
巻取り応力分布の基礎とウェブハンドリングにおける品質影響
ウェブハンドリング工程では、巻取り時の応力分布が製品品質に大きく影響します。張力の偏りや変形挙動の理解が不十分だと、シワや傷、層間スリップなどの不良が発生し、生産効率や精度が低下します。
本記事では、巻取り応力分布の基礎知識からウェブ特性の評価方法、品質影響まで詳しく解説します。
目次
ウェブハンドリングにおける巻取り応力分布の基本
ウェブハンドリング工程では、巻取り時の応力分布を正確に把握することが、製品品質の維持に直結します。ウェブ材料は巻取方向に張力がかかると伸長し、その反発力や変形挙動が巻取り状態や最終製品の寸法安定性に影響します。
こちらでは、巻取り時の応力の基本概念と、ウェブに作用する張力がどのように変形や内部応力に関係するかを整理します。
ウェブへの張力と変形の関係

ウェブは巻取方向(MD: Machine Direction)に張力が加わると、引張により長手方向に伸びます。このとき、材料が伸びに対して生じさせる反発力は、引張ヤング率という材料固有の指標で評価されます。ウェブの変形挙動を理解することは、巻取り精度や製品品質を左右する重要なポイントです。
- 引張ヤング率が高い場合:同じ張力でも伸びが小さく、巻取り精度が安定します。
- 引張ヤング率が低い場合:張力に応じて大きく伸び、巻取り中に寸法のばらつきやシワが発生しやすくなります。
複合ウェブや塗工層を含むウェブでは、各層のヤング率を考慮することで、全体の応力分布をより正確に予測できます。ウェブが伸長した状態で元に戻ろうとする力を把握することは、巻取り時の応力設計やトラブル防止の基本となります。また、薄膜化や低張力化が進む現代の製造現場では、微小な変形でも製品の寸法精度や外観に影響するため、ヤング率に基づく設計の重要性がさらに増しています。
応力とひずみの定義
材料力学では、ウェブに作用する荷重と変形を定量的に扱うため、「応力」と「ひずみ」という概念を用います。これらを正しく理解することは、巻取り条件の最適化やトラブル予測に欠かせません。
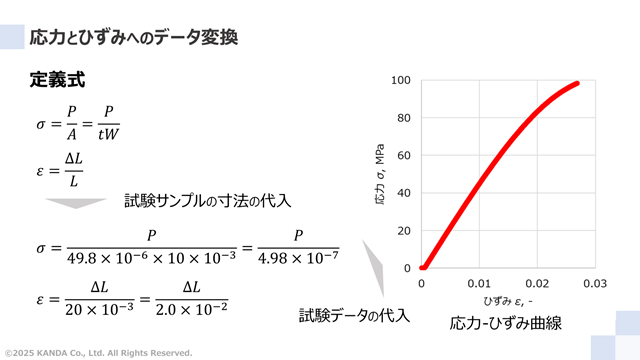
- 応力:断面積あたりに加わる力で、ウェブの厚みや幅を考慮して算出されます。
- ひずみ:元の長さに対する伸びの割合を表し、無次元量として評価されます。
応力とひずみは材料の線形範囲では比例関係にあり、この比例定数がヤング率です。巻取り中のウェブ変形を正確に理解するには、応力-ひずみ関係の測定・解析が不可欠であり、適切なヤング率を設定することで、応力分布の精密な制御や品質トラブルの予防につなげることができます。
【あわせて読みたい】
引張ヤング率の測定と算出方法

ウェブ材料の巻取り応力を正確に評価するには、引張ヤング率の把握が不可欠です。引張ヤング率は、材料が張力に対してどの程度伸びるかを示す指標で、巻取り中の変形や応力分布を予測するうえで重要です。
こちらでは、引張試験の実施手順から応力‐ひずみ曲線を用いたヤング率算出まで、具体的な方法を整理します。
引張試験の実施手順と条件
引張試験は、ウェブサンプルを用いて材料特性を定量的に評価する基本的な手法です。正確なヤング率や応力‐ひずみ特性を得るためには、試験条件の統一とサンプル準備が重要です。
- サンプル準備
ウェブを巻取方向に沿った短冊状にカットし、幅・長さを規格化します。寸法のばらつきがあると測定精度に影響するため、均一性を保つことが必要です。 - 治具の固定
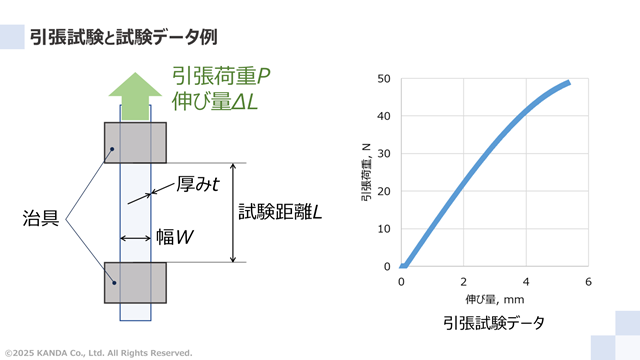
サンプル端部を試験機に均等に固定し、斜めや偏りが生じないよう注意します。固定が不十分だとスリップや局所変形が発生し、測定値が過大または過小に出る場合があります。 - 荷重と伸びの測定
試験開始時から一定速度で引張を行い、荷重と治具間距離の変化を同時に取得します。測定精度を高めるため、試験機のセンサーキャリブレーションも確認します。 - 環境条件
温度や湿度を一定に保ち、材料の物性変動を最小化します。特に紙やフィルムは吸湿や乾燥による特性変化が大きいため、本番環境に近い条件で測定することが望ましいです。
試験速度が速すぎると動的影響により測定値が変化することがあります。さらに、サンプルの端部損傷やスリップを避けるため、適切なクランプ力を設定する必要があります。
応力‐ひずみ曲線からのヤング率算出
測定した荷重と伸びのデータから応力‐ひずみ曲線を作成し、直線領域を解析することでヤング率を求めます。
算出手順
- 応力計算:荷重をサンプル断面積で割り、応力(Pa)に換算
- ひずみ計算:治具間距離の変化を元長さで割り、無次元のひずみを算出
- 曲線作成:応力‐ひずみをグラフ化し、線形領域を特定
- 初期値補正:試験開始直後のサンプル緩みや測定誤差を補正し、正確な傾きを求める
- ヤング率算出:線形領域の傾きが引張ヤング率となる
ポイント
- 線形範囲の短縮時の対応
線形範囲が短い場合は、複数点を用いた回帰で傾きを決定すると、ヤング率の精度が向上します。単点での評価に比べ、材料挙動をより正確に反映できます。 - 複合ウェブや塗工層の考慮
複合ウェブや塗工層を含む場合は、各層の特性を考慮することで、より正確なヤング率算出が可能です。層間の影響を無視せず反映することが重要です。 - 試験結果のシミュレーション活用
取得した試験データを巻取り条件のシミュレーションに反映させると、応力分布や寸法安定性の予測が可能です。これにより、設計段階でのトラブル回避や製品品質向上につながります。 - 実務への直結性
引張ヤング率の正確な測定と算出は、ウェブハンドリング工程の安定化や製品品質向上に直結します。適切な試験手順と補正を行うことで、現場条件に即した巻取り応力評価が可能になります。
巻取条件を考慮した引張ヤング率
ウェブハンドリング工程では、単純な材料特性だけでなく、実際の巻取り条件下での引張挙動を考慮することが重要です。巻取り張力や速度によってウェブの変形特性は変化し、巻取り応力分布や寸法安定性に直接影響します。
こちらでは、巻取条件を反映した引張ヤング率の評価方法と、設計上の留意点を整理します。
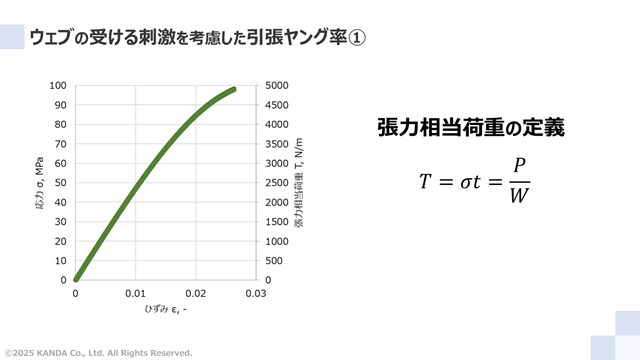
張力相当荷重による評価
実際の巻取り工程では、ウェブに作用する張力が材料特性に影響します。単位面積あたりの張力を考慮してヤング率を評価することで、より現実的な応力分布の解析が可能です。
評価手順
- 張力測定:巻取り装置の張力センサで実際の張力値を取得
- 荷重換算:張力をサンプル断面積で割り、応力に換算
- ヤング率算出:応力‐ひずみ曲線の線形領域を用い、張力相当の傾きを評価
- 理論的背景:張力によりウェブが予め伸長した状態での剛性を評価することで、巻取り時の変形挙動を予測可能
ポイント
- 巻取り条件の総合的考慮
実務では巻取り速度や外力条件も含めて、全体の条件を考慮することが重要です。単一要素だけでなく、複合的な影響を把握することで、安定した巻取りが可能になります。 - 実効ヤング率の活用
サンプル特性と巻取り張力の組み合わせから実効ヤング率を求めると、解析精度が向上します。これにより、設計やシミュレーション結果を現場条件に即して適用できます。
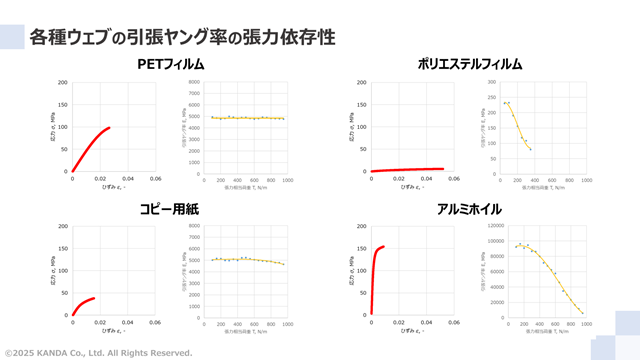
張力依存性の考慮
ウェブ材料は、張力範囲によってヤング率が変化する非線形挙動を示すことがあります。特に薄膜や複合層ウェブでは顕著であり、巻取り設計で無視できません。
考慮ポイント
- 低張力域:初期伸びが大きく、見かけ上のヤング率は低めに現れる
- 中張力域:線形領域が明確で、標準的なヤング率を適用可能
- 高張力域:材料硬化や塑性挙動が現れ、ヤング率が上昇する場合がある
設計適用
- 巻取り速度・ロール径・層数を考慮して、適切な張力範囲でのヤング率を選定
- 張力依存性を反映したシミュレーションで、しわ発生や巻取り応力の偏りを予測
- 実務では安全率を見込んで、最大張力域でも材料破断や寸法変化を抑える
巻取条件を考慮したヤング率評価は、単純な材料特性では得られない現場実態に即した設計情報を提供します。張力相当荷重と張力依存性を適切に反映させることで、ウェブハンドリングの安定化と製品品質の向上が可能です。
【あわせて読みたい】
ウェブの種類別ヤング率特性

ウェブハンドリングにおいては、材料ごとの引張特性を理解することが、巻取り応力設計や破断防止に直結します。フィルム、紙、金属箔など、ウェブの種類によってヤング率や伸び特性は大きく異なります。
こちらでは、代表的なウェブ材料の引張特性と、複合ウェブのヤング率算出方法について整理します。
各種フィルム・紙・金属箔の引張特性
材料特性は、厚みや製造条件によっても変化します。代表例を挙げると以下の通りです。
代表的なウェブ材料のヤング率例
ウェブ材料ごとにヤング率は大きく異なり、巻取り工程での挙動に直結します。代表的な例は以下の通りです。
- PETフィルム
高い剛性と耐熱性を持ち、ヤング率は約3~4 GPaです。薄膜でも伸びが小さく、巻取り時の変形を抑えられます。 - ポリエステルフィルム(Mylarなど)
PET同様に線形範囲が広く、ヤング率は約3 GPaです。張力依存性が少なく、安定した巻取りが可能です。 - コピー用紙
ヤング率は方向によって異なり、機械方向で約2 GPa、横方向で約1 GPaです。吸湿や湿度変化による伸縮が大きく、巻取り条件に注意が必要です。 - アルミホイル
非常に薄く柔軟ですが、初期硬化によりヤング率は約70 GPaです。高張力下では塑性変形が支配的となるため、巻取り設計での注意が必要です。
ポイント
- 材料選定の重要性
材料ごとに変形挙動が異なるため、巻取り条件に合わせて適切な材料を選ぶ必要があります。特性に応じた選定が、安定した巻取りと製品品質向上につながります。 - 厚みや処理によるヤング率の変化
同一材料でも厚みや表面処理によってヤング率は変わります。設計や解析には、実測値を反映させることが望ましいです。 - 応力分布や層間スリップへの影響
材料特性の差は応力分布や層間スリップに影響します。巻取り設計に反映させることで、局所的なトラブルを予防できます。 - 条件最適化による品質向上
材料特性を理解することで、張力や巻取り速度、ロール径などの条件を最適化でき、製品の寸法安定性や平滑性を向上させることが可能です。
複合ウェブのヤング率算出方法
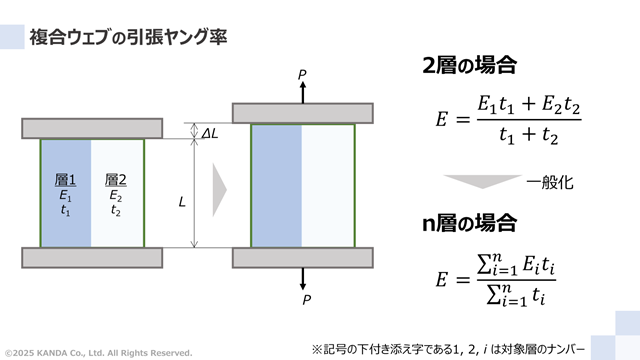
異種材料や塗工層を含む複合ウェブでは、単純な単層材料のヤング率だけでは巻取り応力を正確に評価できません。以下の手法で算出することが一般的です。
計算手法
- 各層の厚みとヤング率を考慮し、断面二次モーメントを加重平均して全体の等価ヤング率を算出します。
計算式の例は、
の形式で表され、単純かつ実務向きの評価手法です。
- 多層複合解析
材料ごとの応力‐ひずみ曲線を用い、層間相互作用を含めた有限要素解析(FEA)で解析します。
塗工層や粘着層など柔軟層の影響も反映可能で、より精密な応力評価が行えます。
これらの手法により、複合ウェブの巻取り時の挙動や局所応力をより正確に予測でき、設計・品質管理への応用が可能となります。
事例

複合ウェブでは、各層の特性や相互作用によって全体のヤング率が変化します。実務では以下のような事例が確認されています。
- PETフィルム+塗工層の複合ウェブ
塗工層が薄くても初期伸びを抑制し、全体の実効ヤング率が単層PETフィルムに比べて5~10%上昇します。これにより巻取り時の張力変動が軽減され、しわや層間スリップのリスクが低減します。 - 紙+ラミネートフィルム
紙にラミネートフィルムを貼合した場合、全体の剛性が向上し、巻取り応力分布の偏りが抑えられます。特に端面やロール径方向の応力偏在が減少し、巻締りや端面硬化のリスクを低減できます。
これらの事例から、複合ウェブの設計では単層材料の特性だけでなく、各層の厚みや柔軟性、相互作用を考慮したヤング率評価が重要であることがわかります。適切な計算手法を選択することで、巻取り工程の安定性と製品品質向上に直結します。
【あわせて読みたい】
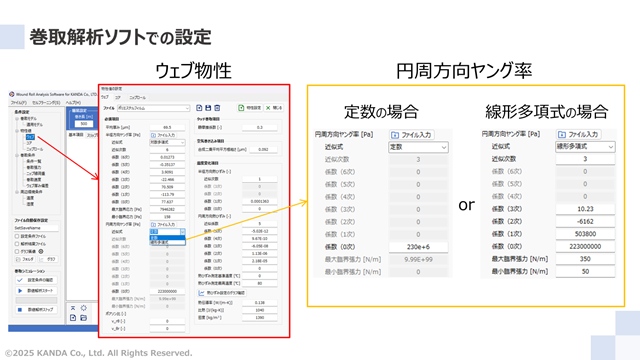
巻取解析ソフトによる応力分布の評価
ウェブハンドリング工程では、目に見えない巻取り内部の応力状態を把握することが品質安定の鍵となります。近年では、数値シミュレーションを用いた巻取解析ソフトにより、ウェブの応力分布や変形挙動を定量的に評価できるようになりました。
こちらでは、解析手法とその現場応用例について整理します。
数値シミュレーションによる内部応力解析
巻取り工程では、ウェブ内部の応力を直接測定することは困難ですが、シミュレーションにより詳細な評価が可能です。解析では内部応力状態やウェブ挙動を定量的に把握できます。
主な解析ポイント
巻取り工程では、ウェブ内部の応力を直接測定することは困難ですが、シミュレーションにより詳細な評価が可能です。解析では内部応力状態やウェブ挙動を定量的に把握できます。
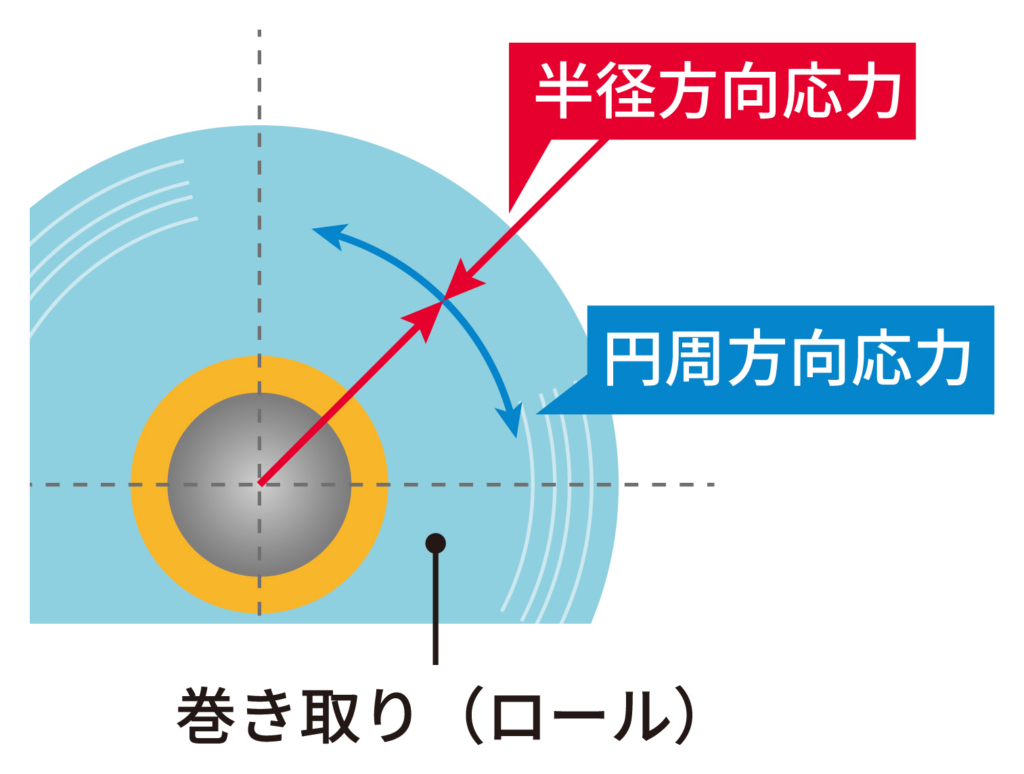
- 内部応力状態の可視化
巻取ロール内部の張力分布や圧縮応力、せん断応力を3次元モデルで評価できます。また、ロール径方向や巻取り段差による応力偏在も把握可能です。 - ウェブ挙動の定量評価
張力や巻取速度に対するウェブの変形挙動を時系列でシミュレーションできます。これにより、しわ発生や層間スリップのリスクを事前に予測できます。 - 解析条件の設定
材料ヤング率、摩擦係数、初期張力などを入力し、巻取り幅やロール径の変化を考慮した多条件解析が可能です。初期条件の設定精度が解析結果の信頼性に直結します。単層ウェブ・複合ウェブの両方に対応できます。
ポイント
- 初期条件の設定精度
試験や解析における初期荷重や変位の補正は結果の信頼性に直結します。正確に設定することで、応力分布や変形挙動の予測精度が向上します。 - 単層・複合ウェブ対応
単層ウェブだけでなく、塗工層や複合層を含む多層ウェブにも適用可能です。各層の特性を反映させることで、実務に即した解析が可能となります。
解析結果の現場応用例
解析で得られた応力分布情報は、現場での巻取り条件改善に直接活用できます。
- 巻締り防止
巻取中の局所的な過大張力を特定し、最適張力プロファイルを設定できます。 - 端面硬化の抑制
ロール端部の応力集中を解析し、巻取り速度やロール圧力を調整することで端面硬化を抑制できます。 - 品質向上
材料特性や複合層の影響を反映した設計により、製品の平滑性や寸法安定性を改善できます。
解析によって得られた応力分布情報は、現場での巻取り条件改善に直接活用できます。
解析ソフトを活用することで、経験に頼らず科学的根拠に基づいた巻取り条件設定が可能となり、生産性と製品品質の向上に寄与します。
実務での注意点と近似手法の落とし穴

ウェブハンドリングにおける応力評価では、理論計算や近似手法を用いることが多くあります。しかし、材料特性や測定条件の影響を正しく理解しないと、設計や解析の結果に誤差が生じる可能性があります。
こちらでは、実務で注意すべきポイントと近似手法の限界について整理します。
引張ヤング率近似の限界
引張ヤング率は理論的には一定値として扱われることが多いですが、実際の材料では張力範囲や加工履歴に依存して変化します。近似や外挿により生じる誤差を理解することが重要です。
主な注意点
- 外挿による誤差
実測範囲外の荷重でのヤング率を理論値で補うと、応力分布計算が不正確になります。特に高張力域や初期低張力域で顕著です。 - 材料依存性の考慮不足
フィルム、紙、金属箔などでは応力‐ひずみ挙動が異なるため、一律の近似は危険です。 - 対策
実測範囲での線形近似を優先し、必要に応じて非線形解析や補正係数を導入します。
初期値補正や測定条件の影響

試験データの精度は、初期値補正や治具設置条件にも大きく依存します。誤差を最小化することで、実務での解析精度が向上します。
注意ポイント
- ゼロ点補正の重要性
荷重や変位計の初期値が正確でないと、応力‐ひずみ曲線全体に偏りが生じます。 - 治具固定状態
サンプルの固定が不十分だとスリップや局所変形が発生し、ヤング率が過大評価されます。 - 環境条件
温度や湿度が材料特性に影響するため、測定条件は本番環境に近い状態を確保します。
実務上のポイント
ウェブハンドリングの解析やヤング率測定を実務に応用する際は、データ精度と信頼性を確保することが重要です。
- 初期荷重や伸びのゼロ点を必ず補正
試験開始時の荷重や変位のゼロ点を正確に補正することで、応力‐ひずみ曲線全体の偏りを防止できます。 - 試験治具の取り付けを安定させ、測定誤差を最小化
サンプルの固定状態が不十分だとスリップや局所変形が生じ、ヤング率が過大評価されるため、治具の取り付けは安定させる必要があります。 - 複合ウェブや特殊材料では複数条件での測定を推奨
異種材料や塗工層を含むウェブでは、張力や環境条件によって特性が変化します。複数の条件で測定することで、実務での解析精度を高めることができます。
これらの注意点を守ることで、近似手法や数値解析の精度が向上し、巻取り工程での信頼性ある応力評価が可能となります。
ウェブハンドリングが相談できるおすすめ会社3選
近年は材料の薄膜化や高速生産の進展により、しわ・スリップ・巻取り不良などのトラブルが発生しやすくなっています。こうした課題を解決するには、設備設計や材料特性、張力制御などを総合的に理解した専門企業のサポートが欠かせません。
こちらでは、ウェブハンドリングの技術相談や設備提案に対応しているおすすめ会社を紹介します。
若水技研株式会社

若水技研株式会社は、ロールtoロール工程に特化した装置メーカーで、50年以上にわたりPETフィルムメーカーの生産設備改善に携わってきました。
同社はシートやフィルムの製造現場で発生するシワや傷、ゆがみといった課題を科学的に解明し、大学などと連携して学術的な根拠に基づいた技術提供を行っています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
製造現場で扱う薄膜素材にも対応し、高精度なウェブハンドリング技術で品質向上を支援します。また、独自開発のマイクログルーブロールにより、ロール交換だけでシワや傷の問題を改善でき、設備全体の交換より低コストで生産ラインを止めずに導入可能です。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
株式会社KANDA

株式会社KANDAは、ウェブハンドリング分野で技術サポートを提供する企業です。代表は約20年の経験を持ち、国内外の現場で培った専門知識を活かしてコンサルティングを行っています。
これまでに23社の導入実績があり、巻取ロールや搬送トラブルの原因推定・改善提案・検証、品質バラつきに対する数値解析、ウェブ搬送シミュレーションの技術支援などを手がけています。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
また、同社が提供する巻取解析ソフトは、理論計算に基づき巻取ロールの品質を数値化し、データを活用してトラブル原因を明確にすることで、現場での適切な対策立案を支援します。
株式会社KANDAの評判記事はこちら!
カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、シート製造工程で発生するシワや弛みの解決に特化した企業です。長年の経験に基づくノウハウを活かし、フィルム・紙・不織布・金属箔などの薄膜製品に対して、弓形湾曲ロール(エキスパンダーロール)を提供しています。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
薄膜化・低張力・高速化などの条件下でも、多数の納入実績を持ち、現場のシワ対策に貢献しています。製品導入時から導入後までお客様と一対一で対応し、最適な提案と調整を行うことで、満足度の高いソリューションを提供することを重視しています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ

本記事では、ウェブハンドリングにおける巻取り応力分布の基本と、材料特性や巻取り条件が製品品質に与える影響について紹介しました。
応力分布を正しく理解し、ヤング率や張力管理を適切に評価することで、シワや層間スリップなどのトラブルを未然に防ぎ、安定した生産が可能になります。
ウェブの種類や複合層特性を踏まえた設計と解析は、製造現場での品質向上に直結します。ウェブハンドリングの精度向上を目指すなら本記事を参考にしてください。
