
ウェブハンドリングにおけるテーパー張力の設定方法|理論・計算式・巻取りトラブル対策まで解説
ウェブハンドリング工程において、しわや弛み、ブロッキングなどのトラブルが発生する場合があります。こうした問題を抑制する方法として広く用いられているのが「テーパー張力」です。
テーパー張力は、巻取りの進行に伴って張力を段階的に低下させる制御方法であり、内部応力をバランスよく分散させることで巻取り品質の安定化につながります。
本記事では、テーパー張力の基本概念から理論的背景、計算式、実際の設定手順までを解説します。
目次
テーパー張力とは何か
ウェブハンドリング工程において、巻取り品質を安定させるためには張力制御が重要です。適切に張力を調整しないと、しわや層間スリップ、巻締りなどのトラブルが発生する可能性があります。
こうした問題を抑制するために広く用いられている方法がテーパー張力巻取りです。こちらでは、テーパー張力の基本的な考え方と、一定張力巻取りとの違い、テーパー率の意味について解説します。
テーパー張力の基本概念
テーパー張力とは、巻取りの進行に伴って巻取張力を徐々に低下させる制御方法です。巻取りが進むとロール半径が大きくなり、同じ張力でもロール内部の圧縮応力が増加します。そのため張力を一定に保つと、内層に過大な応力が蓄積しやすくなります。
テーパー張力の基本的な考え方
- 巻取り開始時は基準となる初期張力で運転
- ロール径の増加に合わせて張力を段階的または直線的に低下
- 最終径では初期張力より低い張力で巻取りを完了
この制御により、巻取ロール内部の応力を適切に分散させることができます。
テーパー張力で期待できる効果
- ロール内層の過大な圧縮応力を抑制
- 円周方向しわの発生を低減
- 層間スリップやブロッキングの抑制
- 巻取りロールの形状安定性向上
このように、テーパー張力は複数の巻取りトラブルを同時に抑制できる、バランスのよい張力制御方法として広く利用されています。
一定張力巻取りとの違い
巻取り制御には大きく分けて一定張力巻取りとテーパー張力巻取りがあります。両者の違いは、巻取り中の張力の変化にあります。
一定張力巻取りの特徴
- 巻取り開始から終了まで張力が一定
- 制御がシンプルで装置構成が比較的簡単
- 小径ロールや短尺巻取りでは問題が少ない
しかしロール径が大きくなる場合、一定張力では内層に大きな圧縮応力が発生しやすくなります。その結果、次のようなトラブルが起こることがあります。
- 巻締り
- 円周方向しわ
- 層間スリップ
- ブロッキング
テーパー張力巻取りの特徴
- 巻取り径の増加に合わせて張力を低減
- ロール内部の応力分布を均一化
- 多くの巻取りトラブルを抑制
特に薄膜フィルムや高精度ウェブでは、テーパー張力制御が標準的な方法として採用されています。
テーパー率の定義と意味
テーパー張力を設定する際に重要となる指標がテーパー率です。テーパー率とは、巻取り開始時の張力に対して、巻取り終了時の張力をどれだけ低下させるかを示す割合です。
テーパー率の基本的な考え方
- 初期張力を基準(100%)とする
- 巻取り終了時の張力がどれだけ低下したかを割合で表す
例えば次のようになります。
- テーパー率0%:巻取り中ずっと一定張力
- テーパー率30%:最終張力が初期張力より30%低い
- テーパー率70%:巻取り終盤で大きく張力を低減
テーパー率が応力分布に与える影響
テーパー率を高くすると、次のような変化が生じます。
- ロール内部の半径方向圧縮応力が低下
- 円周方向しわの発生リスクが低減
- 外層の張力が低下し、弛み発生の抑制につながる
ただしテーパー率が高すぎると、外層が緩みやすくなる場合もあります。そのため材料特性や巻取り条件に応じて、適切なテーパー率を設定することが重要です。
【あわせて読みたい】
テーパー張力が必要になる理由
とは-8-1024x684.png)
ウェブハンドリング工程では、巻取りの進行に伴ってロール径が大きく変化し、しわや巻締りなどのトラブルが発生する可能性があります。
こうした問題を抑えるために用いられるのがテーパー張力です。こちらでは、テーパー張力が必要になる主な理由を、ロール径の変化、内部応力、薄膜ウェブの特性という観点から解説します。
巻取りロール半径の増大と張力変化
巻取り工程では、ウェブが巻き重なることでロールの半径が徐々に大きくなります。巻取り開始時はコア径のみですが、巻取りが進むにつれてロール径は大きくなり、最終的には数倍になることもあります。
ロール径の変化による影響
- 巻取り初期:ロール径が小さく、内部応力の影響が小さい
- 巻取り中盤:ロール径が増加し、層間の圧縮力が徐々に増加
- 巻取り終盤:ロール径が大きくなり、内層への圧縮応力が大きくなる
この状態で張力を一定に保つと、外層から内層に向かって圧縮応力が積み重なり、ロール内部に大きな負荷がかかります。
その結果、次のようなトラブルが発生する可能性があります。
- 巻締りによるロール変形
- 内層の圧縮によるしわ
- 層間スリップやブロッキング
テーパー張力を用いることで、ロール径の増加に合わせて張力を下げることができ、内部応力の過度な増加を抑制できます。
内部応力とウェブ変形の関係
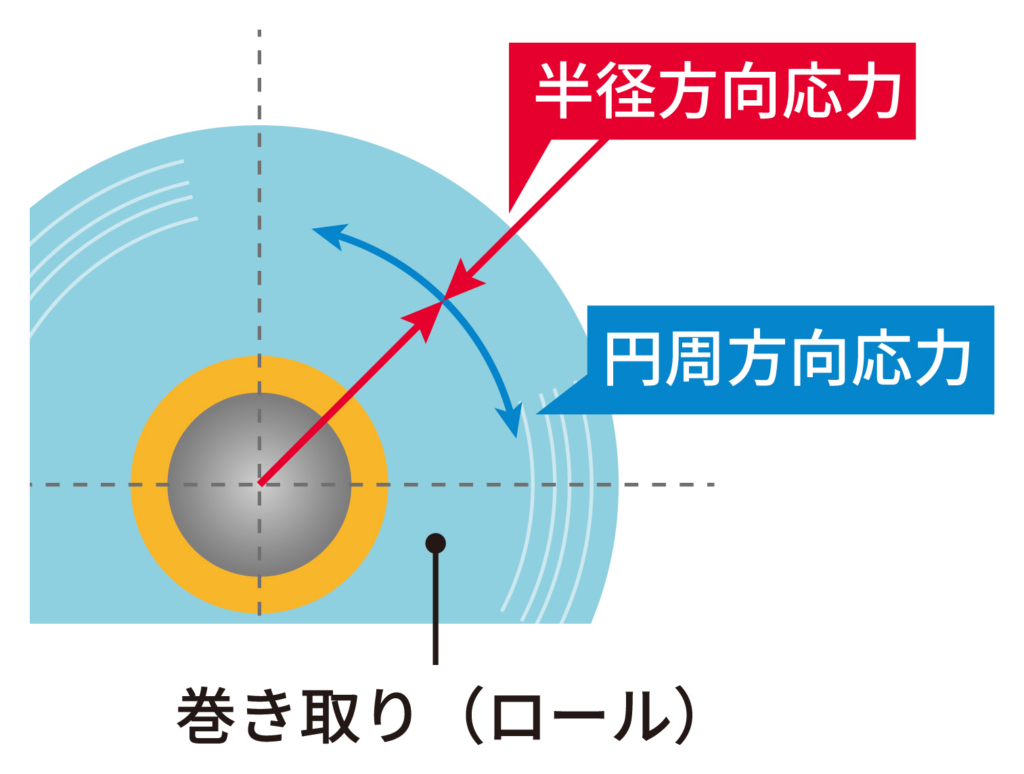
巻取りロールの内部では、ウェブの各層にさまざまな方向の応力が発生しています。特に重要となるのが半径方向応力と円周方向応力です。
ロール内部で発生する主な応力
- 半径方向応力:ロール中心に向かって作用する圧縮応力
- 円周方向応力:ロール周方向に沿って発生する引張または圧縮応力
これらの応力は巻取り条件によって大きく変化し、バランスが崩れるとウェブの変形や品質トラブルにつながります。
例えば次のような現象が発生します。
- 円周方向の圧縮応力が大きい場合
→ 円周方向しわが発生しやすい - 半径方向応力が大きい場合
→ ロール内部でブロッキングや密着が発生 - 外層張力が高すぎる場合
→ 外層の伸びによる弛みや寸法変化
テーパー張力を適用すると、巻取り後半の張力が低下するため、これらの応力バランスを適切に調整できます。結果としてロール内部の応力分布が安定し、巻取り品質の向上につながります。
薄膜ウェブでテーパー張力が重要な理由

近年のウェブ材料は、製品の高機能化や軽量化の要求により、以前よりも薄くなる傾向があります。フィルムや金属箔、不織布などでは、数十マイクロメートル以下の厚みになるケースも珍しくありません。
薄膜ウェブの特徴
- 剛性が低く、張力の影響を受けやすい
- わずかな応力差でも変形しやすい
- しわや層間スリップが発生しやすい
このような材料では、巻取り張力の設定が品質に大きく影響します。一定張力で巻取りを行うと、ロール内部の応力が急激に増加し、変形や欠陥が発生するリスクが高くなります。
テーパー張力が有効な理由
- ロール内層の圧縮応力を低減できる
- 円周方向しわの発生を抑制できる
- 外層の過度な伸びを防ぐことができる
特に薄膜フィルムや高機能材料では、テーパー張力を適切に設定することで巻取り品質が大きく改善します。
テーパー張力による巻取りトラブル抑制効果
テーパー張力は、巻取りの進行に合わせて張力を徐々に低下させることで、ロール内部の応力バランスを調整する方法です。一定張力巻取りに比べて内部応力の偏りが小さくなり、複数のトラブルを同時に抑制できる特徴があります。
こちらでは、テーパー張力によって抑制できる代表的な巻取りトラブルについて解説します。
円周方向しわの発生メカニズム
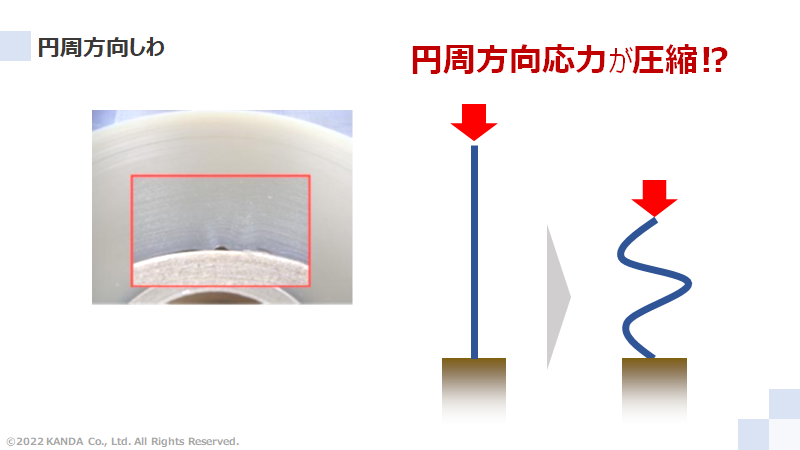
円周方向しわは、巻取りロールの内部で円周方向に圧縮応力が発生したときに生じる代表的な欠陥です。ウェブがロールに巻き付く過程で、内層と外層の応力バランスが崩れると、円周方向に圧縮力が集中します。
円周方向しわが発生する主な要因
- 巻取り張力が高すぎる
- ロール内層の圧縮応力が増大する
- 材料剛性が低く変形しやすい
一定張力巻取りでは、巻取りが進んでも張力が変化しないため、ロール内層に圧縮応力が蓄積しやすくなります。この圧縮応力が材料の安定限界を超えると、ウェブが座屈して円周方向しわが発生します。
テーパー張力を設定すると、巻取り後半で張力が低下するため、ロール内部の圧縮応力が緩和されます。これにより円周方向の圧縮領域が減少し、しわの発生リスクを低減できます。
弛み(たるみ)や塑性変形の抑制効果
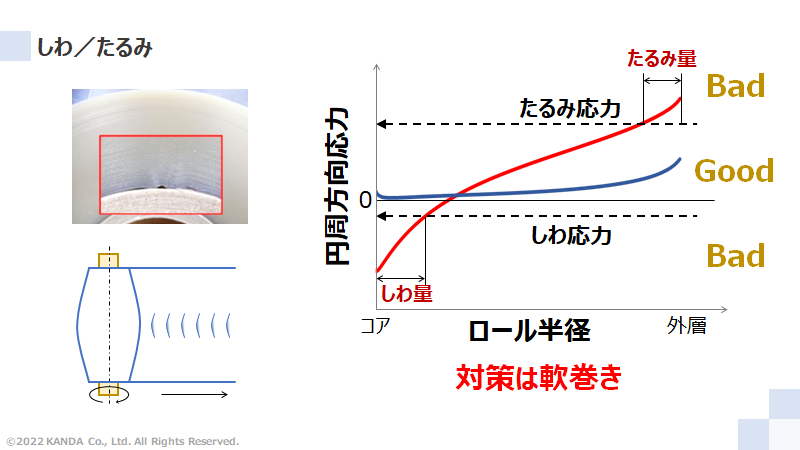
巻取り工程では、ウェブが張力によって引き伸ばされた状態でロールに巻き付いています。張力が高すぎる場合、材料が弾性範囲を超えて変形し、塑性変形が発生することがあります。
過大張力による影響
- ウェブが永久伸びを起こす
- 巻取り後に弛みが発生する
- 寸法安定性が低下する
特に薄膜フィルムや柔軟な材料では、わずかな張力変化でも伸び量が大きくなります。巻取り後に張力が解放されると、材料が元の長さに戻ろうとするため、ロール内部で弛みが発生する場合があります。
テーパー張力を適用すると、巻取り後半の張力を低く抑えることができます。これにより材料の過度な伸びを防ぎ、塑性変形や弛みの発生を抑制する効果があります。
ブロッキングや層間圧力の低減
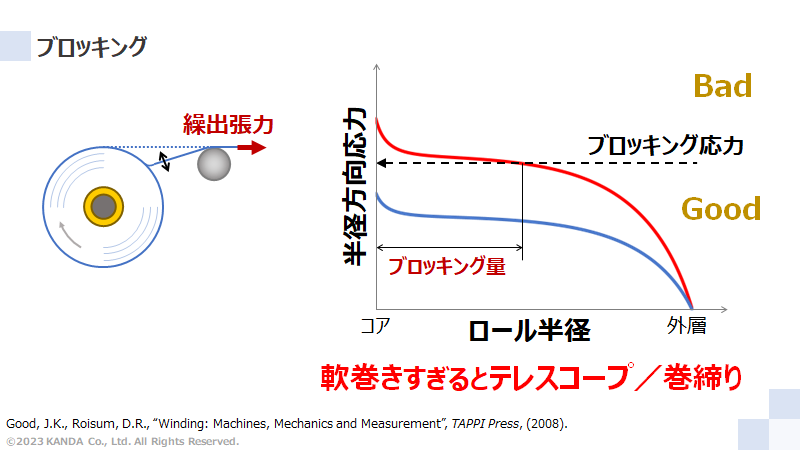
ブロッキングとは、巻取りロール内部で層同士が強く密着し、剥離しにくくなる現象です。フィルムや塗工材料では、層間圧力が高くなると材料同士が密着し、巻き戻し時にトラブルが発生することがあります。
ブロッキングの主な原因
- 半径方向の圧縮応力が大きい
- 巻取り張力が高い
- 塗工層や粘着層の影響
一定張力巻取りでは、ロール径が大きくなるにつれて内層への圧縮力が増加します。この圧縮力が大きくなると層間圧力が高まり、ブロッキングの原因になります。
テーパー張力を用いると、巻取り後半で張力を下げることができるため、ロール内部の半径方向応力を抑えることができます。
【あわせて読みたい】
テーパー張力の計算方法と理論式

テーパー張力を適切に設定するためには、巻取り中のロール半径の変化と張力の関係を数式で理解することが重要です。こちらでは、巻取張力とロール半径の関係、テーパー率の計算方法、さらに内部応力解析で用いられる代表的な理論モデルについて解説します。
巻取張力とロール半径の関係式
テーパー張力巻取りでは、巻取りの進行とともにロール半径が増大します。それに合わせて張力を段階的に低下させることで、ロール内部の応力分布を調整します。
巻取り張力は、ロール半径を変数として次のように表されます。
基本的な関係
- 巻取り初期:初期張力
- 最終巻取り:最終張力
- ロール半径:
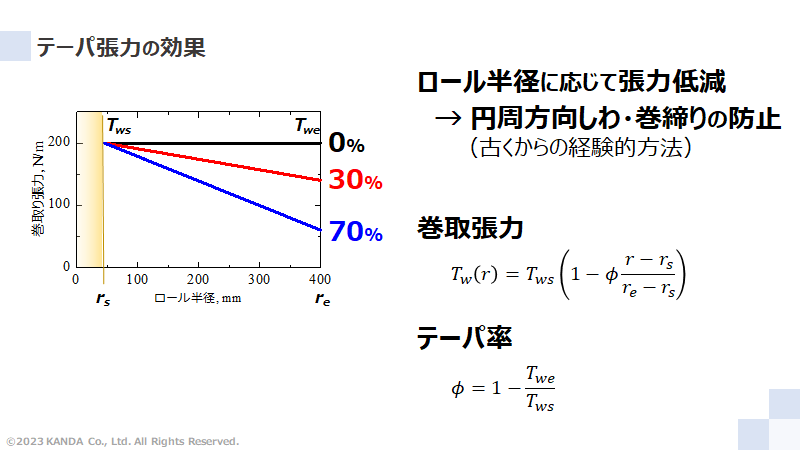
巻取り中の張力は、ロール半径の増加に応じて直線的に減少するよう設定されることが一般的です。つまり、巻取り開始時には最大張力が作用し、ロール径が大きくなるにつれて徐々に張力を下げます。
この関係を数式で表すことで、巻取り途中の任意のロール径における張力を計算できます。理論式を用いることで、張力設定を経験だけに頼らず、再現性の高い条件で設計できるようになります。
テーパー率の計算式と設定方法
テーパー張力の強さを表す指標として「テーパー率」が用いられます。テーパー率は、巻取り開始時の張力を基準として、最終張力がどの程度低下するかを割合で示したものです。
テーパー率の定義
- テーパー率:Φ
- 初期張力:
- 最終張力:
テーパー率は次の関係で表されます。
- テーパー率 = (初期張力 − 最終張力) ÷ 初期張力
例えば、初期張力を100%とした場合、テーパー率30%であれば最終張力は70%になります。テーパー率が大きいほど、巻取り後半で張力が大きく低下する設定になります。
テーパー率設定の考え方
- 薄膜フィルム:比較的高いテーパー率
- 剛性の高い材料:低めのテーパー率
- 巻取り径が大きい場合:やや高めの設定
材料特性や巻取り条件によって最適なテーパー率は異なるため、試験結果やシミュレーション結果を参考に調整することが重要です。
Hakielモデルによる内部応力解析
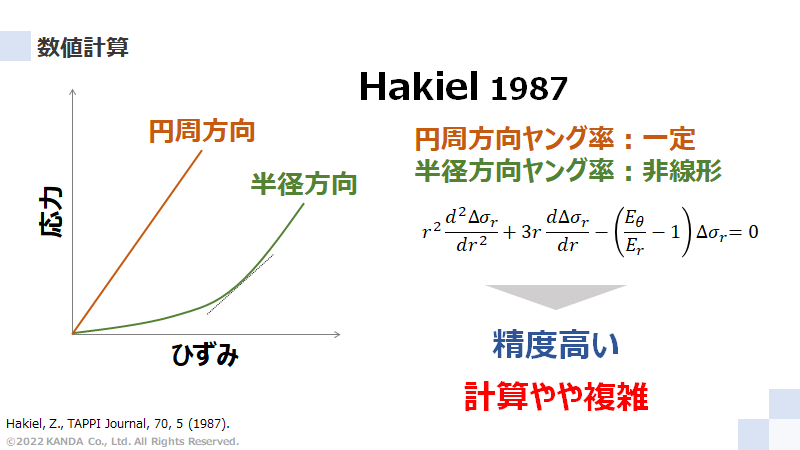
巻取りロール内部の応力分布を解析するために、ウェブハンドリング分野ではさまざまな理論モデルが用いられています。その中でも代表的なのが「Hakielモデル」です。
Hakielモデルは、巻取り中の張力条件と材料特性を考慮しながら、ロール内部の応力分布を計算する解析モデルです。このモデルを用いることで、巻取り後の内部応力を数値的に予測できます。
Hakielモデルで解析できる主な要素
- 半径方向応力
- 円周方向応力
- 層間圧力分布
例えばテーパー率を0%、30%、70%と変化させた場合、ロール内部の応力分布も大きく変化します。テーパー率が高くなると、円周方向の圧縮応力が引張側へ移動し、しわの発生リスクが低減する傾向があります。
また、半径方向応力の最大値も低下するため、層間圧力が抑えられ、ブロッキングの発生リスクも低減します。
ウェブハンドリングにおけるテーパー張力の設定方法
テーパー張力は、理論式だけでなく実際の材料特性や設備条件を踏まえて設定することが重要です。こちらでは、ウェブハンドリング工程で一般的に行われているテーパー張力の設定方法について解説します。
初期張力の決め方
テーパー張力を設定する際は、まず巻取り開始時の「初期張力」を決定します。初期張力は巻取り工程全体の基準となるため、材料特性や搬送条件を踏まえて慎重に設定する必要があります。
初期張力設定の基本
- 材料の引張強度やヤング率を確認する
- 搬送ラインの安定性を考慮する
- ウェブのたるみや蛇行が発生しない範囲で設定する
一般的には、材料の許容応力の範囲内で、安定搬送が可能な最小限の張力を基準に設定します。張力が低すぎるとウェブが安定せず、蛇行やシワが発生しやすくなります。一方で張力が高すぎる場合は、塑性変形や伸びが発生する可能性があります。
そのため、材料試験や過去の運転データを参考にしながら、適切な初期張力を決定することが重要です。
適切なテーパー率の設定手順
初期張力を決定した後は、巻取りの進行に応じてどの程度張力を低下させるかをテーパー率として設定します。テーパー率は巻取りロール内部の応力分布に大きく影響するため、材料や巻取り条件に応じた調整が必要です。
テーパー率設定の手順
- 材料特性(厚み・剛性・ヤング率)を確認する
- 想定される巻取り径を設定する
- 基準となるテーパー率を決める
- 試験運転で品質を確認する
一般的なフィルム製造では、テーパー率は20〜50%程度で設定されることが多いですが、材料の剛性や巻取り速度によって最適値は変化します。
例えば、薄膜フィルムや柔軟な材料では比較的高いテーパー率が必要になる場合があります。一方で、剛性の高い材料ではテーパー率を低く設定することもあります。
試験運転やシミュレーションを通じて最適なテーパー率を調整することで、巻取り品質の安定化につながります。
巻取り径と張力プロファイルの設計
テーパー張力の設定では、巻取り径の増加に応じた張力プロファイルを設計することも重要です。巻取りが進むにつれてロール半径は大きくなるため、張力をどのように変化させるかをあらかじめ設計しておく必要があります。
張力プロファイル設計のポイント
- 巻取り開始径と最終径を明確にする
- 半径変化に応じた張力低下を設定する
- 巻取り速度やライン条件を考慮する
張力プロファイルは、巻取り径の変化に合わせて直線的に低下させる方法が一般的ですが、材料や設備によっては段階的な調整を行う場合もあります。
また、近年では巻取りシミュレーションや内部応力解析を利用して、最適な張力プロファイルを事前に設計するケースも増えています。
実務でのテーパー張力設定のポイント

テーパー張力は理論式だけで決められるものではなく、材料特性や生産ラインの条件を踏まえて調整する必要があります。実際の製造現場では、ウェブ材料の力学特性、巻取り速度、設備構成など多くの要素が巻取り品質に影響します。
そのため、実務では材料データや運転条件を確認しながら張力条件を設定し、必要に応じて試験運転やシミュレーションによって最適化を行います。ここでは、実際のウェブハンドリング工程で重要となるテーパー張力設定のポイントを解説します。
材料特性(ヤング率)を考慮した設定
テーパー張力を適切に設定するためには、ウェブ材料のヤング率などの力学特性を理解することが重要です。材料によって張力に対する伸びの大きさが異なるため、同じ張力設定でも巻取り挙動が大きく変化する場合があります。
材料特性を考慮するポイント
- 材料の引張ヤング率を確認する
- 厚みや層構造による剛性の違いを把握する
- 張力に対する伸び特性を評価する
ヤング率が高い材料は、同じ張力でも伸びが小さく、巻取り時の寸法変化が比較的少なくなります。一方でヤング率が低い材料は張力に対して伸びやすく、巻取り中に応力分布が変化しやすくなります。
また、塗工層やラミネート層を含む複合ウェブでは、単層材料とは異なる変形挙動を示す場合があります。各層の材料特性を考慮することで、より適切な張力設定が可能になります。
巻取り速度やライン条件の影響
テーパー張力の設定では、巻取り速度や設備の構成などのライン条件も重要な要素になります。生産ラインの速度やロール配置によって、ウェブに作用する力の状態が変化するためです。
ライン条件に関する確認ポイント
- 巻取り速度と加減速条件
- ロール配置や搬送距離
- 張力制御方式やセンサー精度
高速ラインでは、慣性や動的影響によって張力変動が発生しやすくなります。そのため、巻取り速度が高い設備では、張力制御の応答性やテーパー設定の調整が重要になります。
また、ロール間距離が長い場合やガイドロールが多い場合は、ウェブの伸びや張力分布が変化することがあります。こうした設備条件を考慮しながら張力設定を行うことが、安定した巻取りにつながります。
シミュレーションによる最適化
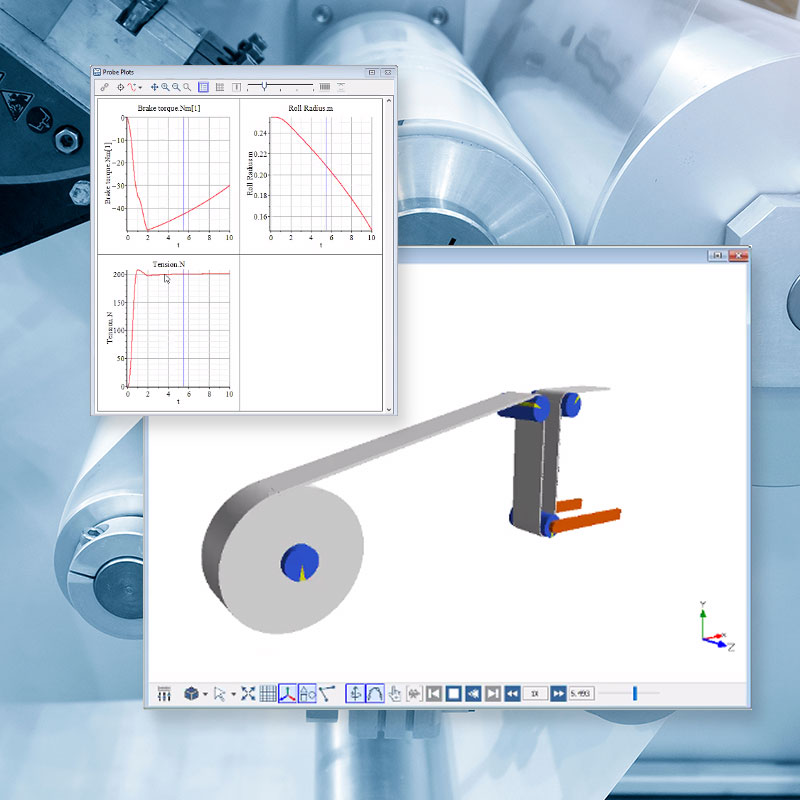
近年のウェブハンドリング工程では、巻取り解析やシミュレーションを活用してテーパー張力を最適化するケースが増えています。数値解析を用いることで、巻取り内部の応力分布や層間圧力を事前に予測できます。
シミュレーション活用のポイント
- 巻取り条件をモデル化する
- 内部応力分布を解析する
- テーパー率や張力条件を比較する
巻取り解析では、材料特性や巻取り径、張力条件などを入力することで、ロール内部の応力状態を数値的に評価できます。これにより、しわや弛み、ブロッキングなどのトラブルが発生する可能性を事前に確認できます。
実際の製造現場では、シミュレーション結果と試験運転のデータを組み合わせながら張力設定を調整する方法が多く採用されています。このような解析技術を活用することで、巻取り品質の安定化とトラブルの未然防止につながります。
【あわせて読みたい】
ウェブハンドリングが相談できるおすすめ会社3選
製造現場では設備の導入だけでなく、材料特性やライン条件を踏まえた専門的な技術サポートが求められます。
こちらでは、ウェブハンドリングに関する装置開発や技術コンサルティング、シワ対策機器の提供などを行っている企業の中から、相談先としておすすめできる会社を3社紹介します。
若水技研株式会社

若水技研株式会社は、ロールtoロール工程に特化した装置メーカーです。50年以上にわたり、PETフィルムメーカーなどの生産設備改善に携わってきました。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
製造現場で発生するシワや傷、ゆがみといった問題を科学的に解析し、大学などとの連携による技術開発を進めています。独自のマイクログルーブロールを用いた対策では、ロール交換のみでトラブル改善が可能なため、設備全体の更新を行わずに導入できる点が特徴です。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
株式会社KANDA

株式会社KANDAは、ウェブハンドリング分野の技術コンサルティングを提供する企業です。代表は約20年の経験を持ち、国内外の製造現場で培った知見をもとに技術支援を行っています。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
巻取ロールや搬送トラブルの原因分析、改善提案、ウェブ搬送シミュレーションなどを通じて、工程の最適化をサポートしています。また、独自の巻取解析ソフトを活用し、巻取り品質を数値化することで、トラブル原因の可視化と対策立案を支援しています。
株式会社KANDAの評判記事はこちら!
カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、シート製造工程におけるシワや弛み対策に強みを持つ企業です。フィルム、紙、不織布、金属箔などの薄膜材料に対応した弓形湾曲ロール(エキスパンダーロール)を提供しています。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
薄膜化や低張力、高速搬送といった条件下でも多くの導入実績があり、現場の状況に応じた製品提案を行っています。導入前の検討から導入後の調整まで個別対応を行い、安定したウェブ搬送の実現を支援しています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ

本記事では、ウェブハンドリングにおけるテーパー張力の設定方法について解説しました。
テーパー張力は、巻取りロールの半径増加に合わせて張力を徐々に低下させる制御方法であり、巻取り工程で発生しやすいさまざまなトラブルの抑制に効果があります。一定張力巻取りと比べて内部応力の偏りを抑えやすく、円周方向しわや弛み、ブロッキングなどの問題を同時に防ぎやすい点が特徴です。
適切なテーパー張力を設定するためには、巻取張力とロール半径の関係、テーパー率の考え方、材料特性などを総合的に理解することが重要です。
テーパー張力の基本理論と設定方法を理解し、材料特性やライン条件に応じて適切に調整することで、巻取り品質の安定化やトラブル防止につながります。ウェブハンドリング工程の改善を検討する際の参考にしてください。
