
宙吊り保管で巻取ロールが変形する理由|空気抜け・巻き巣・しわの予防策

宙吊り保管はスペース効率や取り回しの面で有効な方法ですが、巻取ロールの変形トラブルが発生しやすい保管方法でもあります。
巻取り直後は問題がなくても、保管中に内部の空気が抜けたり応力バランスが崩れたりすることで、巻き巣・トンネリング・しわなどの不具合が顕在化するケースがあります。
本記事では、宙吊り保管で巻取ロールが変形する理由と発生メカニズムを整理し、空気抜けや内部応力に着目した予防策を解説します。
目次
宙吊り保管トラブルとは
宙吊り保管トラブルとは、巻取直後は問題がない製品でも、保管中に形状が崩れてしまう現象を指します。
特にロール状で保管する材料やフィルムでは、保管方法や時間経過によって変形や不良が発生するケースがあります。
巻取直後は外観・寸法ともに正常で、検査も問題なく通過します。
しかし、宙吊り状態で保管している間に自重や応力が徐々に影響し、形状が変化していきます。
その結果、
- 端部のたわみや変形
- 巻きズレや蛇行
- 局所的な圧痕や折れ
といった不具合が発生します。
厄介なのは、「出荷直後は問題がないのに、数日〜数週間後に不良が顕在化する」点です。
このため、製造工程では問題が見つからず、出荷後や使用時にトラブルとして発覚するケースが多くなります。
宙吊り保管は一見合理的な方法に見えますが、製品特性によっては内部応力や自重の影響を受けやすく、長期保管ではリスクが高まります。
そのため、保管方法と材料特性の関係を理解し、適切な管理を行うことが重要です。
なぜ変形するのか

巻取ロールの変形は、単純に「重さでつぶれる」だけではなく、内部応力と空気状態の変化が複合的に作用して発生します。
巻取り時に形成された応力バランスは時間とともに変化し、保管中の自重や環境条件の影響を受けて徐々に崩れていきます。
こちらでは、ロールが変形するメカニズムを理解するために、内部応力・空気量・保管条件の関係から解説します。
空気抜け
ロール内部の空気量は、保管中の変形に大きく影響します。
巻取ロールは、コア(芯)で支えた状態で保管されることがあります。
巻取り直後は安定した巻き姿を保っていても、時間の経過とともにロール内部に巻き込まれた空気が徐々に抜けていきます。
空気が抜けることで内部の支持力が低下し、ロール自身の重さによって変形が進行します。
このとき、外観上は大きな変化がなくても、内部では応力バランスが崩れている状態になります。
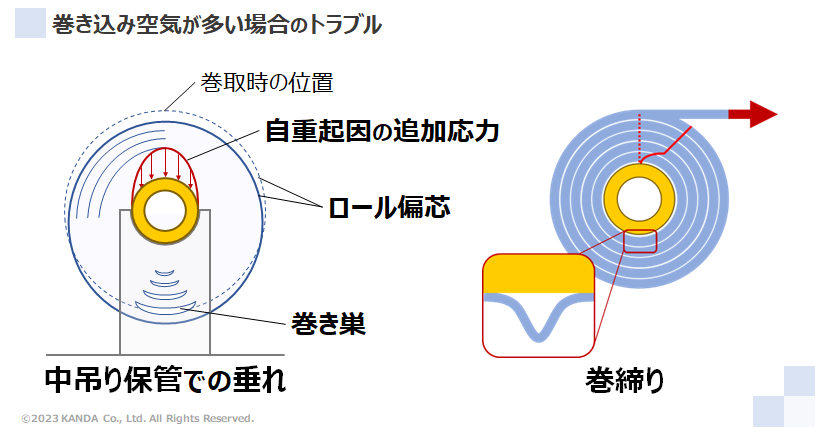
ロールが変形すると、位置ごとに異なるトラブルが発生します。
- 上面:自重による追加応力が集中し、1回転周期でブロッキング(貼り付き)が発生
- 下面:巻き巣(内部の隙間)が生じ、しわやトンネリング(層内部のトンネル状変形)が発生
特に宙吊り保管では、ロール内部の空気が多いほど影響を受けやすく、変形リスクが高まります。
また、巻取り条件も重要な要因です。
接圧制御率(巻き始めに対する巻き終わりの圧力比)が低すぎる場合、内部に空気を多く巻き込んだ状態になります。
この状態で保管や輸送を行うと、時間とともに空気が抜け、
- 巻きズレ
- 形状崩れ
といった不具合が発生しやすくなります。
そのため、ロールの安定性を確保するには、「巻取り時の圧力制御」と「内部空気量の管理」が重要なポイントとなります。
自重による応力再分布
コア上面と下面では、同じ巻取ロールでも発生する現象が異なります。
巻取時に強く巻きすぎたロール内部には、半径方向(内側へ押し込む力)の応力が過大に作用しています。
この状態で層同士が強く圧着されると、後に引き離される際に表面変形や破れ、塗工層の破壊が発生することがあります。これがブロッキングです。
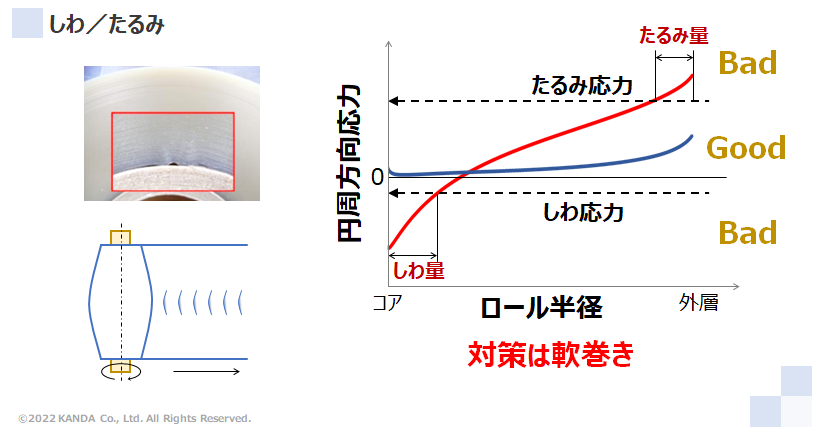
一方で、円周方向(巻き方向)の応力も重要です。
この応力が適正範囲を外れると、以下のような現象が発生します。
- 応力が低い場合:しわ(圧縮による座屈)
- 応力が高すぎる場合:弛み(引張による永久伸び)
つまり、巻き条件が強すぎても弱すぎても、不具合の原因になります。
こうした状態でロールが変形すると、コア上面と下面で異なるトラブルが現れます。
コア上面(上側)
自重による追加応力が集中し、局所的に圧力が高くなります。
その結果、1回転周期でブロッキングが発生しやすくなります。
コア下面(下側)
ロールがつぶれる方向に変形することで、巻き巣(内部の隙間)が発生します。
この隙間により、
- しわ(層の座屈)
- トンネリング(内層がトンネル状に変形)
といった不具合が発生します。
このように、巻取ロールは「上側は圧縮トラブル」「下側は変形・隙間トラブル」と、位置によって異なる現象が起こります。
そのため、巻き条件だけでなく、保管状態や荷重バランスも含めて管理することが重要です。
【あわせて読みたい】
起きやすい不具合

宙吊り保管や巻取り条件の不適合により、巻取ロールには特有の不具合が発生します。重要なのは「現象の名称」だけでなく、「現場でどう見分けるか」を理解することです。
こちらでは実務者向けに、代表的な不具合と判別ポイントを整理します。
巻き巣
巻き巣は、ロール内部に空隙ができ、層同士が均一に密着していない状態です。
見た目は正常でも内部に問題を抱えていることが多く、他の不具合の起点になります。
主な原因
- 巻取り時の接圧不足や圧力制御の不適合
- ロール内部への空気の巻き込み
- 保管中に空気が抜け、内部構造が崩れる
現場での見分け方
- ロール端面を見ると、内側が凹んで見える
- 指で押すと部分的に柔らかく、密度にムラがある
- 外周は締まっているのに、内部だけ緩い感触がある
影響
- トンネリングやしわの発生起点になる
- 巻出し時のテンション不安定や蛇行の原因
- 長期保管で変形が進行しやすい
巻き巣は初期段階では気づきにくいため、端面観察と触診が重要です。
トンネリング
トンネリングは、ロール内部の層が浮き上がり、トンネル状の空間が形成される現象です。
巻き巣が進行した結果として発生することが多く、内部不良の典型例です。
主な原因
- 巻き巣による内部空隙の拡大
- 円周方向応力の不均一(巻きムラ)
- 宙吊り保管による重力変形
現場での見分け方
- ロール端面に段差や波打ちが見える
- 一部の層が浮き上がり、層間に連続的な空間がある
- 巻出し時にテンションが周期的に変動する
影響
- フィルムの蛇行や折れ
- 加工工程での位置ズレや不良
- 破断やライン停止の原因
トンネリングは進行すると修正が難しく、早期発見が重要です。
しわ
しわは、ウェブが圧縮応力により座屈し、波状に変形した状態です。
外観不良として顕在化しやすく、品質クレームにつながりやすい不具合です。
主な原因
- 円周方向の圧縮応力が臨界値を超えている
- 巻き巣やトンネリングによる内部空間
- 保管時の荷重バランスの偏り
現場での見分け方
- 表面または内部に波状の筋が発生
- 特定位置で繰り返し発生する(位置依存性)
- 軽く引っ張ると一時的に消えるが再発する
影響
- 外観不良(見た目品質の低下)
- 印刷・ラミネート工程での不良
- 製品寸法や機能への影響
しわは「圧縮応力+変形スペース」がそろったときに発生するため、内部状態の確認が重要です。
1回転周期のブロッキング
ブロッキングは、層同士が圧着し剥がれにくくなる現象で、特に1回転周期で発生する場合は要注意です。
周期性があるため、巻取りや保管条件に起因する不具合と判断できます。
主な原因
- 巻きすぎによる過大な半径方向応力
- コア上面での自重による局所的な圧力集中
- 材料の粘着性や温度・湿度条件
現場での見分け方
- 一定ピッチ(ロール1回転ごと)で貼り付きが発生
- 巻出し時に周期的な抵抗や引っかかりがある
- 剥離後に表面転写やダメージが確認できる
影響
- 表面欠陥や機能層の破壊
- 巻出し不良やライン停止
- 製品歩留まりの低下
周期性がある場合は、巻取りテンションや保管荷重の見直しが必要です。
巻取り工程だけでなく保管条件まで見ることが重要

巻取ロールの不具合は、巻取り工程だけで発生しているとは限りません。
実際には「巻取り条件」と「保管条件」が組み合わさることで、初めて問題が顕在化するケースが多くあります。
例えば、巻取り直後は外観・寸法ともに正常であっても、
保管中に自重や内部応力のバランスが崩れ、数日〜数週間後に変形や不良が発生することがあります。
このとき、原因を装置や巻取り設定だけに求めると、本質的な対策につながりません。
- 巻取り条件(テンション・接圧・巻き硬さ)
- 保管方法(宙吊り・水平保管・積載状態)
- 保管環境(温度・湿度・保管期間)
これらを一体で評価することが重要です。
特に宙吊り保管では、内部空気の抜けや自重による変形が時間とともに進行するため、巻取り時の条件が適正でも不具合が発生することがあります。
そのため、不具合対策では「巻取り工程の最適化」だけでなく、「保管条件を含めた全体設計」で考える必要があります。
巻取りと保管を切り離さず、一連のプロセスとして捉えることが再発防止のポイントです。
【あわせて読みたい】
▼ウェブハンドリング最適化による巻き品質改善|よくある巻取トラブルとその解決策
保管前に確認したいポイント
巻取ロールの不具合は、保管中に発生するケースが多く、事前の確認が重要です。
特に「巻取り条件」と「保管条件」が適切でないと、時間経過とともに形状崩れや内部不良が進行します。
こちらでは、保管前に確認すべき主要ポイントを整理します。
巻取り条件
巻取り条件は、ロール内部に蓄積される応力状態を決定づける最も重要な要素です。
この段階での設定が不適切だと、保管中に不具合が顕在化します。
- 巻取りテンションが適正か(過大・過小の両方に注意)
- 接圧制御が段階的に変化しているか(巻き始め〜巻き終わり)
- 巻き硬さが均一で、局所的な締まり・緩みがないか
例えば、テンションが高すぎると半径方向応力が増加し、ブロッキングや層間破壊の原因になります。
一方で、低すぎると内部に空気を巻き込みやすくなり、巻き巣やトンネリングの起点になります。
また、巻き始めと巻き終わりで適切に接圧を変化させないと、内部と外周で応力バランスが崩れ、保管中に変形が進行します。
巻取りは「その場の品質」だけでなく、「時間経過後の安定性」を見据えて調整することが重要です。
空気量(巻き込みエア)
ロール内部に巻き込まれる空気は、保管中の形状安定性に直接影響します。
見た目では分かりにくいものの、不具合の根本原因になりやすいポイントです。
- 巻取り時にエアを過剰に巻き込んでいないか
- 端面や触診で空隙(巻き巣)の兆候がないか
- 接圧制御率が低すぎないか
空気が多く含まれているロールは、保管中に徐々に空気が抜けていきます。
その結果、内部の支持構造が崩れ、ロールが変形しやすくなります。
特に宙吊り保管では、重力の影響と空気抜けが重なり、
- 上面:圧縮によるブロッキング
- 下面:隙間発生による巻き巣・トンネリング
といった不具合が発生しやすくなります。
そのため、巻取り段階で「必要以上に空気を入れない設計」にすることが重要です。
ロール硬さ
ロール硬さは、内部応力バランスの健全性を示す指標です。
硬さが適正でない場合、保管中に変形や不具合が発生しやすくなります。
- 硬すぎないか(過大応力による圧着・ブロッキング)
- 柔らかすぎないか(空隙発生・巻き巣)
- 幅方向・径方向で硬さにばらつきがないか
硬すぎるロールは、層間が強く圧着され、剥離時にダメージが発生します。
逆に柔らかすぎると、内部が不安定になり、トンネリングやしわの原因になります。
また、ロールの一部だけ硬さが異なる場合、応力分布が偏り、
保管中に局所的な変形や周期的な不具合(1回転周期ブロッキングなど)が発生します。
実務では、端面の押し感や硬さ測定器を併用し、均一性も含めて評価することが重要です。
保管時間

保管時間は、不具合が「いつ発生するか」に大きく関わります。
短期では問題がなくても、時間経過によって徐々に問題が顕在化するケースが多くあります。
- 出荷までの保管期間はどの程度か
- 長期保管を前提とした巻取り条件になっているか
- 輸送時間や中間在庫期間を含めて考慮しているか
例えば、数日以内に使用される場合は問題が出なくても、
数週間保管すると空気抜けや応力緩和により変形が進行することがあります。
また、温度や湿度の変化と時間が組み合わさることで、
材料特性が変化し、ブロッキングやしわが発生しやすくなるケースもあります。
そのため、「いつ使うか」を前提に巻取り条件と保管方法を設計することが重要です。
保管条件チェックリスト

| 項目 | 確認内容 |
|---|---|
| 巻取りテンション | 強すぎ・弱すぎになっていないか |
| 接圧制御 | 巻き始めと巻き終わりで適正に制御されているか |
| 空気巻き込み | 内部に過剰な空気や空隙がないか |
| ロール硬さ | 硬さにムラがなく、適正範囲にあるか |
| 端面状態 | 凹み・段差・巻き巣の兆候がないか |
| 保管方法 | 宙吊り・水平など適切に選定されているか |
| 保管環境 | 温度・湿度が管理されているか |
| 保管期間 | 想定保管期間に対して条件が適正か |
改善の考え方

宙吊り保管による不具合は、単一の要因ではなく「巻取り条件」と「保管条件」の組み合わせで発生します。
そのため、部分的な対策ではなく、全体を見直す視点が重要です。
こちらでは、実務で押さえておきたい改善の基本的な考え方を整理します。
空気を入れすぎない
ロール内部に巻き込まれる空気は、保管中の変形や内部不良の主要因です。
空気が多い状態では、時間経過とともに抜けていく過程で内部構造が崩れ、巻き巣やトンネリングを引き起こします。
- 接圧制御率を見直し、巻き終わりの締まりを適正化する
- 巻取りテンションを安定させ、空気の巻き込みを抑制する
- 巻き始め〜巻き終わりで圧力バランスを段階的に調整する
特に「柔らかく巻けば安全」という考えは誤解になりやすく、
過度に柔らかい巻きは空気を多く含み、結果的に変形リスクを高めます。
また、材料や厚み、幅によって最適な空気量は異なるため、条件ごとに調整が必要です。
単純に数値を固定するのではなく、「保管後の状態」を基準に最適化する視点が重要です。
保管条件を見直す

巻取りが適正でも、保管条件が不適切であれば不具合は発生します。
特に宙吊り保管では、重力による変形と空気抜けが同時に進行するため、影響が顕著に現れます。
- 宙吊り・水平・支持方法の選定を見直す
- ロールの接触部や荷重のかかり方を均一にする
- 温度・湿度変動を抑え、材料特性の変化を防ぐ
例えば、長期間の宙吊り保管では、
上面には圧縮応力、下面には変形による隙間が発生しやすくなります。
また、保管環境によっては、
- 温度上昇による材料の軟化
- 湿度変化による表面状態の変化
などが起こり、ブロッキングやしわの発生リスクが高まります。
保管条件は「置き場所」だけでなく、「時間」と「環境」を含めて設計する必要があります。
巻取り条件とセットで考える
最も重要なのは、巻取りと保管を一体のプロセスとして捉えることです。
巻取り条件だけを最適化しても、保管中の応力変化を考慮していなければ不具合は再発します。
- 巻取りテンション・接圧と保管方法を同時に設計する
- 保管中に発生する応力緩和や変形を想定する
- 実際の保管期間・輸送条件を前提に設定する
例えば、宙吊り保管が前提の場合は、
- 空気量を抑えた締まりのある巻き
- 自重変形に耐えられる硬さ設定
が必要になります。
一方で、水平保管であれば、
接触面での圧力分布や局所変形を考慮した設計が求められます。
このように、「どのように保管されるか」によって最適な巻取り条件は変わります。
現場では巻取り工程と保管工程を分断せず、同じ設計思想で管理することが重要です。
FAQ

本テーマでは、巻取り条件や保管方法が複雑に関係するため、現場で判断に迷うケースが多くあります。こちらでは、実務でよくある疑問や見落としやすいポイントをQ&A形式で整理します。
Q. ロール径が大きいほどトラブルは起きやすくなりますか?

A. 一般的に起きやすくなります。
ロール径が大きくなるほど自重の影響が大きくなり、
内部応力の偏りや変形が発生しやすくなります。
特に宙吊り保管では、上面と下面での応力差が顕著になります。
Q. コアの材質や強度は影響しますか?
A. 影響します。
コアの強度が不足していると、保管中にたわみや変形が発生し、
ロール全体の形状崩れにつながります。
重量や保管方法に応じて、適切なコア仕様を選定することが重要です。
Q. 梱包状態は影響しますか?

A. 大きく影響します。
梱包によっては、
- 外圧による変形
- 湿度変化の影響
- 通気性の低下
が発生し、ロール状態に影響を与えます。
保管・輸送条件に合わせた梱包設計が重要です。
【あわせて読みたい】
▼巻取り工程で発生する端面不良の原因とは?ウェブハンドリング視点でわかる対策
ウェブハンドリングの課題を相談できる会社

ウェブハンドリングのトラブルは、装置・材料・条件が複雑に絡み合うため、原因特定や対策が難しい分野です。
そのため、専門知識と現場経験を持つ企業に相談することで、効率的に解決へつなげることが重要です。
若水技研株式会社

ロールtoロール搬送に特化した装置メーカーで、シワ・傷・ゆがみといったウェブ特有の課題に対して専門的に取り組んでいます。
現象を科学的に分析し、原因特定から対策まで一貫して対応できる点が特徴です。
独自開発のマイクログルーブロールにより、既存設備を活かしながら低コストで改善が可能です。
必要に応じて設備全体の見直しにも対応しています。
こんなケースにおすすめ
- シワや傷の原因が分からず、根本原因から解決したい
- 設備全体を入れ替えずに改善したい
- 既存ラインを止めずに短期間で対策したい
- 科学的な検証に基づいた再発防止を行いたい
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
カンセンエキスパンダー

フィルム・金属箔・紙などのシワを除去するエキスパンダーロールを提供するメーカーです。
幅方向の張力制御により、シワや弛みの改善に強みがあります。
既存設備への後付けが可能で、比較的シンプルな対策で効果を出しやすい点が特徴です。
こんなケースにおすすめ
- シワや弛みが特定工程で発生している
- 比較的明確な現象に対してピンポイントで対策したい
- 大きな設備改造をせずに改善したい
- 歩留まりや外観不良を短期間で改善したい
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
株式会社KANDA

ウェブハンドリングに関する技術サポート・コンサルティングを提供する企業です。
現場経験と理論に基づいた分析で、トラブルの根本原因を特定し、再発防止まで支援します。
データ解析や教育支援にも対応しており、長期的な改善に強みがあります。
こんなケースにおすすめ
- 原因が複雑で、装置だけでは解決できない問題がある
- 現場全体の条件やプロセスを見直したい
- 技術者のスキル向上や再発防止体制を構築したい
- データに基づいた改善や標準化を進めたい
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
まとめ

今回は宙吊り保管で巻取ロールが変形する理由について解説しました。
変形は自重だけでなく、内部の空気量や巻取り条件、保管環境が複合的に影響して発生します。巻き巣・トンネリング・しわといった不具合は連鎖して発生するため、初期段階での対策が重要です。
空気を入れすぎない巻取り設計と、保管条件を含めた全体最適の視点で管理することが、安定品質につながります。宙吊り保管での変形トラブルを防ぎたいなら本記事を参考にしてください。
この記事を読んでいる人におすすめ
▼ウェブハンドリングの歴史と最新技術動向|進化の過程と今後の展望
