
ウェブハンドリング入門|蛇行トラブルと巻締りを防ぐ設計条件とは

ウェブハンドリングにおける代表的なトラブルが「蛇行」と「巻締り」です。どちらも張力・ロール精度・慣性・摩擦といった複数要素が絡み合って発生する現象であり、個別対策だけでは根本解決に至らないケースが多くあります。
本記事では、発生メカニズムを構造的に整理し、設計・制御の観点から防止条件を体系的に解説します。
目次
ウェブ蛇行の原因と発生メカニズム
ウェブ蛇行とは、搬送中の帯状材料が幅方向に周期的または持続的に偏位する現象です。蛇行は単なる位置ずれではなく、加工精度低下、しわ発生、端面不良、巻姿悪化などの連鎖的トラブルを誘発します。根本原因を理解するには、「力の流れ」と「構造のわずかな非対称性」に着目する必要があります。
アライメント不良とロール精度の影響
ロールやフレームの幾何学的精度は、蛇行発生の基礎条件を決定します。わずかな誤差が、張力方向と横方向の力成分を生み出し、連続搬送の中で増幅されます。
ロール芯振れ・平行度誤差
ロール軸に芯振れや平行度誤差があると、ウェブには常に横力が作用します。ウェブは張力方向へ最短経路を取ろうとするため、ロール角度がわずかに傾いているだけでも、偏位が継続的に発生します。高速化に伴い遠心力や振動が加わると、その影響は顕著になります。
フレーム剛性不足による微小変位
張力変動によりフレームが微小にたわむと、ロールの相対位置関係が変化します。この動的変位が繰り返されると、蛇行はランダムに見える挙動を示します。静的強度だけでなく、動的剛性や共振点の回避設計が重要です。
張力バランスの乱れが引き起こす蛇行
張力はウェブ挙動を支配する最も重要なパラメータです。ゾーン設計が不適切であると、前後工程の干渉により局所的な伸び差が生じます。
張力ゾーン設計の不整合
加工部前後で張力が適切に分離されていない場合、加工負荷が直接搬送張力へ影響します。その結果、張力が周期的に変動し、横方向の伸び差が発生します。
幅方向テンション差の発生
ロールクラウン誤差やニップ圧不均一は、幅方向の張力差を生みます。片側が強く引かれれば、ウェブはその方向へ偏位します。特に薄膜材料では、微小差が累積的に蛇行幅を拡大します。
速度変化・加減速時の過渡応答
定常運転では安定していても、過渡状態で蛇行が発生するケースは少なくありません。
慣性力による一時的張力変動
大径ロールは慣性モーメントが大きく、加減速時に張力ショックが発生します。制御帯域を超える応答遅れが生じると、蛇行が顕在化します。
加速プロファイルと蛇行の関係
急加速は張力波を発生させます。S字加速など滑らかなプロファイル設計により、慣性影響を抑制できます。制御設計と機械設計の整合が不可欠です。
【あわせて読みたい】
ウェブ蛇行の対策

蛇行対策は「精度」「張力」「補正」の三位一体で考える必要があります。いずれか一つだけを高度化しても、他の要素が不十分であれば安定性は確保できません。
重要なのは、初期設計段階から機械構造・張力ゾーン設計・補正制御の役割分担を明確にし、「蛇行が起きにくい構造」をベースに、「発生しても増幅しない制御」を重ねることです。
こちらでは、設計思想と制御技術の両面から、具体的な対策を整理します。
高精度アライメント設計
高精度アライメント設計は、蛇行対策の最も基本となる領域です。蛇行の多くは、機械的な幾何誤差が起点となって発生します。そのため、制御以前に「構造的に蛇行しにくい装置」をつくることが最優先課題となります。
ロール配置思想
ロールは単に直線上に並べればよいわけではなく、張力方向と力の伝達経路を考慮した配置が重要です。ウェブは張力ベクトルの合力方向に安定しようとするため、ロール間の角度やラップ角の設計が安定性を左右します。
特に重要なのは以下の点です。
- 張力方向を急激に変化させないレイアウト
- 不必要な逆クラウン効果を生まないロール配置
- ガイドロールと駆動ロールの役割分担の明確化
ロールの傾きや高さ差がわずかでも存在すると、ウェブには幅方向の力成分が発生します。この力が蓄積されることで、徐々に横移動が進行します。したがって、設計段階で3Dモデルを用いた干渉確認や幾何解析を行い、張力線が理想的に通る配置を検討することが重要です。
さらに、加工工程(塗工・ラミネーション・印刷など)直前の区間では、蛇行の影響が品質に直結するため、できるだけシンプルで安定した搬送レイアウトとするのが望まれます。蛇行しにくいレイアウトを初期設計段階で構築することが、後工程の補正負担を大幅に軽減します。
フレーム剛性確保と据付精度
十分な断面剛性を確保し、振動モード解析を行うことが望まれます。フレーム剛性が不足すると、張力変動や加減速時の慣性力によって微小な変位が発生し、それがロール平行度を崩します。この微小変位は静的には測定できなくても、動的状態で蛇行を誘発します。
対策としては、
- 高剛性断面構造の採用
- 有限要素解析(FEM)による変位予測
- 固有振動数の事前把握
などが挙げられます。特に高速ラインでは、フレーム固有振動数が制御系の応答帯域と干渉しないよう設計することが重要です。
また、据付精度も同様に重要です。どれだけ設計精度が高くても、据付時にアライメントが崩れていれば意味がありません。
- レーザーアライメント測定の実施
- ロール平行度・同軸度の定量確認
- 据付後の再測定と記録管理
これらを徹底することで、初期状態の幾何誤差を最小化できます。蛇行対策は「制御で直す」前に「構造で起こさない」思想が不可欠です。
張力制御の最適化
張力はウェブ挙動を決定づける最も重要なパラメータです。張力が安定していれば、蛇行は減衰方向に向かいやすくなりますが、張力が変動すると蛇行は増幅されます。したがって、張力制御の設計は単なる値の設定ではなく、「ゾーン設計」と「制御応答設計」を含めた総合的な最適化が必要です。
ダンサー・ロードセルの使い分け
ダンサーは機械的バッファとして外乱吸収に優れています。瞬間的な張力変動を物理的に吸収し、ライン全体の安定性を高めます。一方、ロードセルは張力を直接計測できるため、高精度なフィードバック制御が可能です。
それぞれの特徴は次の通りです。
- ダンサー応答はやや遅いが外乱耐性が高い
- ロードセル高精度だが外乱を直接受ける
工程特性に応じて両者を組み合わせることで、安定性と精度を両立できます。例えば、高速塗工工程ではロードセルによる精密制御を行い、その前段でダンサーにより外乱を吸収する構成が有効です。
重要なのは、単に機器を設置することではなく、制御ゲイン・フィルタ設定・応答帯域を適切に設計することです。不適切なゲイン設定は、蛇行振動と張力振動を連動させ、共振を招く恐れがあります。
ゾーン分離による干渉防止
加工工程前後で張力ゾーンを明確に分離し、独立制御を行うことで、干渉を防ぎます。ゾーン設計が不十分な場合、一方の張力変動が全ラインに波及し、蛇行が連鎖的に発生します。
対策としては、
- 明確なテンションブレークポイントの設定
- 駆動ロールの適切な配置
- テンションカット設計の導入
などが有効です。
特に、塗工やラミネーションなど品質影響の大きい工程では、前後の張力変動を遮断する構造が重要です。部分最適ではなく、ライン全体のエネルギーフローを可視化し、張力干渉を最小化する設計が求められます。
【あわせて読みたい】
蛇行と巻締りを同時に防ぐウェブハンドリング設計

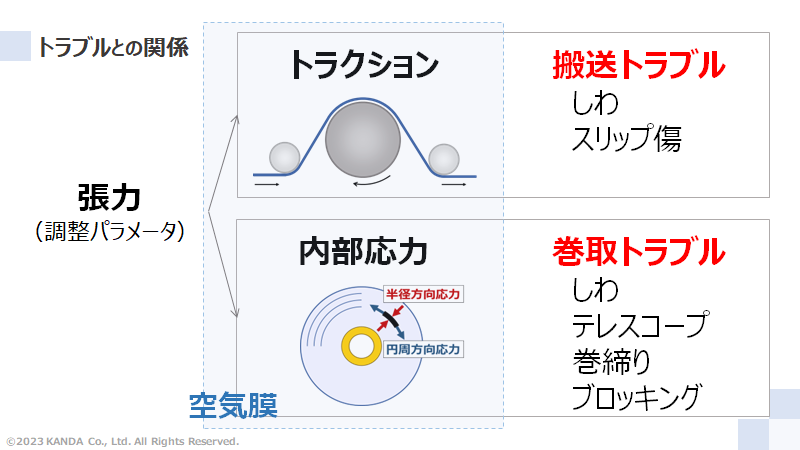
蛇行と巻締りは、別々の現象のように見えて、実際には「張力」と「内部応力」の連続性の中で密接に関係しています。蛇行は横方向の力バランスの崩れ、巻締りは半径方向の応力バランスの崩れによって発生しますが、その根本には張力履歴の不整合があります。
つまり、工程のどこかで発生した張力変動や速度変化が、そのままロール内部応力として蓄積され、巻締りを引き起こし、さらにそのロールを次工程で繰り出す際に蛇行を誘発する、という連鎖が起こります。
したがって、蛇行と巻締りを同時に防ぐためには、工程単体ではなく「ライン全体の張力エネルギーの流れ」を設計する必要があります。
張力履歴の定量管理
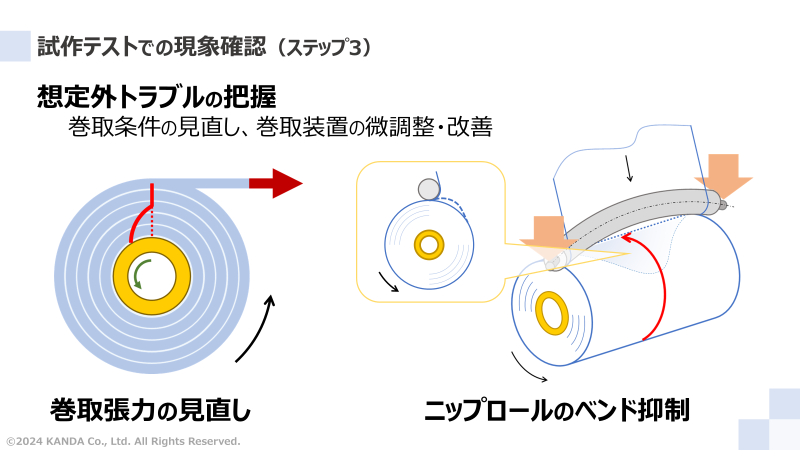
蛇行と巻締りを同時に抑えるためには、瞬間的な張力値だけでなく、「どの張力で、どの半径まで巻いたか」という履歴管理が不可欠です。ロール内部応力は、巻取り時の張力と巻径の積(T×R)によって決まります。
巻硬度と内部応力分布
巻取りロール内部では、半径方向に応力勾配が形成されます。外層は低圧縮、内層は高圧縮になりやすく、この応力分布が過度になると巻締りが発生します。
管理すべき主な要素は以下です。
- 巻取り張力の漸減制御(テーパーテンション)
- 巻径ごとの張力設定
- 材料弾性率と厚みの影響
巻硬度は定性的な感覚評価ではなく、内部応力モデルに基づく定量管理が理想です。巻径に対して一定トルクを維持すると、半径が小さいほど内層応力は高くなります。そのため、巻径増加に応じて張力を徐々に下げる設計が必要になります。
この制御が不十分な場合、内層で滑りが発生し、巻締りやブロッキング、さらには次工程での蛇行不安定につながります。
再現性ある条件設定

経験則だけに頼った条件設定では、ロットごとの品質ばらつきを防げません。張力・速度・加速度・巻径の関係をデータとして保存し、再現可能な条件管理を行うことが重要です。
具体的には、
- 張力ログの常時記録
- 巻径演算値との同期管理
- 異常時波形の解析
を実施します。
張力履歴を可視化することで、「どの工程で内部応力が蓄積したか」を特定でき、蛇行と巻締りの根本原因を同時に追跡できます。定量管理こそが、両現象を同時に抑えるための基盤となります。
工程横断でのトータル最適化
蛇行対策と巻締り対策を個別に行うと、しばしば相反する設定になります。例えば、蛇行安定のために張力を高めると、巻締りリスクは増加します。逆に、巻締り防止で張力を下げすぎると、横方向安定性が低下します。
このジレンマを解決するには、工程横断での最適化が必要です。
巻出~加工~巻取までの思想統一

ライン全体で張力思想を統一することが重要です。具体的には、
- 巻出張力の設定思想
- 加工部での安定張力域
- 巻取時のテーパーテンション設計
を一貫した理論で構築します。
例えば、加工部で必要な最低張力を基準とし、そこから逆算して巻出張力と巻取張力を決定します。工程ごとに独立最適化を行うのではなく、「全体エネルギー収支」の観点で整合を取ることが重要です。
部分最適が全体不安定を招くリスク
局所的に張力変動を抑えても、別のゾーンで急激なトルク変動があれば、ロール内部応力は乱れます。部分最適化の典型的な失敗例は以下です。
- 巻取張力のみを低減し、巻出側が高張力のまま
- EPC補正を強化しすぎて張力変動を誘発
- 加減速制御を独立最適化して慣性力を増幅
こうした設定は、短期的には安定して見えても、ロール内部に不均一応力を蓄積させ、時間差でトラブルを発生させます。
全体最適化では、各制御ループの相互作用を考慮し、干渉を最小化することが求められます。
設計段階で確認すべきポイント

蛇行と巻締りは、稼働後に調整で完全解決することは困難です。設計段階での事前検証が極めて重要です。
実機テストの重要性
理論設計だけでは、材料固有の摩擦特性や弾性挙動を完全に予測することはできません。したがって、
- 想定最大巻径での試験
- 急停止・急加速試験
- 長時間連続運転試験
を行い、内部応力と蛇行挙動を確認します。
特に、最大巻径時の慣性力は無視できません。停止時の張力ピークが巻締りを誘発することもあります。
加減速プロファイルの検証
急加速は慣性トルクを増大させ、内層応力を急上昇させます。同時に横方向の張力バランスも崩れやすくなります。
検討すべき項目は、
- S字加速の採用
- 最大加速度制限
- 巻径連動型トルク補正
です。
慣性力を抑制することで、蛇行と巻締りの同時抑制が可能になります。
材料特性(摩擦係数・弾性率)の把握

材料特性は設計の前提条件です。摩擦係数が高い材料は滑りにくい一方、内部応力が蓄積しやすくなります。弾性率が低い材料は張力変動に敏感で、蛇行しやすくなります。
最低限把握すべき特性は以下です。
- 層間摩擦係数
- 縦弾性率(MD方向)
- 厚みばらつき
これらのデータに基づき、張力設定と巻径設計を決定する必要があります。
【あわせて読みたい】
蛇行補正装置の導入も有効
ウェブ搬送ラインにおいて、材料の横ずれ(蛇行)は品質不良や設備停止の大きな要因となります。その対策として導入されるのが蛇行補正装置です。しかし、単に設置すれば問題が解決するわけではありません。
こちらでは、蛇行補正装置の基本概要から得られる効果、そして導入時に注意すべきポイントまでを体系的に解説します。
蛇行補正装置の概要
蛇行補正装置は、ウェブ搬送ラインにおいて発生する横方向の位置ずれを自動的に検出・補正するための制御システムです。フィルム、紙、不織布、金属箔などの連続シート材は、わずかなロール平行度誤差や張力変動によって徐々に横へ移動します。この横移動を放置すると、加工位置のズレや端部トラブルにつながるため、リアルタイムで位置を安定させる仕組みが必要になります。
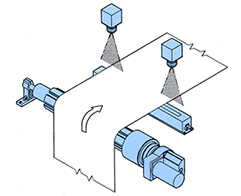
蛇行補正装置は単なる機械機構ではなく、「検出」「演算」「駆動」という三つの要素から成るフィードバック制御装置です。横位置の変化をセンサで捉え、その偏差をコントローラが演算し、アクチュエータを通じてロールやフレームを微調整します。この連続動作により、ウェブは基準位置へと収束します。
基本構成と制御の仕組み
一般的な構成要素は以下の通りです。
- エッジまたはライン検出センサ
- 制御コントローラ(PID制御など)
- サーボモータ・油圧シリンダなどの駆動部
- 補正ロール機構(ピボット式またはシフト式)
制御の基本は偏差ゼロ制御です。基準位置からのズレ量を常時計測し、その偏差を打ち消す方向へロール角度や位置を調整します。ただし、搬送には時間遅れがあるため、単純な比例制御では振動が発生します。実際には比例・積分・微分要素を組み合わせた安定設計が求められます。
補正方式と適用条件
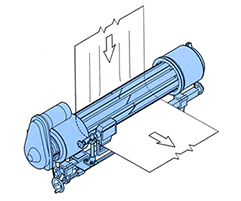
補正方式は主に以下に分類されます。
- ピボットガイド方式(ロール角度を傾ける)
- フレームシフト方式(ロール全体を横移動させる)
高速ラインや軽量ウェブでは応答性に優れたピボット方式が有効です。一方、大径ロールや重量物を扱う場合はフレームシフト方式が適しています。選定では、ライン速度、補正ストローク、材料剛性、張力レベルを総合的に評価する必要があります。
蛇行補正装置の効果

蛇行補正装置を適切に設計・導入することで、品質安定性、生産性、設備保全性の向上が期待できます。ただし、その効果は構造精度や張力設計が整っていることが前提です。
加工品質の安定化
蛇行が抑制されることで、以下の品質問題を未然に防止できます。
- 印刷見当ズレ
- 塗工幅の変動
- スリット幅不均一
- ラミネート位置不良
特に多層貼り合わせ工程では、横位置のわずかな偏差が累積誤差となって拡大します。蛇行補正装置はその誤差拡大を抑え、加工基準線を安定させる役割を担います。
歩留まりと稼働率の向上
蛇行による端部ロスや自動停止の回数が減少することで、材料歩留まりが改善します。また、オペレータによる微調整作業が減少し、連続運転時間が延びます。
さらに、横位置が安定することでロール端面の不均一巻きやシワ発生が抑制され、次工程でのトラブル低減にもつながります。結果としてライン全体の稼働率向上が実現します。
高速化への対応
高速搬送では、微小な偏差が短時間で拡大します。高応答型の蛇行補正装置を導入することで、高速化に伴う不安定要素を抑制できます。ただし、応答性と安定性のバランス設計が不可欠です。
導入時の注意点
蛇行補正装置は有効な設備ですが、設計条件を誤ると逆効果になる場合もあります。導入時には、装置単体の性能ではなく、ライン全体との整合を重視する必要があります。
根本原因の整理
蛇行の原因がアライメント不良やフレーム剛性不足にある場合、補正装置だけでは解決できません。構造誤差が大きいと補正量が常に限界近くなり、制御が不安定になります。
まずは以下を確認します。
- ロール平行度・直角度
- フレーム変形量
- 張力安定性
基礎精度を確保したうえで補正装置を導入することが重要です。
応答速度と制御安定性
応答が速すぎると過補正が発生し、ハンチング現象を招きます。逆に遅すぎると偏差が拡大します。ライン速度、ウェブ剛性、ロール間距離を考慮し、制御ゲインを適切に設計する必要があります。
特に高速ラインでは搬送遅れ時間を考慮した安定余裕の検証が不可欠です。
設置位置と張力ゾーン設計
補正装置は加工精度に直結する工程直前に設置されることが多いですが、張力ゾーンとの干渉を考慮しなければなりません。補正動作が張力変動を誘発すると、逆に蛇行が悪化する可能性があります。
補正後に十分な安定区間を確保し、ゾーン分離設計と整合を取ることが重要です。
ウェブハンドリングが相談できるおすすめ会社3選
近年は、高速化・薄膜化・高機能化が進み、従来の経験則では対応しきれないケースが増えています。そのため、理論と実機検証の両面から支援できる専門企業への相談が重要になっています。
こちらでは、ウェブハンドリング分野で技術力と実績を備えた企業を3社厳選して紹介します。
若水技研株式会社

若水技研株式会社は、ウェブ搬送に関わるロール技術を中核とした専門メーカーです。特に微細溝加工ロールの分野で高い技術力を持ち、シワ・巻締り・空気巻き込みなどの課題に対して具体的な対策を提案しています。
同社の大きな特長は、実際のフィルムや運転条件を用いた性能確認テストが可能である点です。机上検討やカタログ提案にとどまらず、実機試験を通じて効果を事前検証できるため、導入後のミスマッチを低減できます。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
また、ロール単体の供給だけでなく、配置思想や使用条件まで踏み込んだ提案を行う点も強みです。
ウェブ張力や接触角、ロール位置関係を考慮した総合的な改善提案が可能であり、部分最適ではなくライン全体の安定化を目指す企業です。
若水技研株式会社の評判記事はこちら!
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
株式会社KANDA

株式会社KANDAは、ウェブハンドリング理論に基づく解析・コンサルティングを得意とする技術会社です。装置の販売よりも、「なぜトラブルが起きるのか」を定量的に解明することに重点を置いています。
巻取りロール内部の応力分布を数値的に可視化できるため、巻締り・ブロッキング・層間スリップなどの原因を理論的に把握できます。これにより、経験則ではなく根拠ある条件設定が可能になります。
| 会社名 | 株式会社KANDA |
| 所在地 | – |
| 電話番号 | – |
| 公式ホームページ | https://www.webhandling.jp/ |
さらに、改善提案は一時的な対処ではなく、再発しない仕組みづくりを重視しています。現場の運転条件、材料特性、加減速プロファイルなどを総合的に分析し、工程横断での最適化を支援します。
株式会社KANDAの評判記事はこちら!
カンセンエキスパンダー工業株式会社

カンセンエキスパンダー工業株式会社は、エキスパンダーロールの専門メーカーとして長い実績を持つ企業です。製紙・フィルム・金属箔分野などで多数の導入実績があり、シワ対策に強みを持っています。
特に注目すべきは、シワ監視装置「サイドバナー」です。フィルムや銅箔、アルミ箔などの加工ラインで発生する凹凸約10μm程度の微細なシワを高精度で検出できます。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
低速から最大500m/minクラスの高速ラインまで対応可能であり、シワ発生位置・状態・発生時刻を自動記録できます。これにより、不良発生のタイミングと条件を定量的に把握でき、原因解析と工程改善が容易になります。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
まとめ
本記事では、ウェブハンドリングにおける蛇行トラブルと巻締りを防ぐための設計条件について解説しました。
蛇行はアライメント精度や張力バランス、加減速時の過渡応答といった複数の要因が重なって発生します。一方、巻締りは巻取り時のトルクと半径の関係、張力履歴、材料特性によって内部応力が偏ることで生じます。
対策においては、部分的な条件調整ではなく、巻出から加工、巻取までを含めた工程横断の最適化が重要となります。張力ゾーンの明確化、テーパーテンション設計、慣性力を抑制する加減速プロファイルの設定、材料物性の把握といった基本設計を積み重ねることが、安定搬送の前提条件となります。
安定したウェブ搬送と高品質な巻取りを実現するための設計指針として参考にしてください。
