
不織布ウェブの安定搬送術|折れしわ・スリップ・巻取り不良のウェブハンドリング法

不織布ウェブの搬送や巻取り工程では、折れしわやスリップ、巻締りなどのトラブルが発生しやすく、製品品質や生産効率に大きな影響を及ぼします。特に薄手や柔らかい不織布では、張力変動や巻取り条件のわずかな差でも不具合が起こりやすくなります。
本記事では、不織布ウェブの安定搬送のポイントや、折れしわ・スリップ・巻取り不良の防止策について詳しく解説します。
目次
不織布の搬送時に起こりやすいトラブル

不織布の搬送中に発生するトラブルには、折れしわやスリップなどがあり、これらは生産効率の低下や製品品質のばらつきに直結します。
特に高速ラインや長尺ウェブの搬送では、些細な張力変動やガイド誤差が原因でトラブルが顕在化しやすく、事前の対策や装置設計の工夫が欠かせません。
こちらでは、不織布の搬送工程でよく見られる折れしわとスリップについて、その原因とメカニズムを詳しく解説します。
折れしわ

折れしわは、不織布ウェブに局所的な折れや線状のシワが発生する現象で、特に巻出しや巻取り、テンションが低下する箇所で顕著に見られます。折れしわが生じると、その後の加工工程での塗工ムラや打抜き不良、最終製品の見た目不良などの原因となります。
原因とメカニズム
折れしわは主に以下の要因で発生します。
- 局所的な張力低下
不織布ウェブは張力が均一でないと、弱い部分が折れやすくなります。特に巻出し開始時やライン速度変化時には、張力の過渡変動が生じ、ウェブがたるんで局所的に折れしわが発生することがあります。 - ガイドロールやテンションロールのアライメント不良
ロールの芯ずれや平行度誤差により、ウェブが片側に偏ると、端部や中間部で余剰長さが生じて折れしわが発生します。また、ロール間の隙間や段差も同様に影響します。 - ウェブ材質特性
不織布は繊維構造の密度や厚みが均一でない場合があり、局所的な柔らかさや厚みの違いが折れしわの発生を助長します。特に薄膜や低密度の不織布は、微小なテンション変動でも折れやすくなります。 - 搬送速度の急激な変化
高速ラインでは加減速時に慣性力が働き、ウェブがたわむことで折れしわが生じやすくなります。これはウェブがロールに追従できず、局所的にたるむ現象によるものです。
折れしわを防ぐためには、張力管理の最適化、ロールの精密アライメント、適切なライン加速度の設定、柔軟性を考慮したウェブ保持方法などが必要です。特に、ダンサーアームやアキューム方式を用いた張力緩衝機構は、折れしわの抑制に効果的です。
スリップ
スリップは、不織布ウェブがロール面上で滑ってしまい、予定した張力や送り速度が維持できない現象を指します。スリップが発生すると、巻取り密度のばらつきや巻締りの誘発、幅方向の蛇行などにつながり、生産ライン全体の安定性に影響します。
原因とメカニズム
スリップの主な原因は以下の通りです。
- ロール表面摩擦不足
ロール材質や表面仕上げがウェブの摩擦係数に適していない場合、張力をかけてもウェブが滑ってしまいます。特に微細繊維の不織布や表面が滑らかすぎるフィルム状不織布では、スリップが顕著です。 - 張力不足
巻出しや巻取り時に設定張力が不足すると、ウェブがロール表面に密着せず滑りやすくなります。特に長尺ウェブや軽量不織布では、張力不足によるスリップが発生しやすくなります。 - 巻取り径の変化
巻取りロール径が変化する過程で、ロール表面速度とウェブ速度の不一致が生じ、ウェブが滑ることがあります。巻径が小さい場合や急速巻取り時に顕著です。 - 湿度や静電気の影響
不織布は吸湿性や帯電性が高い材料もあり、湿度変化や静電気によって摩擦特性が変動し、ロール上で滑りやすくなります。 - 異物や表面汚れ
ロール面やウェブ表面に微小なほこりやオイルが付着している場合、摩擦力が低下しスリップが発生します。
【あわせて読みたい】
不織布の巻取り時に起こりやすいトラブル

不織布の巻取り工程では、ウェブをロール上に均一に積層することが求められる一方で、張力変動や摩擦不足、巻取り径の変化などが影響し、スリップやゲージバンドといった問題が発生することがあります。こちらでは、巻取り時に特に問題となるスリップとゲージバンドについて、その発生メカニズムと原因を詳しく解説します。
スリップ
巻取り時のスリップは、ウェブが巻取りロール上で所定の速度や張力に追従できずに滑ってしまう現象を指します。これが発生すると、巻取り密度が不均一になり、ウェブ内部の応力分布が乱れることから、巻締りや蛇行の誘発につながります。
原因とメカニズム
スリップは主に以下の要因で発生します。
- ロール表面摩擦の不足
ロール表面の素材や仕上げが不織布の摩擦特性に合わない場合、張力をかけてもウェブが滑ってしまいます。特に薄膜状や低密度の不織布では、ロール表面が滑らかすぎると容易にスリップが発生します。 - 張力不足
巻取り張力が不十分だと、ウェブがロールにしっかり密着せず滑る原因になります。軽量の不織布や長尺ウェブでは、わずかな張力不足でもスリップが起きやすくなります。 - 巻取り径の変化
ロール径が増大すると、巻取り速度が変化するため、ウェブがロール表面に追従できずに滑ることがあります。特に高速巻取りでは顕著です。 - 湿度や静電気の影響
不織布は吸湿性や帯電性が高い材料が多く、湿度や静電気によって摩擦力が変動し、スリップを引き起こす場合があります。 - 異物や表面汚れ
ロールやウェブ表面に微小なほこりや油分がある場合、摩擦力が低下し、スリップの原因となります。
スリップ対策としては、摩擦特性に応じたロール選定、適切な巻取り張力設定、巻取り速度の補正、湿度や静電気管理、さらにテンション補正機構の導入が効果的です。
ゲージバンド
ゲージバンドは、巻取ロール上でウェブが帯状に凸凹状に積層される現象で、主にロール幅方向に沿った応力不均一が原因で発生します。ゲージバンドが生じると、製品端部の厚み不均一や巻取りロールのアンバランスが発生し、後工程での加工精度低下や外観不良の原因となります。
原因とメカニズム
ゲージバンド発生の主な要因は以下です。
- 幅方向の張力不均一
巻取り張力がロール幅方向に均一でない場合、中央部や端部に応力差が生じ、局所的にウェブが余って積層されます。これが帯状の凹凸、つまりゲージバンドになります。 - 巻取りロールの芯ずれやフレーム剛性不足
ロールの平行度が不十分だったり、フレーム剛性が低い場合、ロール自体がたわむことでウェブの巻取り幅方向応力が偏り、ゲージバンドが発生します。 - 搬送装置のアライメント不良
ガイドロールやテンションロールのアライメント不良は、ウェブを偏らせて巻取り面に不均一応力を生じさせ、ゲージバンドの原因となります。 - 材料特性の影響
不織布の厚みや密度にばらつきがある場合、張力分布が不均一となり、局所的に巻取り厚さの差が生じます。柔軟性の高い材料ほどこの影響を受けやすくなります。
ゲージバンドの対策には、巻取りロールの精密アライメント、フレーム剛性の確保、張力ゾーンの均一化、ロール幅方向のテンション補正機構の導入が有効です。さらに、材料特性を考慮した張力設定やライン速度管理も重要です。
【あわせて読みたい】
不織布巻取り・搬送時の対策機構
不織布の巻取り・搬送工程では、薄く柔らかい材料特性や幅方向の張力差により、蛇行やスリップ、ゲージバンドといったトラブルが頻発します。
これらの問題は、巻取り品質や後工程の加工精度、さらには歩留まりや生産性に直接影響します。したがって、単に張力をかけるだけでなく、装置設計や補正機構の活用、工程全体でのデータ管理による再現性確保が不可欠です。
こちらでは、不織布搬送のトラブルを防ぐ具体的な対策機構について詳しく解説します。
蛇行補正装置(EPC)の導入
蛇行補正装置(Edge Position Control, EPC)は、ウェブ幅方向の位置ズレをリアルタイムで検出し、ガイドロールや補正ロールで修正する機構です。不織布の搬送で特に有効であり、高速ラインや長尺ウェブの安定搬送に欠かせません。
導入効果
- 幅方向の位置安定
センサがウェブのエッジ位置を検出し、ずれを即座に補正することで、蛇行による巻取り不均一や後工程での折れ・しわ発生を防ぎます。 - 品質の向上
均一な巻取り密度を維持できるため、ゲージバンドや端部の厚み不均一を抑制します。 - 歩留まり改善
巻取り後の端切れや不良品の発生を抑えることで、製品の歩留まりが向上します。
注意点
- センサ精度の確認
光学式、超音波式など材料特性に適したセンサを選定する必要があります。不織布の透過性や反射特性によっては誤検出が発生する場合があります。 - 応答速度の調整
EPCの補正応答が遅いと、逆にウェブを揺らして蛇行を悪化させることがあります。ライン速度に応じた最適応答設定が必要です。 - 初期アライメントの重要性
装置据付時のロール平行度や張力の初期条件が不十分だと、補正装置だけでは蛇行を完全に抑制できません。設計段階での精度保証が重要です。
EPCを導入する際は、センサの位置や種類、補正方式、応答パラメータを材料特性や生産条件に合わせて最適化することが成功の鍵となります。
非接触搬送や微調整ロールの活用

不織布の特性上、直接接触するロールによる摩擦や圧力は、シワや微小な損傷の原因となります。そこで非接触搬送や微調整ロールを活用することで、トラブルの発生を最小化できます。
非接触搬送の特徴
- 空気クッション搬送
ウェブを直接ロールに接触させずに搬送することで、折れやしわ、スリップ傷を防ぎます。特に薄膜や高機能不織布に有効です。 - 静電気影響の軽減
ウェブ表面に加わる圧力が低減されるため、帯電による局所吸着や偏位のリスクも減少します。
微調整ロールの活用
- 張力微調整
微小な角度調整や偏心制御が可能なロールを用いることで、幅方向テンションの偏りを補正します。 - 工程間柔軟性
巻取り前後や加工途中のウェブテンションを局所的に制御できるため、局所的なスリップやゲージバンドを抑制できます。
非接触搬送と微調整ロールを組み合わせることで、接触摩擦によるウェブ損傷を抑えつつ、幅方向のテンション制御精度を高めることができます。
工程横断のデータ管理による再現性確保

不織布搬送の安定性を確保するには、単一工程だけでの対策では不十分です。巻出~加工~巻取りまでの全工程で、張力や速度、補正状態などのデータを連携管理することが重要です。
データ管理のポイント
- 張力履歴の記録
ダンサーやロードセルで取得した張力情報を全工程で可視化することで、どの工程で偏差が発生しているかを特定できます。 - 補正履歴の保存
EPCや微調整ロールの補正量を記録することで、同一条件での再現性を高め、トラブルの再発防止に役立ちます。 - 工程間フィードバック
巻取り工程で発生したスリップやゲージバンドの情報を前工程にフィードバックすることで、予防的な張力調整やガイドロール設定が可能となります。
効果
- 安定した巻取り精度
全工程でデータを連携させることで、巻取り密度や幅方向均一性の再現性が向上します。 - 不良発生の早期検知
異常な張力や補正動作を検知することで、重大トラブルになる前にライン停止や調整が可能です。 - 生産性向上
再現性の高い条件でラインを運転できるため、立ち上げ時間や不良によるロスを削減できます。
【あわせて読みたい】
不織布ウェブ搬送での実務改善ポイント

不織布のウェブ搬送工程では、材料の薄さや柔軟性により、蛇行、折れしわ、スリップ、ゲージバンドなどのトラブルが発生しやすく、製品品質や生産効率に影響します。
これらの問題を未然に防ぐためには、装置設計や制御技術の導入だけでなく、実務レベルでの改善ポイントを押さえることが重要です。
こちらでは、材料特性に応じた加減速プロファイル設計、巻硬度・張力履歴の定量管理、実機テストによる導入前検証など、現場で役立つ具体的な改善手法を解説します。
材料特性に応じた加減速プロファイルの設計
不織布は一般的に薄く柔軟で伸縮性があるため、急激な加減速は蛇行や折れしわ、スリップを誘発しやすくなります。したがって、材料特性に応じたプロファイル設計が必要です。
設計のポイント
- 加速度の段階的制御
ウェブ搬送開始時やライン速度変更時に、急加速・急減速を避け、段階的に速度を変化させることで、内部応力の急激な変動を抑制します。 - 材料弾性率に応じた補正
弾性率の低い不織布では、張力変動により幅方向の伸びが発生しやすいため、加減速の緩和幅を大きく設定します。 - 長尺ラインへの対応
長尺搬送時はウェブ全体の慣性が大きくなるため、速度変化に応じた張力補正やローリング制御を組み合わせます。
効果
- 蛇行や折れしわの抑制
- スリップや局所応力集中の低減
- 材料特性に応じた安定搬送の確保
巻硬度・張力履歴の定量管理
搬送・巻取り工程で発生するトラブルの多くは、張力や巻硬度の偏りが原因です。これを定量的に管理することにより、安定したウェブ搬送が可能になります。
管理手法
- 巻硬度測定
巻取りロールの外径・巻取りテンションをセンサで記録し、巻き締りや硬度の偏りを定量化します。 - 張力履歴のモニタリング
ダンサーやロードセルのデータを工程全体で取得・可視化することで、張力の変動ポイントや異常箇所を特定します。 - 工程間のフィードバック
前工程での張力データを後工程に反映させることで、再現性の高い条件設定が可能となります。
効果
- 巻取り密度やウェブ幅方向の均一性向上
- 不良品発生の早期検知
- 設定条件の再現性確保による安定生産
加減速プロファイルを材料特性に合わせて設計することで、ウェブ搬送中の応力変動が抑えられ、折れしわや蛇行の発生を防ぎます。段階的な加速や減速を行うことで、ウェブ全体の慣性による偏荷重を軽減し、張力の急激な変化を回避できます。
また、弾性率や厚みに応じて適切な加減速幅を設定することで、柔らかい不織布や薄手の材料でも均一な幅方向張力を維持できます。結果として、スリップや局所的な応力集中を抑制し、材料損傷のリスクを低減します。
実機テストによる導入前の検証

新規ライン導入や改造時には、実機テストによる事前検証が不可欠です。理論だけでは把握できない不織布特有の挙動を確認することで、トラブル発生リスクを大幅に低減できます。
テストの内容
- 搬送安定性の確認
加減速条件や張力設定でのウェブ挙動を実機で観察し、折れしわや蛇行、スリップの発生有無を評価します。 - 補正装置動作確認
EPCや微調整ロールなど補正機構の応答速度や補正量が実運転条件で十分かを検証します。 - 材料特性適応評価
不織布の厚み、弾性率、幅方向の摩擦特性を考慮した条件設定を確認し、実運転に即した最適プロファイルを導きます。
効果
- 設定条件の妥当性確認
- 導入後の不良発生リスク低減
- 安定した巻取り・搬送品質の確保
巻硬度や張力履歴を定量的に管理することで、工程間のばらつきを可視化でき、安定搬送の基盤が確立します。例えば巻取りロールの外径やテンションの偏りを把握することで、巻き締りや幅方向の不均一を事前に検知可能です。
また、張力履歴を取得して工程横断でフィードバックを行うと、再現性の高い搬送条件を設定でき、毎回同じ品質で巻取りが可能になります。この管理により、不良品の発生率が低下するとともに、生産ライン全体の安定性向上にもつながります。
ウェブハンドリングが相談できるおすすめ会社3選
ウェブハンドリングは、印刷・塗工・フィルム加工などの生産ラインで欠かせない技術です。適切な搬送や張力管理ができなければ、製品の品質ばらつきやライン停止といったトラブルにつながります。
こちらでは、ウェブハンドリングの設計・装置提案・解析サービスを提供し、実務改善までサポートできるおすすめの企業を3社紹介します。
若水技研株式会社

若水技研株式会社は、微細溝加工ロールを中核技術とし、ウェブ搬送ラインの課題解決に幅広く対応する専門メーカーです。単なるロール製作にとどまらず、設備・部品の設計製作から微細エッジ処理や仕上げまで一貫して行う点が特長です。
同社では、シワや空気巻き込み、巻取り不良といった問題に対し、ロール構造と配置の両面から改善提案を実施。既設設備のレトロフィットにも対応できるため、ライン全体の更新なしに性能向上を図れる点も魅力です。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
また、実際のフィルムや運転条件を用いた性能確認テストが可能で、机上検討だけではわからない実機での挙動も事前に検証できます。これにより、導入後の「想定と異なる」というリスクを低減でき、安心して提案を受けられます。
さらに、豊富な導入実績を基に、ロール配置や使用方法の具体的な指導も可能で、理論と実務の両面から支援できる点が大きな強みです。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、エキスパンダーロールの専門メーカーとして長年の実績を誇ります。製紙・フィルム分野を中心に、多数の特許と豊富な納入実績を持ち、ウェブ幅方向のテンション均一化やシワ防止を得意としています。
同社の強みは、単なる部品供給にとどまらず、材料特性やライン条件に応じた最適仕様を提案できる点です。現場課題に合わせたカスタマイズ対応が可能で、シワや変形の原因を的確に解消できます。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
また、監視装置により、シワの発生位置・状態・発生時刻を自動で記録できるため、工程改善や不良原因の追究に活用可能です。アラームやライン停止制御と連動させることで、連続不良の発生も抑えられ、歩留まり向上にも貢献します。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
株式会社KANDA

株式会社KANDAは、ウェブハンドリング理論と現場経験を融合させた技術支援に強みを持つ企業です。装置提案だけでなく、「再発しない仕組みづくり」を重視しており、根本的な工程改善に貢献します。
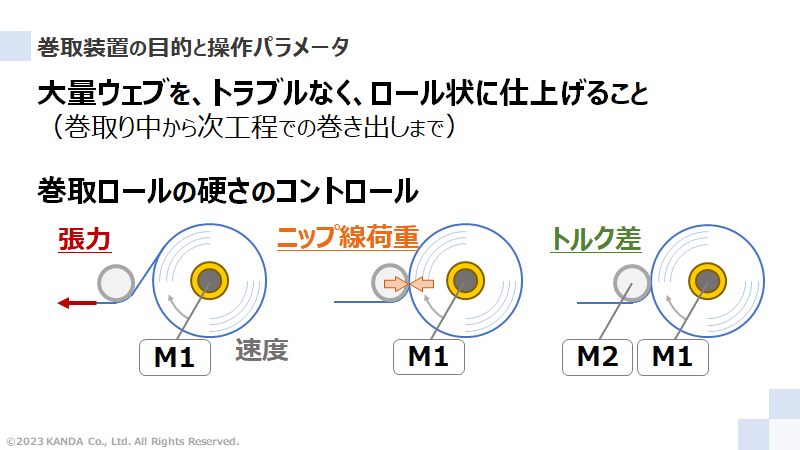
同社は、数値シミュレーションや巻取解析ソフトを活用し、巻取りロール内部の応力やウェブ挙動を定量的に評価します。これにより、経験や感覚に頼らない条件設計が可能となり、品質ばらつきの抑制やトラブル要因の可視化が実現します。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
例えば、巻締りや端面硬化の問題にも、内部応力分布解析を通じて最適張力プロファイルやニップ条件を事前に設定することができます。
結果として、不良削減や再作業低減を同時に達成できるため、生産性向上とコスト削減を両立させたい企業にとって、頼れる選択肢となります。
株式会社KANDAの評判記事はこちら!
まとめ
今回は不織布ウェブの安定搬送に関するトラブルとその防止策について解説しました。搬送工程では折れしわやスリップが発生しやすく、巻取り工程では巻締りやゲージバンドなどの不具合が起こることがあります。
これらのトラブルは、材料特性に応じた張力制御や加減速プロファイルの最適化、蛇行補正装置の活用、微調整ロールによる局所補正など、複合的な対策によって防止可能です。
また、巻硬度や張力履歴の定量管理や、導入前の実機テストを実施することで、工程間のばらつきを抑え、再現性の高い安定搬送が実現できます。
ウェブ搬送全体を俯瞰し、設計段階から工程横断で最適化を行うことが、不織布ラインにおける品質向上と歩留まり改善につながります。
不織布の安定搬送や巻取り不良対策の具体的手法については、本記事を参考にしてください。
