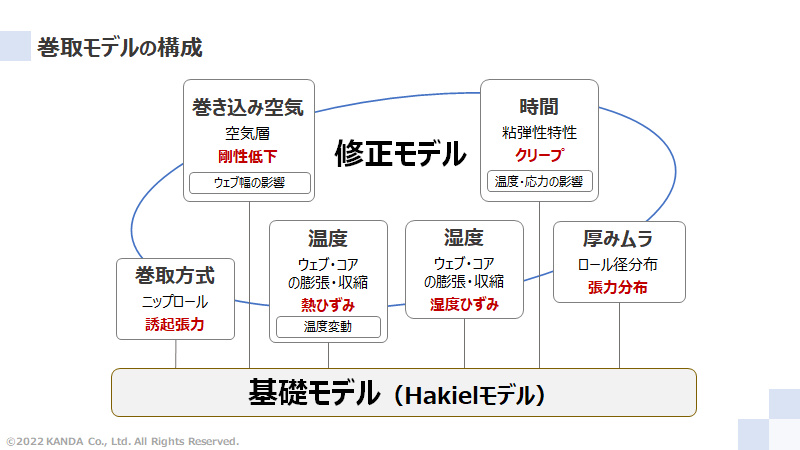
◇第4世代モデル ― 実用レベルに到達した完成形
第4世代は、第3世代モデルをベースに、熱ひずみや粘弾性、厚さムラといった現実の現象を組み込んだ修正モデルです。予測精度は最も高く、実用に耐えるレベルに達しました。この段階で巻取モデルの基礎研究はほぼ完成し、現在は各企業が自社技術として応用研究や現場最適化に取り組むフェーズへと移行しています。
【あわせて読みたい】
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
第1世代の巻取モデルとは
第1世代の巻取モデルは、巻取解析の中でも最も古典的な考え方に基づくモデルです。計算が非常にシンプルで、巻取り時にロール内部でどのような応力が発生するのかを「定性的に理解する」目的で、現在でも参考として使われています。精密な予測というより、現象の全体像をつかむための入り口として位置づけられます。
◇Guttermanモデルの基本的な考え方
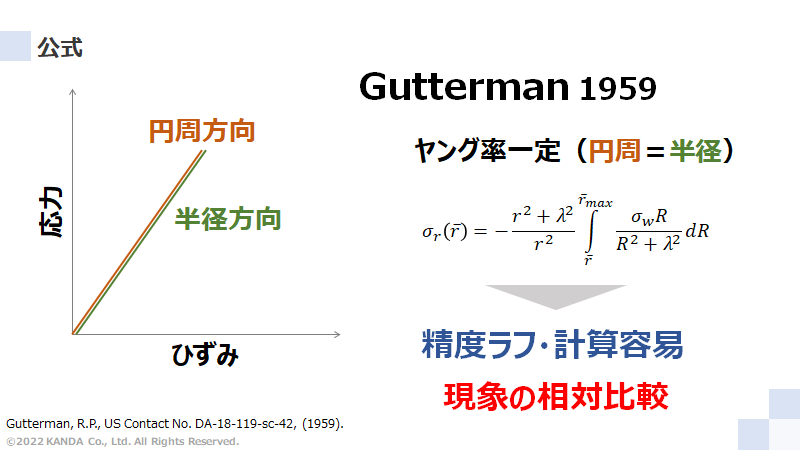
第1世代モデルの代表例が、Gutterman(ガッターマン)モデルです。このモデルでは、ウェブの巻取方向(円周方向)と厚み方向(半径方向)のヤング率が、ともに一定で、しかも同じ値であると仮定しています。
材料の性質をかなり単純化することで、内部応力を数式(公式)として表現できるのが特徴です。この公式を解くことで、ロール内部に生じる応力分布を求めることができます。
◇計算が容易という大きなメリット
Guttermanモデルの最大の利点は、計算が容易な点です。複雑な数値解析を必要とせず、比較的簡単に結果を得られるため、理論の理解や教育用途にも向いています。
また、「張力を上げるとどうなるか」「巻径が大きくなると応力はどう変わるか」といった傾向をつかむには十分役立ちます。
◇予測精度と使いどころ
一方で、第1世代モデルは実際の材料挙動を細かく反映しているわけではないため、予測精度は高いとは言えません。そのため、絶対値としての内部応力評価には不向きです。しかし、条件変更による影響を相対的に比較する目的であれば、有効に活用できます。
たとえば、設定条件AとBのどちらがより厳しい巻取状態になるか、といった判断には十分な指標となります。
◇次世代モデルへの橋渡し
このように、第1世代の巻取モデルは「精度よりも分かりやすさ」を重視したモデルです。ここで得られた知見が、その後の第2世代以降の高精度モデル開発につながっていきました。巻取モデルを理解するうえで、今なお重要な基礎となる考え方といえるでしょう。
第2世代の巻取モデルとは
第2世代の巻取モデルは、第1世代の考え方をベースにしながら、材料特性をもう一段現実に近づけたモデルです。最大の特徴は、ヤング率の異方性を考慮できる点にあります。これにより、巻取り時に発生する内部応力の予測精度が、第1世代よりも向上しました。
◇Altmannモデルの基本構造
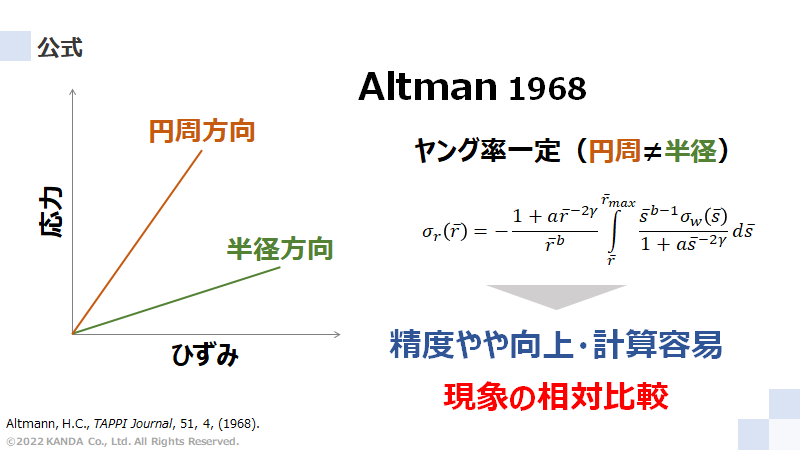
第2世代を代表するのがAltmann(アルトマン)モデルです。このモデルでは、ウェブの円周方向と半径方向のヤング率を、それぞれ異なる定数として扱います。材料が方向によって異なる硬さを持つという前提を取り入れることで、実際のフィルム挙動に一歩近づいた表現が可能になりました。
ただし、第1世代と同様にヤング率は「一定」と仮定されており、内部応力は公式を解くことで求められます。
◇計算のしやすさと予測精度のバランス
Altmannモデルは、計算が簡単という第1世代の利点を維持したまま、予測精度をやや高めた点が評価されています。そのため、巻取条件を変更した際の影響を比較する「相対評価」には、今でも十分に活用できます。一方で、絶対的な応力値を高精度に求める用途には限界があります。
◇第1・第2世代モデルの共通課題
第1世代と第2世代に共通する前提は、ヤング率を一定と仮定している点です。この仮定によって計算は容易になりますが、半径方向ヤング率が非線形性を示す場合には、予測精度が低下するという課題があります。この問題が、次の世代のモデル開発につながっていきます。
◇ヤング率に関する実験結果の考え方
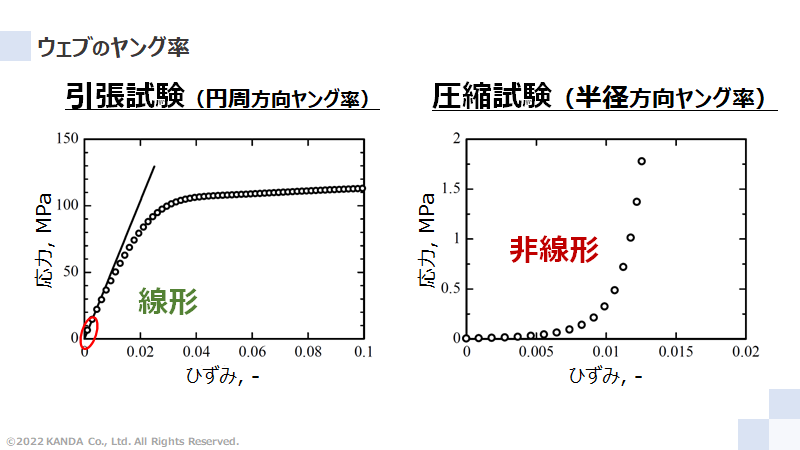
あるプラスチックフィルムの試験データを見ると、円周方向と半径方向で材料の挙動が大きく異なることが分かります。円周方向ヤング率は引張試験から求められ、実際の巻取ロールでは線形領域で使われることが多いため、一定とみなしても大きな問題はありません。
◇半径方向に現れる非線形性
一方、半径方向ヤング率は圧縮試験によって評価されます。この試験では、応力とひずみの関係が非線形になるケースが多く、実際の巻取ロール内部でも数kPa~数MPaという広い応力範囲で変化します。ここに、第2世代モデルの限界があり、この非線形性をどう扱うかが、より高度な巻取モデルへの重要な課題となりました。
【あわせて読みたい】
▼巻取り品質を左右するウェブ物性評価とは?基礎から考える巻取り工程の最適化
第3世代の巻取モデルとは
第3世代の巻取モデルは、実際の巻取り現象をより正確に捉えるために進化したモデルです。最大の特徴は、半径方向ヤング率の非線形性を考慮している点にあります。
これにより、これまで理論と現場の結果に差が出やすかった内部応力の予測精度が大きく向上しました。現在実用されている多くの解析手法は、この第3世代モデルを基礎としています。
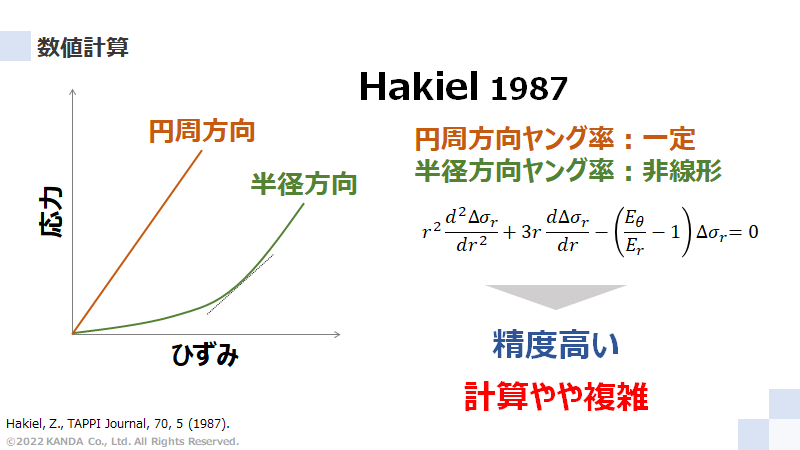
◇Hakielモデルの位置づけ
第3世代を代表するのが、Hakiel(ハキール)氏によって提案された巻取モデルです。このモデルでは、円周方向と半径方向で異なるヤング率を持つ異方性に加え、半径方向ヤング率が応力によって変化する非線形性を取り入れています。現場で観察される「巻き始めと巻き終わりでロールの硬さが変わる」といった挙動を、理論的に説明できるようになりました。
◇数値計算によるアプローチ
第1・第2世代では公式を解くだけで内部応力を求められましたが、第3世代では数値計算が必要になります。ロールが1層ずつ巻かれていく過程を差分の形で計算するため、巻取り層数(ラップ数)を考慮できる点が大きな強みです。一方で、計算手順はやや複雑になり、専用の計算ツールやソフトウェアが求められるようになりました。
現場での活用イメージ
第3世代モデルを使うことで、巻取り張力やニップ条件を変更した際に、ロール内部応力がどのように変化するかを事前に確認できます。これにより、テレスコープやブロッキングといったトラブルを未然に防ぐための条件検討が可能になります。理論と現場のギャップを埋める、実務に近いモデルといえるでしょう。
◇第4世代モデルへの発展
第3世代モデルの登場により、巻取解析は実用レベルに到達しました。このモデルをベースとして、熱ひずみ、粘弾性、厚さムラなど、より多くの現象を取り込んだ第4世代モデルが開発されていきます。第3世代は、巻取理論が次のステージへ進むための重要な土台となったモデルなのです。
第4世代の巻取モデルとは
第4世代の巻取モデルは、実際の巻取り工程で内部応力に大きく影響するさまざまな現象を同時に考慮できる点が特徴です。
第3世代モデルを土台にしながら、空気、温度、材料特性など現場で無視できない要素を取り込み、より実用性の高い解析が可能になりました。理論と現場挙動のズレを最小限に抑えられる、現在の到達点といえるモデルです。
◇巻取モデルに組み込まれる主な現象
第4世代モデルでは、内部応力に影響を与える現象を個別にモデル化し、必要に応じて組み合わせて使います。以下は代表的な要素です。
◇巻き込み空気の影響
ウェブを巻き取る際、周囲の空気が一緒に巻き込まれ、ウェブ間に空気層が形成されます。この空気層はロールを軟らかくし、巻硬さや内部応力に大きく影響します。ニップロールの有無や空気の逃げ場をどう考えるかによって、解析結果は大きく変わるため、実機条件に近い仮定が重要になります。
◇ニップロールによる張力変化
ニップロールは、空気の巻き込み量を抑える役割に加え、ロールとの摩擦によって張力を増大させます。この「誘起張力」は、巻姿や内部応力を左右する重要な要素です。第4世代モデルでは、ニップ条件を取り入れることで、より現場に近い張力状態を再現できます。
◇温度・湿度など周辺環境の変動
巻取り後に温度や湿度が変化すると、ウェブやコアが膨張・収縮し、内部応力が変わります。特に温度変化は、空気層の断熱効果も含めて考える必要があります。環境変動を考慮することで、保管中や後工程で発生するトラブルの予測が可能になります。
◇粘弾性特性による時間変化
プラスチックフィルムでは、時間とともに応力が変化する粘弾性特性が無視できません。巻き取った直後は問題がなくても、時間経過でブロッキングなどが発生するケースがあります。第4世代モデルは、このような「時間軸」の影響も扱える点が特長です。
◇幅方向の厚みムラへの対応
ウェブには幅方向の厚みムラが存在し、巻き重なることでロール径の差が生じます。その結果、幅方向で実張力が不均一になります。モデル上で幅方向を分割して表現することで、耳部や中央部で異なるトラブルの予測が可能になります。
◇活用時の考え方
実際の巻取りでは、これらの現象が単独ではなく複合的に作用します。第4世代モデルを活用する際は、対象となる材料特性、巻取方式、生産条件を整理し、必要な要素を取捨選択することが重要です。すべてを盛り込むのではなく、「現場を最もよく表せるモデル」を選ぶことが、実用的な解析につながります。
【あわせて読みたい】
▼スリッターとは?ロールtoロール工程や加工現場で欠かせないスリット加工
巻取り理論とHakielモデルの位置づけ

巻取り理論は、ロール品質を感覚ではなく数値で評価し、最適な巻取条件を見極めるための有効な考え方です。なかでもHakielモデルは、現在の巻取理論の土台となっている代表的なモデルで、多くの解析や応用研究の基礎として使われています。本章では、その考え方と計算イメージを現場目線で紹介します。
◇Hakielモデルの概要と基本的な仮定
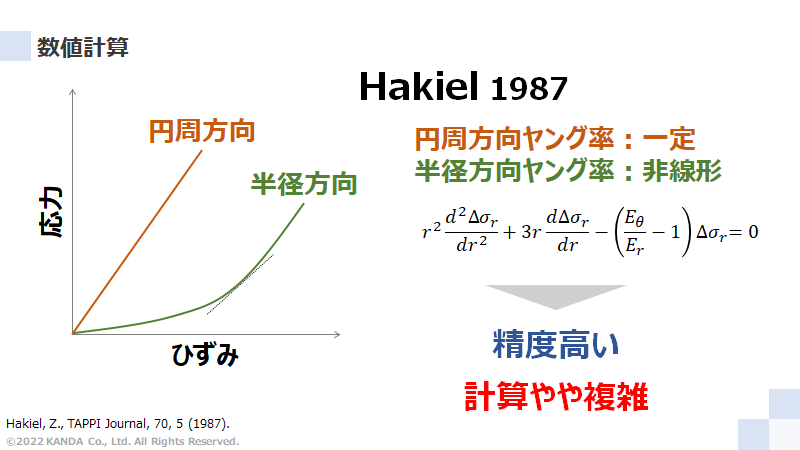
Hakielモデルは1987年に提案され、半径方向ヤング率の非線形性を考慮したことで、従来モデルよりも内部応力の予測精度を大きく向上させました。その後も多くの修正モデルが生まれましたが、いずれもHakielモデルをベースにしています。
このモデルでは、巻取ロールを理想的な円筒として扱い、ウェブは薄い円筒が何層も重なった構造として表現します。また、円周方向のヤング率は一定、半径方向は応力に応じて変化する非線形特性を持つと仮定します。現実を単純化しつつ、巻取りで重要な要素はしっかり押さえている点が特徴です。
◇ウェブのヤング率評価の考え方
Hakielモデルを使うには、ウェブのヤング率を事前に評価しておく必要があります。円周方向は引張試験、半径方向は圧縮試験のデータを用いて数値化します。
実際の巻取ロール内の応力範囲を考えると、円周方向は線形領域で扱えることが多く、一定値として設定します。一方、半径方向は非線形領域に入るため、応力に依存した近似式としてモデルに組み込みます。ここが従来モデルとの大きな違いです。
◇内部応力の数値計算イメージ
数値計算では、巻取りを「薄肉円筒の積み重ね」として考えます。1層目がコアに巻かれると張力に応じた圧力が生じ、2層目が巻かれると、その圧力が内側の層に追加されます。これを繰り返すことで、ロール内部の応力分布を順次計算していきます。
ただし、最外層の影響は内層ほど弱くなるため、単純な足し算では表せない点が重要です。
◇数値計算結果から読み取れること
例えばPETフィルムを一定張力で巻き取る場合、半径方向応力は常に内層が最大となり、外層に向かって減少します。巻取が進むにつれて全体の応力は増加しますが、内層ほど変化は小さくなります。
円周方向応力は凹形状となり、内層側のウェブが次第に圧縮されていく様子が確認できます。
◇数値化がもたらす現場でのメリット
内部応力を数値で把握できると、巻取トラブルの原因を客観的に考えやすくなります。また、条件を変えた場合の影響を定量比較できるため、トラブルが起きにくい巻取条件の検討にも役立ちます。重要なのは、数値と実際のトラブルを結び付けて読み解く力を養うことです。
ウェブハンドリングメーカーおすすめ3選
ウェブハンドリング技術は、フィルムや紙、金属箔などの安定搬送と品質確保を支える重要な基盤技術です。装置や部材の選定を誤ると、トラブルや歩留まり低下につながります。
ここでは、現場での実績と技術力に定評のあるウェブハンドリングメーカーを厳選してご紹介します。
◇若水技研株式会社

若水技研株式会社は、微細溝加工ロールに特化した専門メーカーです。主力製品であるマイクログルーブロールを通じて、フィルム・金属箔・紙などの搬送工程で発生しやすいスリップやシワ、スクラッチといった課題の解決に取り組んできました。
材料の特性や製造ラインの構成、運転条件まで踏み込んだ分析を行い、搬送・張力制御・巻取りを含めたウェブハンドリングを総合的に提案できる点が大きな特長です。実機テストによる事前検証に加え、性能を数値で示す設計力により、導入後の効果を明確に可視化しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
さらに、超音波クリーナーを活用した清浄化技術を組み合わせることで、品質の安定化や歩留まり向上にも貢献。現場視点を重視した、実践的な提案力を強みとするメーカーです。
若水技研株式会社の評判記事はこちら!
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、1899年に創業した長い歴史を持つローラーメーカーです。1923年には「SK式ゴムローラー」で特許を取得し、印刷用ゴムローラー分野の草分け的存在として業界の発展を支えてきました。その独自性の高い技術力は「技術のカツラ」と称され、長年にわたり高い評価を得ています。
印刷用途をはじめ、各種工業分野に向けた高機能ローラーを幅広く展開しており、耐熱性・耐摩耗性・耐溶剤性など、用途ごとに求められる多様な性能ニーズにも柔軟に対応しています。加えて、ゴム生地の開発から製品化までを一貫して行う生産体制と、継続的な研究開発により、環境に配慮した製品の提供にも積極的に取り組んでいます。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
その品質と技術力は日本国内にとどまらず海外からも高く評価されており、世界中で信頼されるローラーメーカーとして確かな地位を築いています。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダーは、フィルム・金属箔・製紙分野におけるシワ対策を専門とする、エキスパンダーロール分野で国内トップシェアを誇るメーカーです。多様なシート材料を長年扱ってきた豊富な実績と蓄積されたノウハウを活かし、製造工程で発生するシワやたるみに対して最適なソリューションを提供してきました。
同社の製品は、単にシワを除去するだけでなく、製造品質の安定化や歩留まりの改善にも大きく貢献しています。「使い勝手の良さ」を重視した製品づくりを追求し、既存の枠にとらわれない柔軟な発想で開発を続けている点も特長です。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
導入前の検討段階から導入後のフォローまで一貫して現場に寄り添った対応を行い、コンバーティング業界を支えるインフラ的存在として、今なお技術革新に取り組み続けています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
▼カンセンエキスパンダーの評判は?エキスパンダーロールの特長と製品ラインアップを徹底解説
まとめ

巻取工程では、内部応力の管理がロール品質を左右し、シワ・ブロッキング・巻きズレなどのトラブル防止には理論的な理解が欠かせません。
その指標となるのが巻取モデルであり、第1世代から第4世代へと進化する中で、材料特性や現場条件をより正確に反映できるようになってきました。第1・第2世代は計算の容易さから傾向把握に適し、第3世代ではHakielモデルを中心に非線形性を考慮することで実務レベルの精度に到達しました。
さらに第4世代では、空気巻き込みやニップ、温湿度、粘弾性、厚みムラなど現実の要因を統合し、保管後や後工程まで見据えた解析が可能になります。
重要なのは、すべてを盛り込むことではなく、自社の材料や設備条件に合ったモデルを選び、数値と現場現象を結び付けて活用することです。巻取理論を正しく理解し、ウェブハンドリング技術や装置選定と組み合わせることで、安定生産と品質向上を実現できます。
この記事を読んでいる人におすすめ
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
