
巻取り品質を左右するウェブ物性評価とは?基礎から考える巻取り工程の最適化

フィルムや紙、金属箔などを巻き取る工程では、わずかな条件差がロール品質や生産安定性に大きく影響します。張力や速度を調整してもトラブルが解消しない背景には、材料そのものが持つ特性への理解不足が隠れていることも少なくありません。
近年は巻取モデルを用いた理論解析が普及していますが、その精度を左右するのがウェブの物性評価です。物性を正しく捉えなければ、理論と現場の結果は簡単に食い違ってしまいます。
この記事では、巻取理論とウェブ物性の関係を整理し、引張・圧縮ヤング率を中心に、現場で役立つ考え方と評価のポイントをわかりやすく解説します。
目次
ウェブの物性評価とは

安定した生産と良好なロール品質を両立させるためには、製品ごとにトラブルが発生しにくい巻取条件を設定する必要があります。近年では、この条件設定に巻取モデルを活用するケースも増えてきました。
しかし、モデルを使えば自動的に正解が得られるわけではありません。理論計算の精度を左右する最も重要な要素が「ウェブの物性評価」です。
ウェブの物性が適切に評価されていないと、理論の予測結果は現実から大きく外れてしまいます。
ここでは、ウェブ物性評価の重要性と考え方を、現場の状況を思い浮かべながら解説します。
◇ウェブの種類と巻取条件の関係
ウェブは、紙、プラスチックフィルム、金属箔、織布・不織布など、非常に多様です。さらに、同じ分類であっても、原料、厚み、表面状態、塗工や貼り合わせの有無によって性質は大きく変わります。
こうした違いは、巻取張力の設定に直接影響します。たとえば、紙製品はプラスチックフィルムよりも高い張力で巻き取られることが多く、張力テーパの考え方も異なります。
現場では、経験豊富な作業者が「この製品ならこのくらい」という感覚で条件を決めていることも少なくありません。ただし、その経験則が別の製品にそのまま通用するとは限りません。製品ごとの差を生んでいる本質的な要因が、ウェブ固有の物性です。
◇各種ウェブで異なる理論予測結果
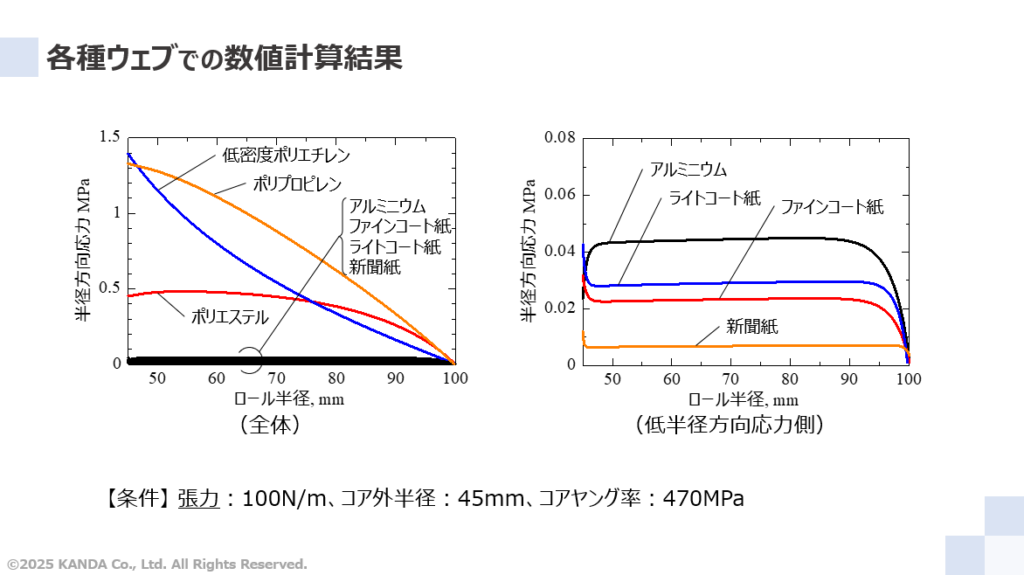
Hakielモデルを用いて、紙、プラスチックフィルム、金属箔を同一の巻取条件で解析すると、半径方向応力の分布は大きく異なります。
プラスチックフィルムでは内部応力が比較的高く、紙や金属箔では一桁低い値になるケースもあります。さらに、同じ紙やフィルムの中でも材質が変わると結果は変化します。
この差は、巻取条件ではなくウェブ物性の違いによって生じています。つまり、安定生産やトラブル改善を考えるうえでは、「どの物性が、どのようにロール品質へ影響しているのか」を理解することが重要になります。
◇巻取理論におけるウェブ物性の位置づけ
巻取理論の妥当性は、理論値と実験値を比較することで検証されます。両者が一致すれば成功ですが、合わない場合には原因を突き止める必要があります。
考えられる原因は、大きく次の4つです。
- 理論モデルそのものの誤り
- 数値計算やプログラムのミス
- ウェブ物性値の不適切さ
- 実験条件や測定方法の問題
この中で、実務的に最も起こりやすいのが「ウェブ物性値の不適切さ」です。物性値が実態とずれているだけで、理論結果が2倍、あるいは半分以下になることも珍しくありません。
ウェブ物性は単なる数値ではなく、理論と現実をつなぐ“橋渡し役”といえます。
◇理論計算に使われる主なウェブ物性
巻取理論では、次のような物性が用いられます。
- 円周方向ヤング率(巻取方向)
- 半径方向ヤング率(厚み方向)
- ポアソン比
- 静摩擦係数
- 表面粗さ
- 線膨張係数
- 粘弾性特性(クリープ特性)
中でも、ヤング率、摩擦係数、表面粗さは、巻取ロールの内部応力や滑り・しわに直結する重要な要素です。
◇試験片サンプリングの考え方
物性評価用の試験片は、通常、巻き取られたロールから採取されます。しかし、この時点でウェブはすでに内部応力を受けています。
特に半径方向応力は、ウェブの表面粗さや内部構造を押し潰します。この影響はコア近傍ほど大きく、最外層では最小になります。
そのため、半径方向ヤング率や表面粗さを評価する場合は、最外層側のウェブを用いるのが望ましいといえます。また、粘弾性の影響を避けたい場合は、サンプリング後に一定時間放置するといった工夫も有効です。
「巻取りがどのような影響を与えているか」を想像しながらサンプリングすることが重要です。
◇理論を使いこなす技術者に求められる視点
巻取理論は強力な道具ですが、万能ではありません。理論で考慮していない外乱や想定外の条件があると、現実とのズレが生じます。
たとえば、ロールの振れ回りは理論に含まれていませんが、張力やニップ状態を不安定にし、トラブルの原因になります。この場合、振れ回りを抑えることで、理論が成り立つ前提条件に近づけることができます。
また、輸送や保管中の温度変化も見落とされがちな要因です。巻き取ったときと大きく温度が変われば、内部応力状態が変化し、トラブルが顕在化することがあります。
理論を活用する技術者には、数式を追う力だけでなく、現実の状態を正しく把握し、何が理論外なのかを見極める力が求められます。その積み重ねが、安定生産と品質向上につながっていきます。
【あわせて読みたい】
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
巻取方向の引張ヤング率とは
ウェブは、一定の張力がかかった状態で巻き取られます。この張力は巻取方向、いわゆるMD(Machine Direction)に作用し、ウェブを引き伸ばします。このとき、ウェブがどの程度伸び、どれくらい元に戻ろうとするかを表す指標が「引張ヤング率」です。
巻取理論では、これを円周方向ヤング率と呼び、ロール内部応力の計算に用います。つまり、引張ヤング率は、巻取品質を左右する基礎データの一つだといえます。
◇材料力学の基礎を現場目線で考える
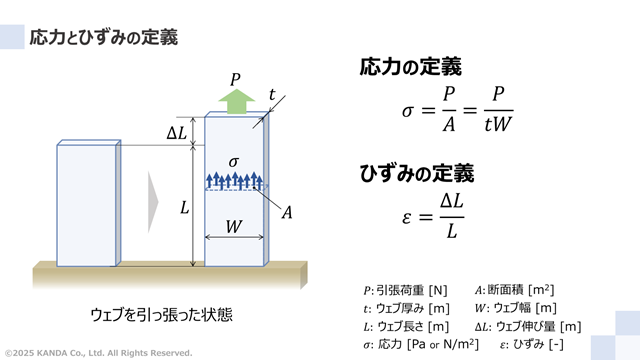
ウェブを引っ張ると、力に応じて伸びます。このとき、「どれだけの力が、どのくらいの断面にかかっているか」を表したものが応力です。一方、「元の長さに対して、どれだけ伸びたか」を示すのがひずみです。
引張ヤング率は、応力とひずみの関係を直線で近似したときの傾きであり、「この材料は硬いのか、柔らかいのか」を数値で表したものと考えると分かりやすいでしょう。
現場で例えるなら、同じ張力をかけても、伸びやすいウェブと伸びにくいウェブがあります。その違いを定量的に示すのがヤング率です。
◇引張試験の実例
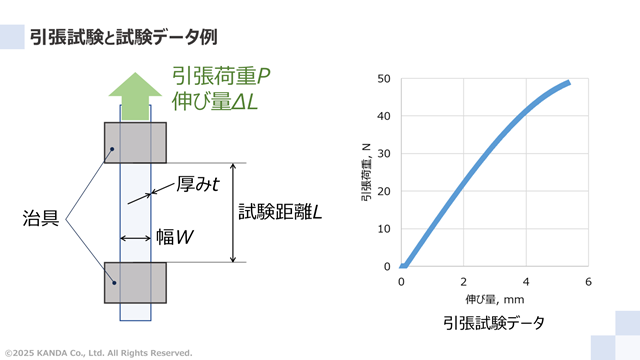
引張ヤング率は、引張試験によって評価されます。万能材料試験機を用い、短冊状に切り出したウェブの両端を治具で固定し、一定速度で引き伸ばしていきます。
このときに記録されるのが、引張荷重と伸び量です。試験条件(試験距離、引張速度、サンプル寸法など)を明確にしておくことが、再現性のある評価につながります。
実際のデータを見ると、最初は荷重と伸びがきれいな直線関係を示しますが、次第に非線形な挙動に変わっていきます。巻取理論で主に使うのは、この初期の「ほぼ直線」とみなせる領域です。
◇試験データの整理と初期補正
理論書では「ひずみゼロで応力ゼロ」と書かれていることが多いですが、実際の試験データは必ずしもそうなりません。
治具への固定時のわずかなタルミや、ロードセルのゼロ点ずれにより、試験初期に不自然なデータが現れることがあります。
そこで重要になるのが、初期データの補正です。応力のオフセットを差し引いたり、直線とみなせる範囲を用いてひずみのゼロ点を補正したりすることで、より現実に即した応力‐ひずみ曲線が得られます。このひと手間が、後の理論計算の精度を大きく左右します。
◇一般的な引張ヤング率の算出方法
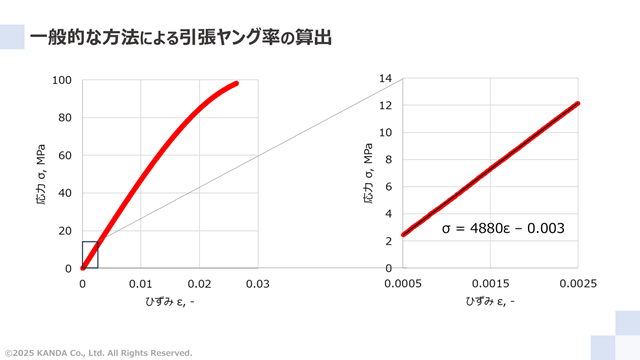
引張ヤング率は、所定のひずみ範囲における応力‐ひずみ曲線の傾きから求めます。
たとえば、JIS規格では0.05~0.25%ひずみの範囲を用いる方法が示されています。この範囲で直線近似を行えば、一定値としての引張ヤング率が得られます。
この方法は分かりやすく、材料比較にも便利ですが、「実際の巻取張力と対応しているか」という視点は別途考える必要があります。
◇現場の張力を意識した引張ヤング率
巻取り現場では、「ひずみ何%」よりも「張力何N/m」という感覚の方が身近です。
そこで、応力を張力相当荷重に換算し、実際に使う張力範囲のデータだけでヤング率を算出するという考え方があります。
たとえば、通常運転が100N/mであれば、その前後のデータを用いてヤング率を求める方が、現場の実態に合った値になります。結果として、一般的な方法とほぼ同じ値になる場合もありますが、「なぜこの値を使うのか」を説明しやすくなります。
◇引張ヤング率は一定とは限らない
引張ヤング率は常に一定とは限りません。張力が高くなるにつれて、徐々に低下する材料もあります。
特に、ウェブ厚みムラを考慮した理論モデルでは、幅方向で張力が大きく変動するため、張力依存性を無視すると予測精度が落ちる可能性があります。
張力範囲が限定されていれば一定値でも問題ありませんが、広い範囲を扱う場合は、近似式として与える方が安全です。
◇近似式を使うときの注意点

近似式は便利ですが、実験していない張力範囲に外挿すると、現実離れした値を示すことがあります。
これを防ぐには、試験範囲を広げるか、近似範囲外ではヤング率を一定値に固定するなどの工夫が有効です。理論計算では、こうした設定ミスが気づかれにくいため注意が必要です。
◇複合ウェブの引張ヤング率
複合ウェブでは、全体を一つの材料として試験する方法と、層ごとに評価して合成する方法があります。
後者では、各層のヤング率と厚みを考慮して計算することで、構成を反映した引張ヤング率が得られます。張力依存性を考慮した近似式を使えば、より実態に近い評価が可能になります。
◇巻取解析ソフトでの設定と結果の違い
巻取解析ソフトでは、円周方向ヤング率を「定数」または「近似式」として設定できます。
同じ巻取条件でも、ヤング率の設定方法が違うだけで、内部応力の計算結果に差が生じます。どちらを使うかは目的次第ですが、現実の張力挙動を反映した設定の方が、トラブル予測には有利といえるでしょう。
【あわせて読みたい】
▼ウェブハンドリングの基礎知識|ロールtoロール工程・搬送装置で起こりやすい課題と対策
ウェブ厚み方向の圧縮ヤング率とは
巻取ロールの中では、ウェブは張力で引っ張られるだけでなく、外側から内側に向かって押し付けられています。この力を半径方向応力と呼び、ウェブは厚み方向に圧縮された状態になります。
このとき、ウェブがどの程度潰れ、どれくらい元に戻ろうとするかを表す指標が圧縮ヤング率です。巻取理論ではこれを半径方向ヤング率と呼び、ロール内部応力を予測するうえで欠かせない物性値として扱います。
現場で言えば、「きつく巻いたときにロールが硬くなるのか、沈み込むのか」を左右する要素だと考えると分かりやすいでしょう。
◇材料力学の基礎を現場目線で整理する
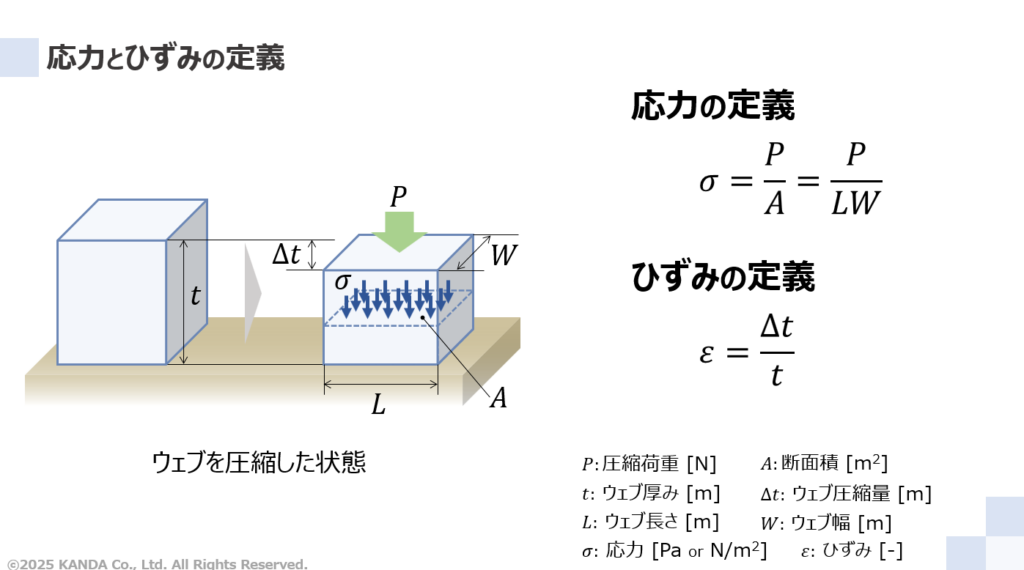
ウェブに圧縮荷重がかかると、厚み方向にわずかに縮みます。このとき、以下を用いて変形を整理します。
- 応力:どれくらいの力が、どれくらいの面積にかかっているか
- ひずみ:元の厚みに対して、どれだけ縮んだか
応力とひずみの関係をグラフにすると、材料の「潰れやすさ」が見えてきます。このグラフの傾き、つまり「潰されたときに元に戻ろうとする強さ」を表すのが圧縮ヤング率です。
◇圧縮試験の実際
圧縮ヤング率は、万能材料試験機を用いた圧縮試験で評価します。試験では、複数枚のウェブを重ねたサンプルを上下の治具で挟み、一定速度で押し込みます。
ここで重要なのは、治具とサンプルの接触状態です。治具表面がわずかに凹んでいると、力が外周部に集中し、サンプル全体に均一な圧縮荷重がかかりません。
感圧フィルムなどを用いて接触状態を可視化すると、標準治具では荷重が偏っているケースが少なくありません。そこで、表面を平坦にした専用治具を用いることで、巻取ロール内部に近い圧縮状態を再現できます。
◇試験データの信頼性をどう確保するか
圧縮ヤング率は、荷重データと変位データの精度に大きく左右されます。
低荷重域ではロードセルの分解能やノイズの影響が無視できず、見かけ上「応力がゼロに見える」領域が現れます。また、試験機の変位データには、治具や固定部のたわみが含まれることがあります。
そのため、サンプル近傍に接触式変位計を設置し、実際に潰れている量を直接測ることが有効です。こうした工夫が、後の理論計算の信頼性を支えます。
◇応力‐ひずみ曲線が非線形になる理由
圧縮試験で得られる応力‐ひずみ曲線は、試験初期から直線にはなりません。
これは、ウェブ表面に存在する微細な粗さ突起が、最初に潰れていくためです。低応力域では突起の潰れが支配的で、応力が高くなるにつれて、材料本体(バルク)の変形が効いてきます。
紙や不織布では、内部の空隙構造もこの非線形性に影響します。つまり、ほぼすべてのウェブにおいて、圧縮ヤング率は応力によって変化すると考える必要があります。
◇圧縮ヤング率の算出と近似
巻取理論では、圧縮ヤング率を「一定値」ではなく、応力の関数として与えます。
実験データから応力‐ひずみ曲線の傾きを計算し、
- 線形多項式
- 累乗近似
- 対数多項式近似
といった方法で近似式を作成します。
実務的には、低応力から高応力まで広い範囲で精度が安定する対数多項式近似が最も扱いやすいケースが多いです。
◇近似式の落とし穴と対処法
近似式は、測定範囲を外れると急激に不自然な値を示すことがあります。たとえば、高応力側でヤング率が急低下したり、低応力側で過大な値になったりします。
そこで、
- 低応力側
- 高応力側
に臨界値を設け、それ以上・以下ではヤング率を一定値に固定することで、現実的な挙動に近づけます。これは、巻取解析ソフトで設定する際にも重要なポイントです。
◇複合ウェブの圧縮ヤング率
貼り合わせフィルムや塗工ウェブなどの複合ウェブでは、圧縮ヤング率は複合体そのものを試験する必要があります。
圧縮挙動には、表面粗さや層構成の影響が強く現れるため、単層データを組み合わせても正確な評価にはなりません。
◇巻取解析ソフトでの設定と結果の違い
巻取解析ソフトでは、半径方向ヤング率を
- 対数多項式
- 累乗
- 線形
- 定数
として設定できます。
定数で代用すると入力は簡単ですが、内部応力の予測結果は大きく変わります。特にトラブル対策や条件最適化に用いる場合、誤った判断につながる恐れがあります。
【あわせて読みたい】
▼ウェブハンドリングにおける巻取りモデルの歴史から読み解く進化
ウェブハンドリングメーカーおすすめ3選
ウェブハンドリング技術は、フィルムや紙、金属箔などの安定搬送と品質確保を支える重要な基盤技術です。装置や部材の選定を誤ると、トラブルや歩留まり低下につながります。
ここでは、現場での実績と技術力に定評のあるウェブハンドリングメーカーを厳選してご紹介します。
◇若水技研株式会社

若水技研株式会社は、微細溝加工ロールに特化した専門メーカーです。主力製品であるマイクログルーブロールを中心に、フィルム・金属箔・紙などの搬送工程で発生しやすいスリップ、シワ、スクラッチといった課題の解決に取り組んできました。
材料特性や製造ラインの構成、運転条件にまで踏み込んだ分析を行い、搬送・張力制御・巻取りを含めたウェブハンドリングを総合的に提案できる点が大きな特長です。実機テストによる事前検証に加え、性能を数値で明確に示す設計力により、導入後の効果を具体的に可視化しています。
| 会社名 | 若水技研株式会社 |
| 所在地 | 〒578-0903 大阪府東大阪市今米2-5-9 |
| 電話番号 | 072-961-4500 |
| 公式ホームページ | https://wakamizugiken.co.jp/ |
さらに、超音波クリーナーを活用した清浄化技術を組み合わせることで、品質の安定化や歩留まり向上にも貢献。現場視点を重視した実践的な提案力を強みとするメーカーです。
若水技研株式会社の評判記事はこちら!
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
さらに詳しい情報は公式ホームページでも確認できます。ぜひチェックしてみてください。
◇株式会社加貫ローラ製作所

株式会社加貫ローラ製作所は、1899年創業の長い歴史を誇る老舗ローラーメーカーです。1923年には「SK式ゴムローラー」で特許を取得し、印刷用ゴムローラー分野の草分け的存在として、業界の発展を支えてきました。その独自性の高い技術力は「技術のカツラ」と称され、長年にわたり高い評価を受けています。
印刷用途をはじめ、各種工業分野に向けた高機能ローラーを幅広く展開し、耐熱性・耐摩耗性・耐溶剤性など、用途ごとに求められる多様な性能ニーズにも柔軟に対応。さらに、ゴム生地の開発から製品化までを一貫して行う生産体制と、継続的な研究開発を通じて、環境に配慮した製品づくりにも積極的に取り組んでいます。
| 会社名 | 株式会社加貫ローラ製作所 |
| 所在地 | 〒544-0005 大阪府大阪市生野区中川5-3-13 |
| 電話番号 | 06-6751-1121 |
| 公式ホームページ | https://www.katsura-roller.co.jp/ |
その品質と技術力は日本国内にとどまらず海外からも高く評価されており、世界中で信頼されるローラーメーカーとして確かな地位を築いています。
株式会社加貫ローラ製作所の評判記事はこちら!
▼加貫ローラ製作所の評判は?老舗メーカーの強みと選ばれ続ける理由を解説
◇カンセンエキスパンダー工業株式会社

カンセンエキスパンダーは、フィルム・金属箔・製紙分野におけるシワ対策を専門とする、エキスパンダーロール分野で国内トップシェアを誇るメーカーです。多種多様なシート材料を長年にわたり扱ってきた豊富な実績と蓄積されたノウハウを活かし、製造工程で発生するシワやたるみに対して最適なソリューションを提供してきました。
同社の製品は、単にシワを除去するだけでなく、製造品質の安定化や歩留まりの改善にも大きく貢献します。「使い勝手の良さ」を重視した製品づくりを追求し、既存の枠にとらわれない柔軟な発想で開発を続けている点も大きな特長です。
| 会社名 | カンセンエキスパンダー工業株式会社 |
| 所在地 | 〒573-0094 大阪府枚方市南中振2-31-3 |
| 電話番号 | 072-831-7321 |
| 公式ホームページ | https://kansenexp.co.jp/ |
導入前の検討段階から導入後のフォローまで一貫して現場に寄り添った対応を行い、コンバーティング業界を支えるインフラ的存在として、現在もなお技術革新に取り組み続けています。
カンセンエキスパンダー工業株式会社の評判記事はこちら!
▼カンセンエキスパンダーの評判は?エキスパンダーロールの特長と製品ラインアップを徹底解説
まとめ

本記事では、安定した巻取生産と高いロール品質を実現するために欠かせない「ウェブの物性評価」の重要性を、巻取理論と現場実務の両面から解説しました。
巻取モデルは有効な指標となりますが、その精度はヤング率や摩擦係数、表面粗さなどの物性値に大きく左右されます。特に、引張ヤング率や圧縮ヤング率は内部応力やトラブル発生に直結するため、試験方法やサンプリング条件、データ補正まで含めた慎重な評価が不可欠です。
また、理論は万能ではなく、振れ回りや温度変化など理論外要因を見極める視点も求められます。物性評価と理論理解、そしてウェブハンドリング技術を結び付けて活用することが、安定生産と品質向上への近道であることを示しました。
この記事を読んでいる人におすすめ
▼若水技研株式会社の評判は?微細溝加工ロールで実現するウェブ搬送の安定化と生産性向上
